1
Изобретение относится к судостроению и касается технологии сборки модуля корпуса судна.
Известен способ сборки модуля корпуса судна, преимущественно бортового, из секций поперечной переборки и из первой пары секции палубной и днищевой и второй пары секций бортовой и секции продольной переборки, состоящий в том, что устанавливают секцию поперечной переборки в горизонтальное положение, затем подают и устанавливают секции продольного направления в вертикальном положении и соединяют друг с другом и с секцией поперечной переборки 1.
Недостаток указанного способа заключается в низком уровне механизации и длительности сборки модуля.
Цель изобретения - повышение уровня механизации и ускорение сборки модуля.
Поставленная цель достигается тем, что на сборочную площадку попеременно подают секции продольного направления первой и второй упомянутых пар, устанавливают вертикально и соединяют с собранной частью модуля, затем последнюю поворачивают вокруг вертикальной оси иустанавливают в
положение, при котором плоскость установки очередной подаваемой секции продольного направления перпендикулярна направлению ее подачи для последующей сборки.
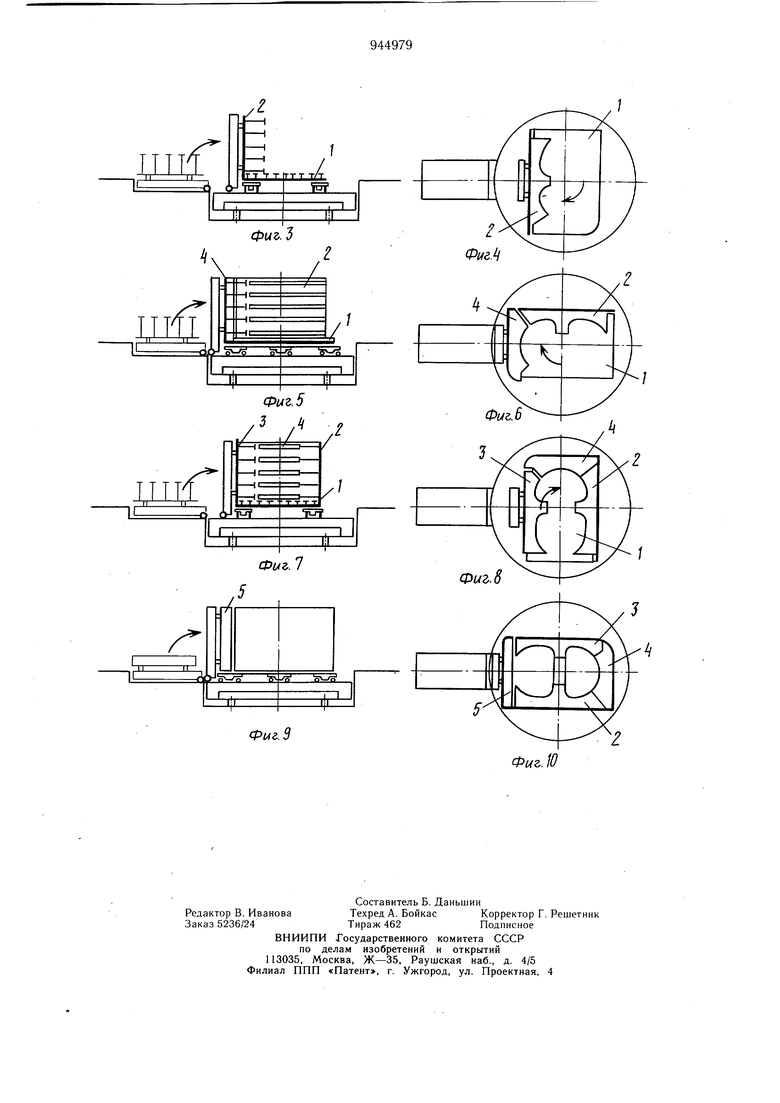
На фиг. 1 показана установка секции поперечной переборки; на фиг. 2 - собранная на фиг. 1 часть модуля, вид в плане; на фиг. 3 - установка секции продольной переборки и соединение ее с секцией поперечной переборки; на фиг. 4 - собранная на фиг. 3 часть модуля, вид в плане; на фиг. 5 - установка, секции днища и ее соединение с собранной частью модуля; на фиг. 6 - собранная на фиг. 5 часть модуля, вид в плане; на фиг. 7 - установка бортовой секции и ее соединение с собранной частью модуля; на фиг. 8 - собранная на фиг. 7 часть модуля, вид плане; на фиг. 9 - установка секции палубы и eg соединение с собранной частью модуля; нафиг. 10 - бортовой модуль, собранный на фиг. 9, вид в плане.
