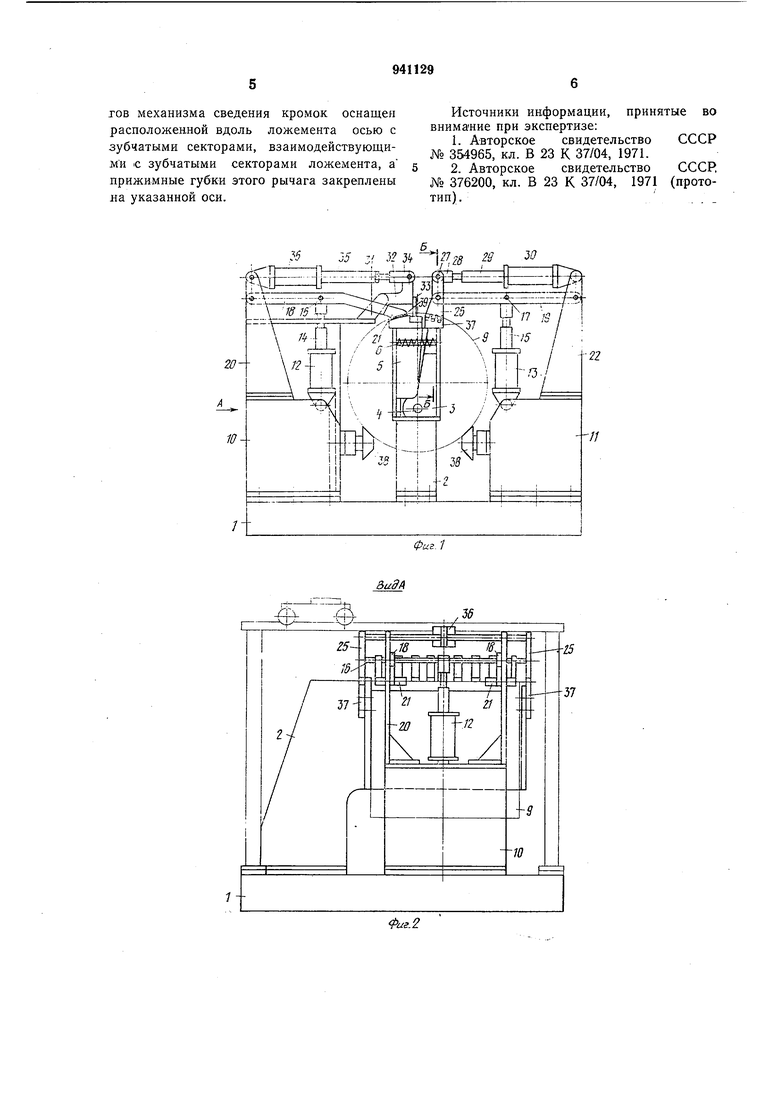
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - вид по стрелке В на фиг. 3; на фиг. 5 - схема работы устройства.
Устройство для сборки под сварку наружных продольных швов тонкостенных цилиндрических изделий с перевальцованными кромками содержит основание 1 с закрепленным на нем консольным ложементом 2 с подвижной частью 3, качающейся вокруг оси 4 и соединенной с неподвижной частью 5 пружиной 6. Консольный ложемент снабжен медной подкладкой 7 и упором 8 для торцовых кромок изделия 9.
Устройство снабжено механизмом сведения кромок, содержащим щарнирно закрепленные на стойках 10 и II основания
1пневмоцилиндры 12 и 13, штоки которых 14 и 15 связаны осями 16 и 17 с поворотными рычагами 18 и 19. Поворотные рычаги 18 одними концами связаны шарнирно с кронштейнами 20, на противоположных концах жестко закреплены прижимные губки 21. Поворотные рычаги 19 одними концами связаны шарнирно с кронштейнами 22, а противоположные концы соединены шарнирно общей осью 23, на которой жестко закреплены прижимные губки 24. На концах общей оси 23 жестко закреплены двуплечие рычаги 25, нижние концы которых представляют собой зубчатые сектора 26, а верхние связаны осью 27 с серьгой 28 и со штоком 29 пневмоцилиндра 30.
К стойке 10 и кронштейну 20 прикреплен кронштейн 31, к свободному концу которого шарнирно присоединен угольник 32 с прикрепленным к нему упором 33. Посредством вилки 34 угольник 32 связан шарнирно со штоком 35 пневмоцилиндра 36, соединенного подвижно с кронштейном 20. Пневмоцилиндр 36 предназначен для перемещения упора 33, предусмотренного для ориентации свариваемых кромок.
