(54) УСТАНОВКА ДЛЯ СВАРКИ ИЗДЕЛИЙ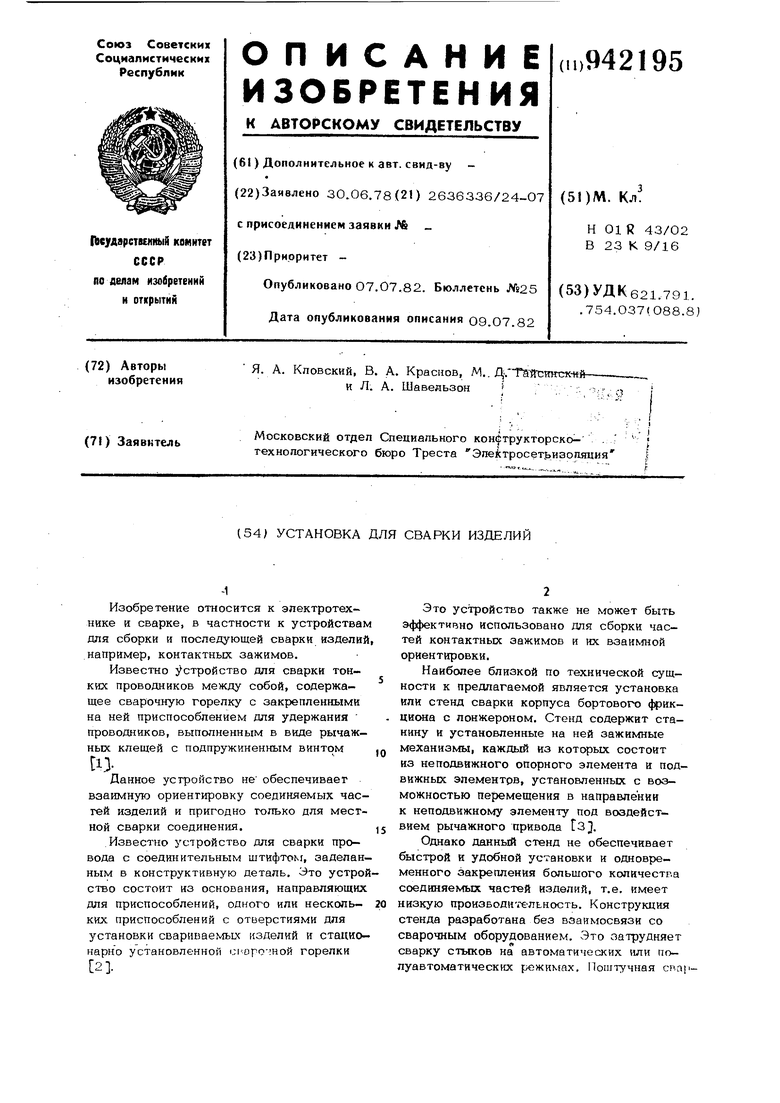
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ИЗДЕЛИЙ ПО ЗАМКНУТОМУ ПЛОСКОМУ КОНТУРУ | 1987 |
|
SU1401777A1 |
| Машина для контактной стыковой сварки | 1979 |
|
SU872110A1 |
| УСТРОЙСТВО СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИЙ СОПРОТИВЛЕНИЕМ | 2010 |
|
RU2434724C1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| Устройство для вварки криволинейных элементов в оболочковую конструкцию | 1983 |
|
SU1127731A1 |
| Машина для стыковой сварки труб | 1980 |
|
SU961891A1 |
| УСТРОЙСТВО СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИЙ СОПРОТИВЛЕНИЕМ | 2010 |
|
RU2434723C1 |
| Устройство для стыковой контактной сварки цепей | 1990 |
|
SU1756064A1 |
| Автоматизированная линия для сборки и сварки коробчатых изделий | 1987 |
|
SU1581543A1 |

Изобретение относится к электротехнике и сварке, в частности к устройствам для сборки и последующей сварки изделий например, контактных зажимов. Известно j cTpoficTBo для сварки тонких проводников между собой, содержащее сварочную горелку с закрепленными на ней приспособлением для удержания проводников, выполненным в виде рычажных клещей с подпружиненным винтом Данное устройство не обеспечивает взаимную ориентировку соединяемых частей изделий и пригодно только для местной сварки соединения. Известно устройство для сварки провода с соединительным штифтом, заделанным в конструктивную деталь. Это устрой ство состоит из основания, направляющих для приспособлений, одного или несколь- ких приспособлений с отверстиями для установки свариваемых изделий и стационарно установленной сиог -ной горелки 2. Это устройство также не может быть эффективно