(5) ЦЕНТРОБЕЖНАЯ МАШИНА ДЛЯ ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Центробежная машина для литья с вер-ТиКАльНОй ОСью ВРАщЕНия | 1979 |
|
SU821045A1 |
| Машина для центробежного литья с вертикальной осью вращения | 1979 |
|
SU772696A1 |
| Центробежная машина с вертикальнойОСью ВРАщЕНия | 1979 |
|
SU850289A1 |
| Машина для центробежного литья с вертикальной осью вращения | 1977 |
|
SU626877A1 |
| Машина для литья под низким давлением | 1986 |
|
SU1404169A1 |
| ЦЕНТРОБЕЖНАЯ ФОРСУНКА С ВЫСТУПАЮЩИМИ ЧАСТЯМИ | 2012 |
|
RU2550370C2 |
| Устройство для смешивания измельченного солода с водой | 1988 |
|
SU1541244A1 |
| Установка для литья с газовым протидавлением | 1976 |
|
SU576156A1 |
| ПРЯМОТОЧНЫЙ ТУРБОРЕАКТИВНЫЙ ДЕТОНАЦИОННЫЙ ДВИГАТЕЛЬ (ПТРДД) | 2016 |
|
RU2638239C1 |
| Машина для литья под низким давлением роторов электродвигателей | 1979 |
|
SU869957A1 |
1
Изобретение относится к литейному производству, в частности к центробежному литью, и может быть использовано для изготовления фасонных от- ливок в условиях массового и крупносерийного производства.
Известны машины для центробежного литья, в которых вращение шпинделя осуществляется с помощью электропривода, шкива и ременной передачи 1 - , Это увеличивает габариты машины и усложняет ее конструкцию.
Наиболее близким к изобретению по технической сущности и достигаемому результату является центробежная машина с вертикальной осью вращения, содержащая основание, верхнюю и нижнюю полуформы с центробежными зажима-го ми и подвижную верхнюю траверсу,в которой привод выполнен в виде источника воздушного давления, соединенного с пустотелым кольцом, расположенным с зазором в кольцевой выточке и соединенным сальниковым уплотнением с верхней полуформой, имеющей тангенциальные отверстия, выходящие из кольцевой выточки и расположенные против вертикальных лопаток, установленных на кожухе. Выполнение привода в виде источника воздушного давления позволяет упростить машину ,
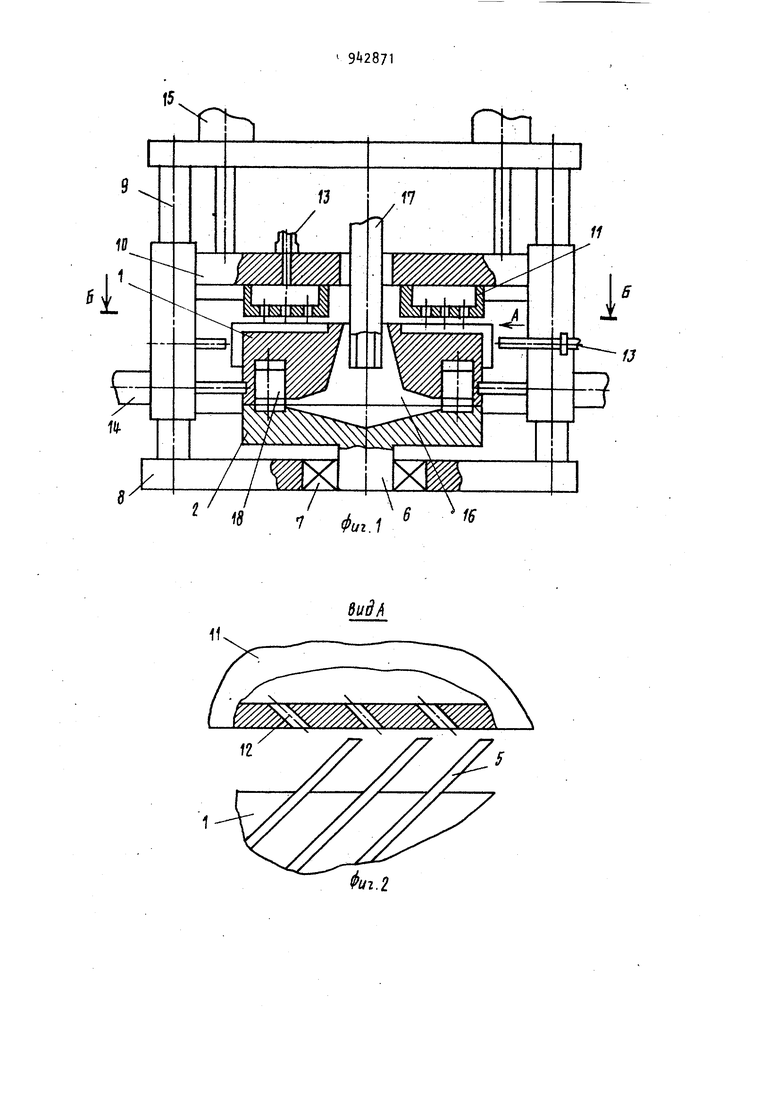
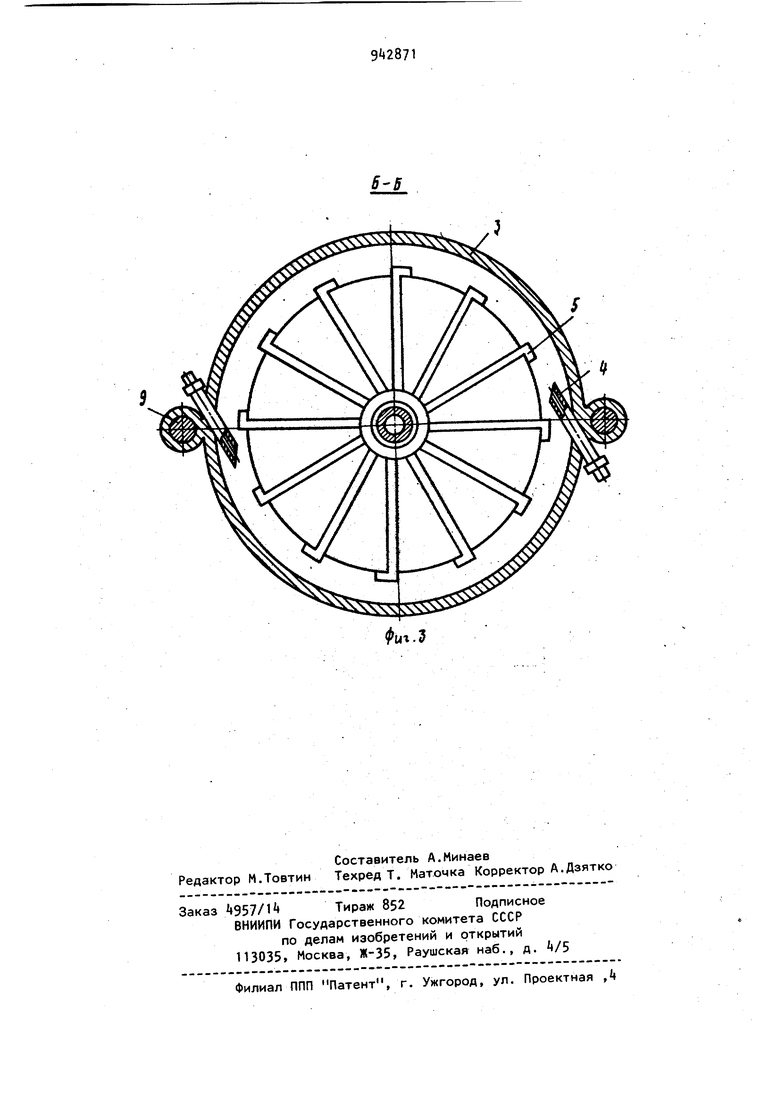
К недостаткам машины следует отнести следующее. Сальниковое уплотнение между кольцом, в которое подводится газовое давление и верхней по- луформой тормозит форму и увеличивает время разгона формы. Это усложняет конструкцию машины и уменьшает ее производительность., Кроме того, сопла источника газ вбого давления расположены только на верхней полуформе, а лопатки расположены только на кожухе. Это не позволяет развить достаточные усилия сжатия полуформ. что уменьшает надежность работы машины, так как из-за недостаточиог сжатия полуформ возможен выброс металла. Цель изобретения - упрощение кон струкции, улучшения надежности работы и повышение производительности Цель достигается тем, что в маши содержащей основание,верхнюю и нижнюю полуформы с центробежными.