На подвижной части 3 консольного ложемента 2 прикреплены два зубчатых сектора 37. С внутренней стороны стенок 10 и И расположены направляющие роли-, ки 38.
На губках 21 выполнены насечки 39, на губках 24 - насечки 40.
Работает устройство следующим образом.
В исходном положении устройство имеет приподнятые над консольным ложементом 2 прижимные губки 21 и 24 и опущенный на медную прокладку 7 ложемента
2подвижный упор 33 на угольнике 32, шарнирно связанном с кронштейном 31 (см. фИг. 5, а).
Изделие 9 по направляющим роликам 38, установленным на стойках 10 и И основания 1, закатывается на ложемент 2 до упора 8, охватывая кромками подвижный
упор 33 с обеих сторон. Толщина подвил ного упора 33 больше мини.мального зазора между кромками при сварке встык. Поэтому при отводе упора 33 необходимо, 5 укрепив одну из кро.мок, подвести к ней вторую.
Вклю)чают лневмоцилиндры 12 и 13, штоки которых 14 и 15 через оси 16 и 17 опускают поворотные рычаги 18 и 19.
0 Вместе с рычагами 18 прижимные губки 21 опускаются на левую кромку изделия 9, лежащую на неподвижной части 5 ложемента 2. Вместе с рычагам-и 19 опускаются прижимные губки 24, связанные общей
5 осью 23, на правую кромку изделия 9, лежащую на подвижной части 3 ложемента 2, соединенного с неподвижной частью пружиной 6 с возможностью качания вокруг оси 4.
0 Зубчатые сектора 26 входят в контакт с зубчатыми секторами 37 подвижной части 3 ложемента 2 (см. фиг. 5, б).
Включением пневмоцилиндра 36 упор 33 отводится от изделия 9.
5 После отвода подвижного упора 33 включают Пневмоцилиндр 30, который штоком 29 и осью 27 сдвигает верхние концы двуплечих рычагов 25 вправо, а нижние концы влево, тем самым зубчатые
0 сектора 26 находятся в зацеплении с зубчатым:И секторами 37, расположенными на подвижной части 3 консольного ложемента 2. При этом правая кромка изделия, зажатая между губками 24 и подвижной
частью 3 ложемента 2 после подъема упора 33 приводится к левой кромке (см. фиг. 5, в).
Изделие готово к сварке.
В таком конструктивном выполнении
0 устройство позволяет повысить точность и надежность сборки для тонкостенных цилиндрических изделий с перевальцованными кромками за счет обеспечения равномерности сближения свариваемых кромок, и тем самым повысить качество сборки и сварки.
Формула изобретения
Устройство для сборки под сварку продольных швов цилиндрических изделий, содержащее .консольный ложемент, подвижный упор для кромок изделия и механизм сведения кромок, выполненный в
виде двух поворотных рычагов с прижимными губками, симметрично расположенных относительно продольной оси консольного ложемента, отличающееся тем, что, с целью повышения качества
сварки путем повышения точности сведения кромок по всей длине изделия с перевальцованными кромками, консольный ложемент оснащен двумя зубчатыми секторами, шарнирно закрепленными на его
обоих концах, один из поворотных рычаJOB механизма сведения кромок оснащен расположенной вдоль ложемента осью с зубчатыми секторами, взаимодействующими с зубчатыми секторами ложемента, а5 прижимные губки этого рычага закреплены на указанной оси. Источники информации, принятые во внимание при экспертизе: ГГГР зм9бТкð 23 . 2. Авторское свидетельство СССР. № 376200, кл. В 23 К 37/04, 1971 (прототип). . . 
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для автоматической сборки и сварки обечаек | 1984 |
|
SU1159749A1 |
| Стенд для сборки обечаек с продольным швом | 1976 |
|
SU610646A1 |
| Установка для сварки цилиндрических изделий | 1984 |
|
SU1479254A1 |
| СБОРОЧНО-СВАРОЧНЫЙ СТАН | 2007 |
|
RU2359799C2 |
| УСТРОЙСТВО для СБОРКИ и СВАРКИ | 1973 |
|
SU376200A1 |
| Стенд для сборки продольного стыка обечаек | 1974 |
|
SU588090A1 |
| Установка для сборки и сваркипРОдОльНыХ шВОВ ОбЕчАЕК | 1978 |
|
SU799934A1 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| Клепальный станок | 1975 |
|
SU526432A1 |
| Установка для сборки и автоматической сварки продольных швов обечаек | 1981 |
|
SU965685A1 |

о jf 3f 2J
.5
3027
Б-Б
2i
21 3