использовано для сборки частей контактных зажимов и их взаимной ориентировки. Наиболее близкой по технической сущности к предлагаемой является установка или стенд сварки корпуса бортового фрикциона с лонжероном. Стенд содержит станину и установленные на ней зажимные механизмы, каждый из которых состоит КЗ неподвижного опорного элемента и подвижных элементов, установленных с возможностью перемещения в направлении к неподвижному элементу под воздействием рычажного привода Гз, Однако данный стенд не обеспечивает быстрой и удобной установки и одновременного закрепления больщого количества соединяемых частей изделий, т.е, имеет низкую произБоднгеЛьность, Конструкция стенда разработана без взаимосвязи со сварочным оборудованием. Это затрудняет сварку стыков на автоматических или полуавтоматических режикшх. Поштучная спар3942195 .4
ка нодепий снижает качество соединения12,и наклонный лоток 13, По.а ижные
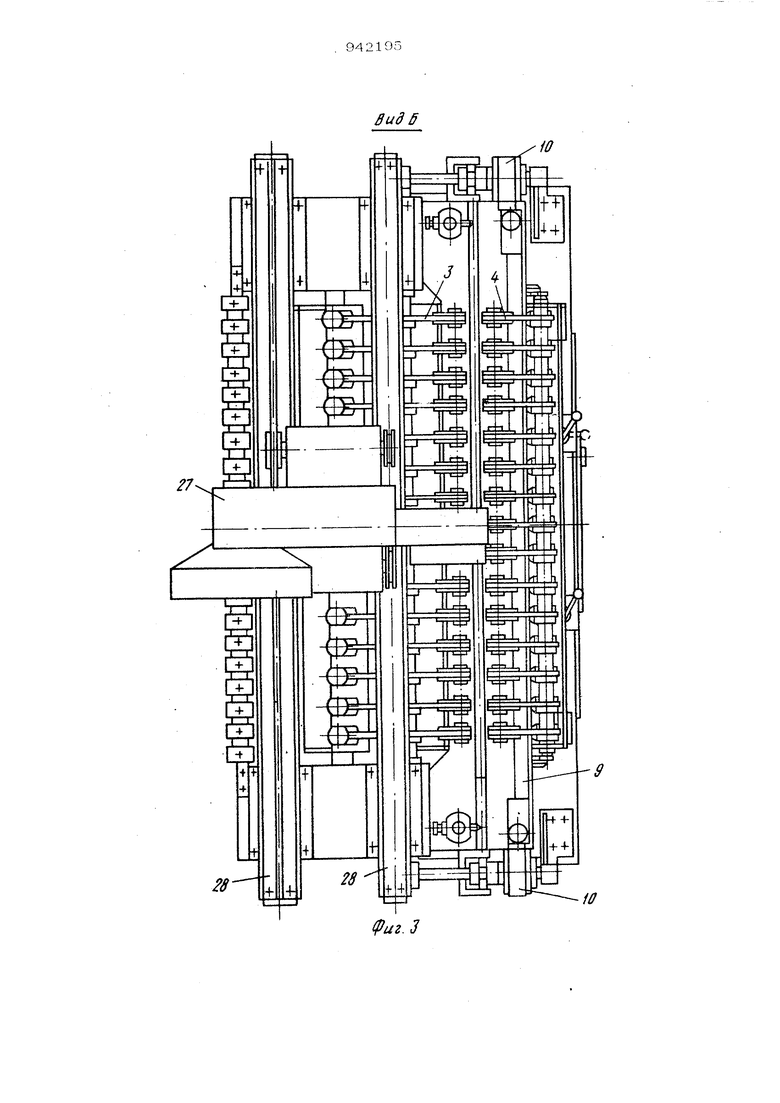
и производительность процесса.элемента зажимных механизмов выполЦель изобретения - иовышенне произ-нены многорядными (фиг,3);Механизмы
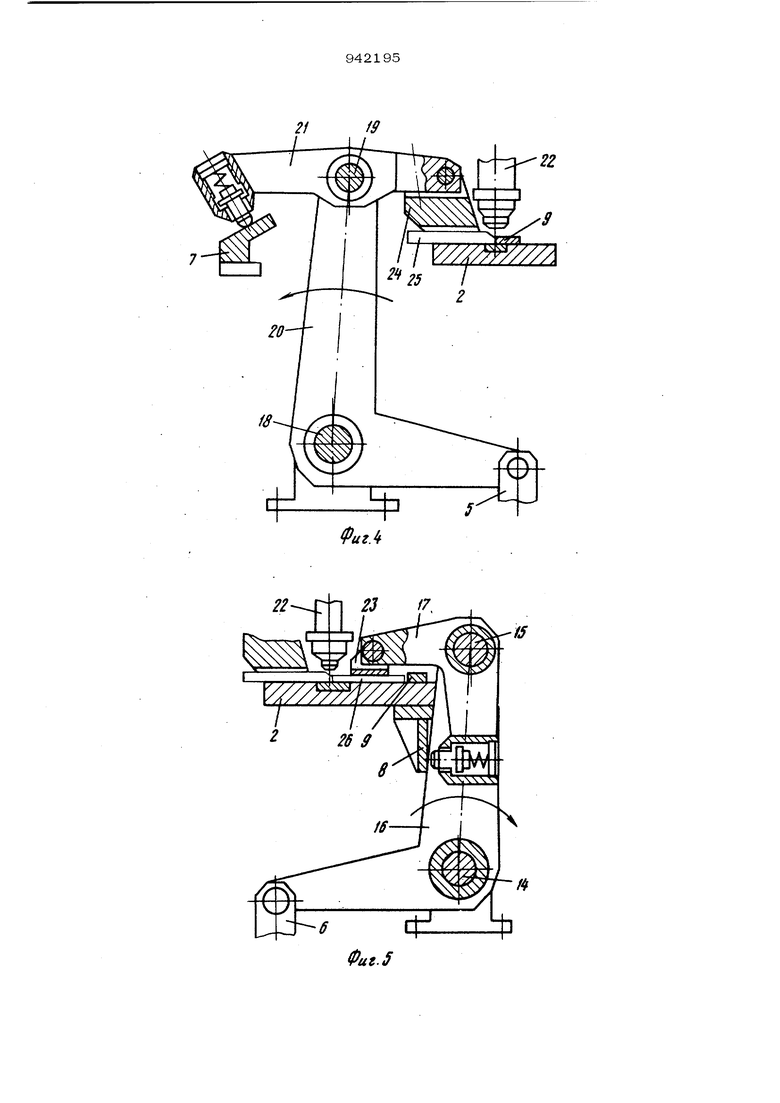
волительности процесса и качества прив правом ряду (фиг,5) выполнены в F.Yгрупповой сварке изделий, например кон- jде соединенных между собой шарннрно
тактных. зажимов.посредством общих осей 14 и 15 пары
Поставленная цель достигается тем,двуплечих угловых рычагов 16 и нескольчто установка для сварки наделнй, состо-ких двуплечих угловых рычагов 17 { по ящих по крайней мере из двух частей,числу свариваемых контактных зажимов), содержащая станину и установленные на юа в леиом ряду(фиг.4) - в виде соединенней зажимные механизмы, каждый из ко-ных осями 18 и 19 пары