Собираемый модуль состоит из секции 1 пбперечной переборки и двух пар продольных секций (первая пара - секция 2 продольной переборки и бортовая секция 3, вторая пара - днищевая секция 4 и секция 5 палубы).
Сначала на сборочное место подают и устанавливают в горизонтальное положение секцию 1 поперечной переборки (фиг. 1 и 2). Затем на сборочное место подают любую из продольных секций первой или второй пары, например секцию 2 продольной переборки (фиг. 3 и 4) устанавливают ее в вертикальное положение и сваривают с секцией 1 поперечной переборки. При этом для придания необходимой геометрической неизменности собранной части модуля секции 1 и 2 соединяют между собой технологическими тягами (не показаны), которые в дальнейшем демонтируют.
После этого собранную часть модуля поворачивают, например по часовой стрелке, вокруг вертикальной оси, подают на сборочное место продольную секцию другой пары, в данном случае днищевую секцию 4 (фиг. 5 и 6), устанавливают ее в вертикальное положение и сваривают с собранной частью модуля.
После сварки днищевой секции с секциями I и 2 собранную часть модуля снова поворачивают по часовой стрелке, подают на сборочное место вторую секцию первой пары, в данном случае секцию 3 борта (фиг. 7 и 8) устанавливают ее в вертикальное положение и сваривают с собранной частью модуля.
Затем собранную часть модуля, состоящую из секций 1-4 опять поворачивают по часовой стрелке, подают на сборочное место вторую продольную секцию второй пары, в данно.м случае секцию 5 палубы (фиг. 9 и 10), устанавливают ее в вертикальное положение и сваривают с собранной частью модуля, завершая, таким образом, формирование бортового модуля.
Тип продольной секции, подаваемой первой на место сборки бортового модуля, зависит от конкретных обстоятельств сборки и не влияет на изложенную последовательность операций сборки.
Транспортировку секций к месту сборки бортового модуля осуществляют напольными транспортными средствами.
Преимуществами предлагаемого способа сборки бортовых модулей являются возможность комплексной механизации процесса подачи и установки корпусных конструкций на основе применения напольных корпусосборочных агрегатов, сокращение срока постройки судов и повышение производительности труда за счет сокращения объема ручных операций.
Формула изобретения
Способ сборки модуля корпуса судна, преимущественно бортового, из секций поперечной переборки и из первой пары секции палубной и днищевой и второй пары секций бортовой и секции продольной переборки, состоящий в том, что устанавливают секцию поперечной переборки в горизонтальное положение, затем подают и устанавливают секции продольного направления в вертикальном положении и соединяют друг с другом и с секцией поперечной переборки, отличающийся тем, что, с целью повышения уровня механизации и ускорения сборки модуля, на сборочную площадку попеременно подают секции продольного направления первой и второй упомянутых пар, устанавливают вертикально и соединяют с собранной частью модуля, затем последнюю поворачивают вокруг вертикальной оси и устанавливают в положение, при котором плоскость установки очередной подаваемой секции продольного направления перпендикулярна направлению ее подачи для последующей сборки.
Источники информации, принятые во внимание при экспертизе 1. Патент Франции № 2101358, кл. В 63 В 3/00, опублик. 1972 (прототип) .

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки модуля многопалубного судна (его варианты) | 1980 |
|
SU975492A1 |
| Устройство для сборки модулей корпуса судна | 1982 |
|
SU1108037A1 |
| Способ сборки бортового модуляКОРпуСА СудНА | 1977 |
|
SU802128A1 |
| Устройство для сборки модуля средней части корпуса судна | 1980 |
|
SU944980A1 |
| Устройство для сборки модулей корпуса судна | 1980 |
|
SU944981A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУБЛОКА ЦИЛИНДРИЧЕСКОЙ ВСТАВКИ ДЛЯ СУДНА С ДВОЙНЫМ КОРПУСОМ И ПОВОРОТНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2460665C1 |
| Способ сборки полного модуля корпуса судна | 1980 |
|
SU979196A1 |
| Устройство для сборки модуля средней части корпуса судна | 1980 |
|
SU944978A1 |
| Способ изготовления цилиндрической вставки корпуса судна | 1983 |
|
SU1105372A1 |
| Устройство для изготовления объемного блока корпуса судна | 1979 |
|
SU1224208A2 |
Ф4/г./
фиг. 5
Фиг. 5
/./ X
Фиг. 1
Фиг. 9