зажимами и лопатками, подвижную верхнюю траверсу, установленную на колоннах привод, выполненный в виде источник ВОЗДУШНОГО давления с соплами, расположенными на верхней траверсе, и защитный кожух лопатки на внешней поверхности верхней полуформы распо ложены под острым углом к горизонтальной плоскости, при этом на кожу хе установленыДополнительные сопла оси которых направлены по касательной к боковой поверхности верхней полуформы в сторону наклона лопаток, а оси сопел траверсы направлены перпендикулярно лопаткам. Расположение лопаток под острым углом дает возможность раскладывать усилие воздушного давления на два составляющих: усилие прижима и усилие, создающее крутящий момент. На фиг,1 схематично представлена предлагаемая машина; на фиг.2 - вид А на фиг.1; на фиг.З - разрез Б-Б на фиг.1. Машина содержит верхнюю 1 и нижнюю 2 полуформы, кожух 3 с доТюлнительными соплами 4. Оси дополнитель ных сопел направлены по касательной к боковой поверхности верхней . 1 полуформы. На наружной поверхности верхней 1 полуформы расположены лопатки 5 под острым углом к горизонтальной плоскости. Нижняя 2 полуформа закреплена на шпинделе 6. Шпиндель 6 установлен в радиальноупорном подшипнике 7, корпус которого закреплен в станине 8. На станине 8 закреплены две колонны 9, которые служат направляющими для подвижной верхней траверсы 10. На траверсе 10 установлено пустотелое кольцо 11 с соплами 12 в нижней час ти. Пустотелое кольцо 11 и дополнительные сопла соединены с источник воздушного давления через отверстия 13. Оси сопел 12 верхней траверсы направлены перпендикулярно плоскостям лопаток 5. На подвижной верх714ней траверсе 10 установлен механизм I фиксации с верхней 1 полуформой. Перемещение верхней траверсы осуществляется с помощью привода 15. Кожух 3 закреплен на верхней траверсе 10. Для подачи жидкого металла в металлоприемник 16 служит установка для литья под низким давлением не показано с металлопроводом 17. В качестве детали представителя массового производства выбран короткозамкнутый ротор электродвигателя, пакеты железа 18 которого помещают в формы. Машина работает следующим образом. После простановки пакетов железа 18 в формы включается привод 15 ко--, торый перемещает траверсу 10 с пустотелым кольцом 11 и зафиксированную на ней с помощью механизма 1+ фиксации верхнюю 1 полуформу. При смыкании верхней 1 и нижней 2 полуформ срабатывает механизм I фиксации, который расфиксирует верхнюю 1 и полуформу с траверсой 10. Далее, траверса занимает такое положение, при котором пустотелое кольцо 11 располагается с небольшим зазором над лопатками 5 верхней полуформы 1. После этого подается сигнал на включение подачи воздушного давления через отверстия 13. При этом сжатый воздух поступает в пустотелое кольцо 11 и далее через сопла 12 попадает на лопатки 5.