двуплечих углоторьк состоит из неподвижного опорноговых рычагов 20 и нескольких двуплечих элементе и подвижных элементов, уста-рычагов 21 ( по числу свариваемых конновленных с возможностью перемещениятактньтх зажимов). Правый и левый ряды в направлении к неподвижному элементу ,5рычагов укреплены на станине 1 симметпод воздействием рычажного привода,р„чно относительно плоское- : стыковки снабжена неподвижными копирами, упоромсобираемых частей контактных зажимов, с приводом и наклонным лотком, подвиж-совпадающей с плоскостью перемещения ..ные элементы зажимных меканиа-сварочной горелки 22. Двумя свободнымов выпълненны многоразряцными оми концами рычаги 16, 17, 2О и 21 в вице шарнирно сосциненных междувзаимодействуют с пневмсжилиндрамй 5 собой пар двуплечих рычагов, упор выпол-и 6 и копирами 7 и 8. Третьи свободные ней в виде планки, а его привод - в видеконцы рычагов снабжены шарннрно укрепкинематически спязпьных с ней саареннькленными нажимными пятами 23 и 24 и одноплечих рычагов, при этом двуплечие jjрасположены над плитой 2 симметрично рычаги установлены симметрично относи-.относительно горелки 22. Пяты 23 и 24 тельно плоскости сварки частей изделияпредназначены для закрепления на плите 2 и Взаимодействуют свобрпными концамисобираемых и свариваемых частей контактс копирами, установленными на станине,ных зu) 25 и 26. Планка 9 располопланка расположена на неподвижном опор-жена на плите 2 под свободным: концами ном элементе под свободными концамидвуплечих угловых рычагов 17 и паралодного из рядов двуплечих рычагов по .лельно плоскости перемещения горелки 22 одну сторону упомящтой плоскости, апо одну ее сторону, а наклонный лоток накло1Жый лоток - по другую.13 - го другую.
