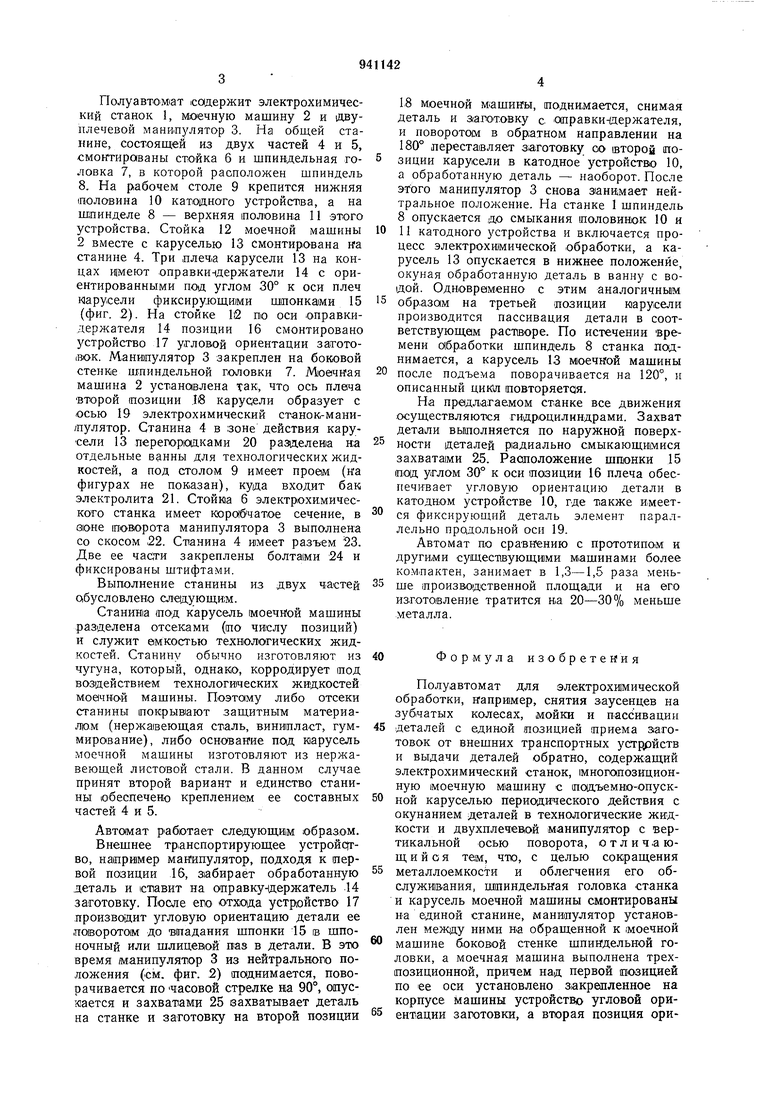
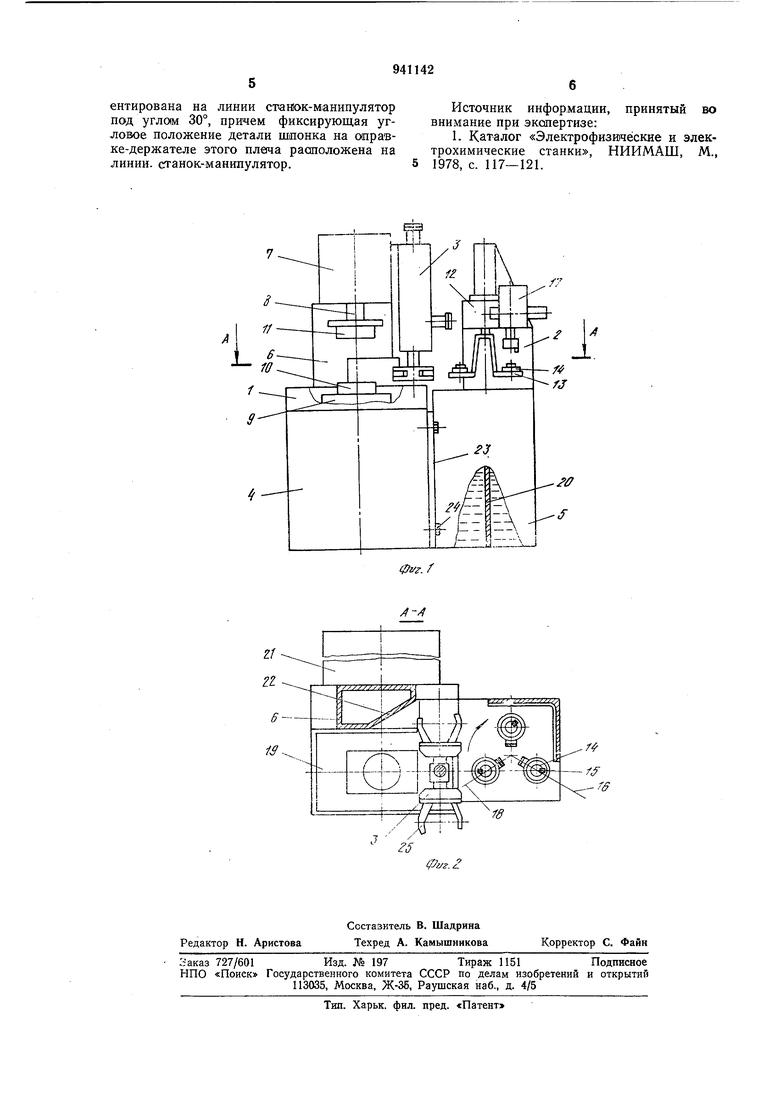
Полуавтомат содержит электрохимический станок 1, моечную машину 2 и двуплечевой манипулятор 3. На обш,ей станине, состоящей из двух частей 4 и 5, смонтированы стойка 6 и шпиндельная головка 7, в которой расположен шпиндель 8. На рабочем столе 9 крепится нижняя половина 10 катодного устройства, а на ш;пинделе 8 - верхняя половина 11 этого устройства. Стойка 12 моечной машины 2 вместе с каруселью 13 смонтирована на станине 4. Три плеча карусели 13 на концах и|меют оправкиндержатели 14 с ориентированными под углом 30° к оси плеч карусели фиксиру.юш.и1ми шпонками 15 (фиг. 2). На стойке Ii2 по оси оправкидержателя 14 позиции 16 смонтировано устройство 17 угловой ориентации загото(Вок. Манипулятор 3 закреплен на боковой стенке шпиндельной головки 7. Моечная машина 2 установлена так, что ось плеча второй 1ПОЗИЦИИ Ш карусели образует с осью 19 электрохимический станок-мани/пулятор. Станина 4 в зоне действия карусели 13 перегороаками 20 разделена на отдельные ванны для технологических жидкостей, а под столом 9 имеет проем (на фигурах не показан), куда входит бак электролита 21. Стойк1а 6 электрохимического станка имеет К оро1бчатое сечение, в аоне поворота манипулятора 3 выполнена со скосом .22. Станина 4 нмеет разъем 23. Две ее части закреплены болтами 24 и фиксированы штифтами.
Выполнение станины из двух частей обусловлено следующим.
Станина под карусель моечной мащины разделена отсеками (по числу позиций) и служит емкостью технологических жидкостей. Станину обычно изготовляют из чугуна, который, однако, корродирует под воздействием технологических жидкостей моечной машины. Поэтому либо отсеки станины 1покрыв1ают защитным материалом (нержавеющая сталь, винипласт, гуммирование), либо основание под карусель моечной машины изготовляют из нержавеюшей листовой стали. В данном случае принят второй вариант и единство станины обеспечено креплением ее составных частей 4 и 5.
Автомат работает следующим образом.