Попадая перпендикулярно на лопатки 5, воздушное давление создает усилие, которое раскладывается на два составляющих: усилие, направленное параллельно оси вращения, которое прижимает верхнюю полуформу 1 к нижней 2; и тангенциальное усилие, создающее крутящий момент, вращающий форму. Одновременно с этим, воздушное давление, выходящее из дополнительных сопел k и направленное по касательной к боковой поверхности верхней полуформы, попадает на наклонные лопатки 5. При этом создается дополнительное усилие, которое позволяет увеличить усилие прижима верхней полуформы 1 к нижней 2, а также величину крутящего момента. Машина готова к заливке. Доза алюминиевого сплава А 7 при подается во вращающуюся форму с помощью установки для литья под низким давлением через металлопровод 17.
После затвердевания отливок, подается сигнал на отключение подачи, воздушного давления и машина останавливается. Далее срабатывает механизм Н фиксации, который фиксирует траверсу 10 с верхней 1 полуформой. После этого срабатывает привод 15, который перемещает траверсу 10 вверх размыкая форму. После извлечения отливок, очис.тки и окраски формы машина снова готова к работе. Таким образом, расположение дополнительных сопел на кожухе машины и снабжение внешней поверхности верхней полуформы лопатками, установленными под острым углом, например, kf-6Q K горизонтальной плоскости позволяет осуществить взаимодействие источника газового давления с верхней полуформой без применения уплотнений меж ду верхней неподвижной траверсой и вращающейся формой. Это упростит конструкцию машины, уменьшит время разгона формы и увеличит производительность на 10-20. Расположение (дополнительных сопел на кожухе машин взаимодействующих с лопатками, установленными на внешней поверхности верхней формы, позволит увеличить усилия сжатия полуформ, что предотвратит возможность выброса металла при вращении и увеличить надежность работы машины.
Применение предлагаемого изоб ретения позволит упростить конструкцию, повысить надежность работы и повысить производительность машины на JO-12.
Ориентировочная экономическая эффективность составит 70-80 тыс.руб.
в год за счет упрощения конструкции и повышения производительности на 10-12.
Формула изобретения
Центробежная машина для литья с. вертиальной осью вращения, содёр.т жащая основание, верхнюю и нижнюю полуформы с центробежными зажимами и лопатками, подвижную верхнюю траверсу, .установленную на колонках, привод, выполненный в источника воздушного давления с соплами, расположенными на верхней траверсе, и защитный кожух, отличающаяся тем; что, с целью упрощения i конструкции, улучшения надежности работы и повышения производительности лопатки на наружной поверхности верхней полуформы расположены под острым углом к горизонтальной плоскости, .при ЭТС1М на кожухе установлены дополнительные сопла, оси которых направлены по касательной к боковой поверхности верхней прлуформы :В сторону наклона лопаток, а оси со1пел верхней траверсы направлены перпендикулярно лопаткам.
Источники информации, принятые во внимание при экспертизе
k. Авторское свидетельство СССР № 2793 35/22-02, кл. В 22 Т) 13/0, 1979.
-7 V
f2