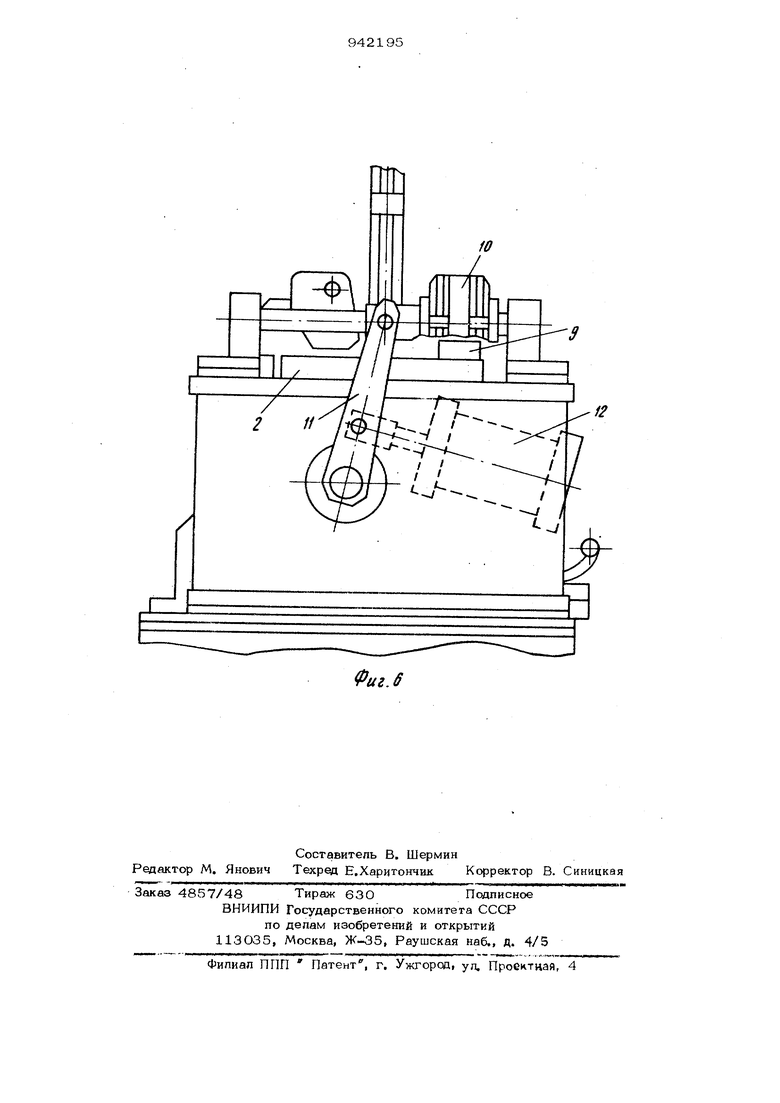
На фиг. 1 изображена установка дляГорелка 22 в составе сварочного траксварки изделий, общий вид;на фиг.2 -тора 27 перемешается в автоматическом поперечное сечение А-А на фиг.1,-или полуавтоматическом режиме по гона фиг.З - вид Б на фиг.2; на фйг.4 иризонтальным направляюгким 28, закреп5 - зажимные -механизмы для частей кон-ленным на станине 1 и обеспечивающим тактных зажимов; на фиг. 6 - упор и со-тс-ное движение горелки вдоль плоскости ггряженные с ним элементы. стыковки собираемых частей контактных
Установка для сварки изделий, состо-зажимов.