Внешнее тр|анспортирующее устройс|тво, напри1мер манипулятор, подходя к первой позиции 16, забирает обработанную деталь и ставит на оправку-держатель 14 заготовку. После его отхо|да устр1ойство 17 производит угловую ориентацию детали ее поворотом до Бпадания шпонки 15 IB шпоночный или шлицевой паз в детали. В это время /манипулятор 3 из нейтрального положения (см. фиг. 2) поднимается, поворачивается по -часовой стрелке на 90°, опускается и захватами 25 захватывает деталь на станке и заготовку на второй позиции
18 моечной машин-ы, поднимается, снимая деталь и 3(аготовку с. оправки-(держателя, и поворотом в обратном направлении на 180° переставляет заготовку оо второй позиции карусели в катодное устройство 10, а обработанную деталь - наоборот. После этого манипулятор 3 снова 31ани1мает нейтральное положение. На станке 1 шпиндель 8 опускается ,до смыкания половинок 10 и
11 катодного устройства и включается процесс электрохи)мической обработки, а карусель 13 опускается в нижнее положение, окуная обработанную деталь в ванну с водой. Одновременно с этим аналогичным
образом на третьей позиции юарусели производится пассивация детали в соответствующем p-acTiBOpe. По истечении времени обработки шпиндель 8 станка поднимается, а карусель 13 мо ечкой машины
после подъема поворачивается на 120°, и описанный цикл повторяется.
На предлагаемом станке все движения :осуществляются гидроцилиндрами. Захват детали вьшолняется по наружной поверхности деталей радиально смыкающимися захватами 25. Расположение щщонки 15 под углом 30° к оси позиции 16 плеча обеспечивает угловую ориентацию детали в катодном устройстве 10, где также имеется фиксирующий деталь элемент параллельно продольной оси 19.
Автомат по сравнению с прототипам и други;ми су|щес11вующи1ми машинами более компактен, занимает в 1,3-1,5 раза меньше произаодственной площади и на его изготовление тратится на 20-30% меньше металла.
Формула из обретени я
Полуавтомат для электрохи1мической обработки, например, снятия заусенцев на зуб чатых колесах, мойки и пассивации
деталей с единой позицией приема затотовок от внешних транспортных усгррйств и выдачи деталей обратно, содержащий электрохимический станок, миогопозиционную моечную машину с подъемно-опускной каруселью периодического действия с окунанием деталей в технологические жидкости и двухплечевой манипулятор с вертикальной осью поворота, отличающийся тем, ЧТО), с целью сокращения
металлоемкости и облегчения его обслужи1в.ания, шпиндельная головка станка и карусель моечной машины смонтированы на единой станине, манипулятор установлен между ними на обращенной к моечной
машине боковой стенке шпиндельной головки, а моечная машина выполнена трех1ПОЗИЦИОННОЙ, причем над первой позицией по ее оси установлено закрепленное на корпусе машины устройство угловой ориентацни заготовки, а вторая позиция ориентирована на линии станюк-манипулятор под углом 30°, причем фиксирующая угловое положение детали шпонка на оправке-держателе этого плеча расположена на линии, станок-манипулятор.
Источник информации, принятый во внимание при экспертизе:
1. Каталог «Электрофизические и электрохимические станки, НИИМАШ, М, 1978, с. 117-121.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
| Фрезерный станок | 1984 |
|
SU1210999A1 |
| Многоцелевой станок | 1989 |
|
SU1660937A1 |
| Станок для шлифования торцевых поверхностей деталей | 1981 |
|
SU1116976A3 |
| Многооперационный станок с устройством автоматической смены инструментов | 1986 |
|
SU1445901A1 |
| Станок для многоинструментной обработки кольцеобразных деталей | 1980 |
|
SU984802A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Станок для электрохимикомеханическойОбРАбОТКи | 1977 |
|
SU818795A1 |
| Автоматизированный технологический комплекс | 1985 |
|
SU1349969A1 |
| Многооперационный станок | 1979 |
|
SU880689A1 |