яших по крайней мере из двух, частей.Установка работает следующим образом,
например контактных зажимов, включаетС помощью пневмоцилиндров 5 и 6,
в себя, станину 1 п установленные на нейповорачивают рычаги 16 и 2О в направзажимные механизмы, каждый из которых .лениях, указанных стрелками. При этом рысостоит из неподвижного опорного элемен-чаги 17 и 21 отводятся от плоскости
та 2 в виде горизонтальной плиты и под-перемещения горелки 22, освобождая зону
вижных элементов 3 и 4, установленныхнад плитой 2 для укладки собираемых
с гю.оможностью перемещения в направле-частей контактных зажимов. Планку 9
кии к неподвижному элементу под воздей- посредством пневмоцилиндра 12, рычагов
ствием индивидуальных рычажных приво-11 и муфты 10 перемещают в направледо - с пневмоцилиндрами 5 и 6. Установ- ,нии плоскости перемещения горелка 22
ка имеет также неподвижные копиры 7в крайнее положение, при этом один из
и 8, установленные на станине и плите,ее торцов совпадает с указанной плоскоупор, выполненный в виде планки 9 с ари-55стью. Трактор 27 с горелкой 22 отвоьодом в виде кинематически связанныхдят в правое крайнее положение. Еэлагос ней посредством муфг Ю спаренныхДаря выполаению зажимных механизмов
о/июпл чих рычагов 11 и пневмоцилиндрав виде двух двуплечих рычагов зона для
укладки освобождается максимально. На плиту 2 укладывают вплотную руг к дру и к упомянутому горцу плаики 9 части собираемых контактных зажлмов 25, например трубчатые части (.4ь С помощыб пневм цилиндра 5 и рычагов 2О поворачивают рычаги 21 в исходное положение. При этом одни из концов рычагов 21 перемещаются по копиру 7, а друТие взаимодействуют пятами 24 с частями контактных зажимов 25 и поджимают их к торцу планки 9 и плите 2. Подобное выполнение зажимных механизмов обеспечивает эффективное перемещение и поджатие частей контактных зажимов 25 к торцу планки 9 даже в том случае, если части зажимов уложены на плиту не вплотную к торцу планки 9. После окончания прижатия частей контактных зажимов 25 планка 9 отводится от плоскости перемещения горелки 22 в исходное положение. На освободиБщийся участок плиты 2 укладывают вплотную друг к другу и к прижатым ранее .частям контактных зажимов соответствующие плоские части контактных зажимов 26. Аналогично описанному выще с помощью пневмоцилиндра 6, рычагов 16 и 17 и пят 23-части контактных зажимов 26 поджимают к торцам частей контактных зажимов 25. Спаренные двуплечие рычаги данного ряда также обеспечивают эффективное поджатие плоских частей контактных зажимов к соответствующим частям и плите 2. Включают горелку 22, трактор 27 перемещаю по направляющим 28 и производят сварьку частей контактных зажимов. По окончании операции сварки срабатывают приводы 5 и 6 зажимных механизмов, освобождая сваренные детали, затем пнев- моцилиндр 12, перемещая планку 9 в направлении плоскости перемещения горелки 22, сталкивает сваренные контактные зажимы в лоток 13. Установка готова для сборки и сварки следующей артии частей контактных зажимов.
Формула изобретения
Установка для сварки изделий, состоящих по крайней мере из Д1}ух частей , содержащая станину и установленные на ней механизка, каждый из которых состоит из неподвижного опорного элемента и подвижных элементов, установленных с возможностью перемещения в направлении к неподвижному элементу под воздействием рычажного привода, отличающаяся тем, 4Tq с целью повышения производительности процесса и качества при групповой сварке изделий, например контактных зажимов она снабжена неподвижными копирами, упором с приводом и наклонным лотком, подвижные элементы зажимных механизмо выполнены многорядными в виде щарнирно соединенных между собой пар двуплечих рычагов,упор выполнен в виде планки, а его привод - в виде кинематически связанных с ней спаренных одноплечих рычагов, при этом двуплечие рычаги установлены симметрично относительно плоскости сварки частей изделия и взаимодействуют свободными концами с копирами установленными на станине, планка рас- . положена на неподвижном опорном элемент под свободными концами, одного из рядов двуплечих рычагов по одну сторону упомянутой плоскости, а наклонный лотокпо другую.
Источники информации, принятые во внимание при экспертизе
1,Патент ФРГ N 1933391 кл. И 01 R 43/02, 1974.
2,Патент ФРГ № 2063535, кл. Н 01 ft 43/02, 1974.
3,Австифеев Г.А. и Веретенников И.С. Средства механизации сварочного производства. М., Мащиностроение, 1977, с. 64-65 (прототип).
А- А
Фиг.г
28
Вид В
10
10
Фаг.З
Фиг4
2Z
23 /7,
//
Фиг гпЛ
ШИ
Фиг. 6
