Изобретение относится к контрольно-сортировочным автоматам с клиновидными калибрами, состоящими из двух установленных нод небольшим углом линеек, одна из которых выполнена подвижной.
Особенность предлагаемого контролыю-сортировочмсго автомата состоит в том, что подвижная, линейка примененного в нем клиновидного калибра монтирована с возможностью враи1ения вокруг горизонтальной оси и снабжена рычагом, несущим улектроконтакт цени электромагнита, ограЕН1чивающего двнже ие каретки, перемещаемой одновременно с измеряемой деталью и отводящей ее после измерения в соответствующий лоток.
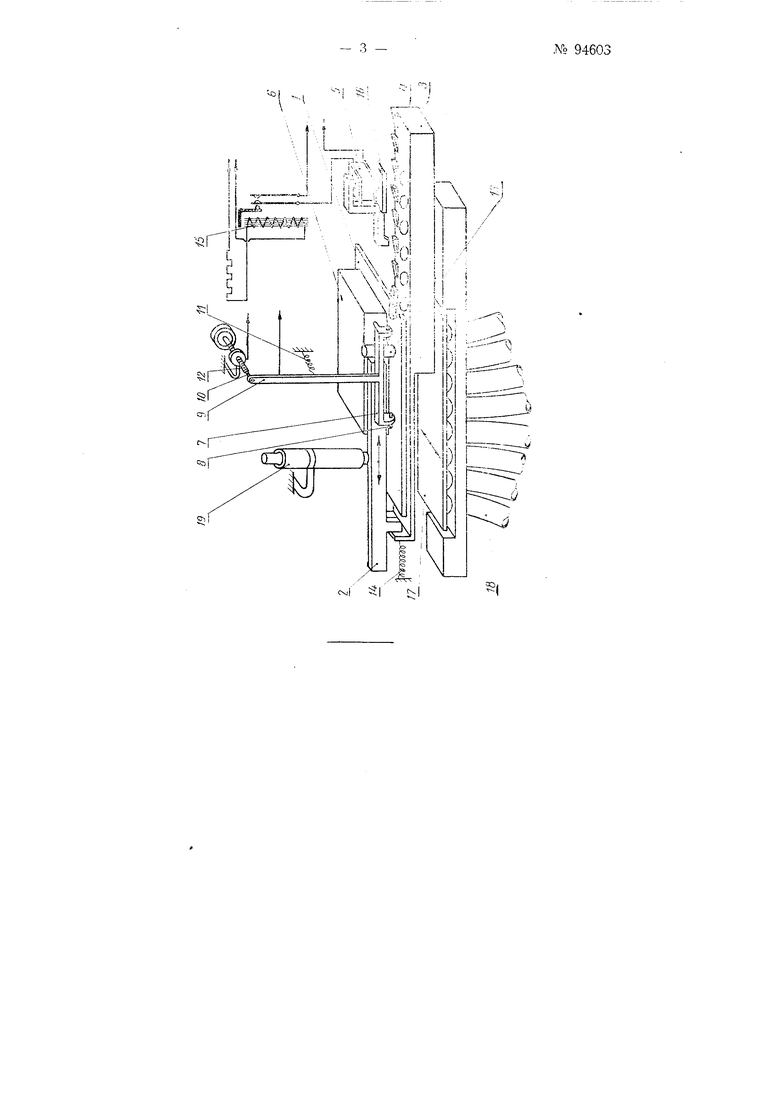
На прилагаемом чертеже схематически изображен автомат.
Автомат состоит из клиновидного калибра, монтированного на неподвижной плите /, толкателя 2, перемещаемого возвратно-поступательно, каретки 3, снабженной сквозными отверстиями 4, и электромагнита 5.
Неподвижная линейка 6 клиновидного калибра автомата выполнена в виде призмы и установлена
относительно подвил ной линейки 7 под незначительным углом.
Линейка 7 монтирована на двух цапфах 8 и снабжена рычагом 9, несущим электроконтакт 10. Пружина 11, отклоняя рычаг 9 в направлении . ипейки 6, удерживает его в положении, при котором контакты 10 и 12 замкнуты.
При измерении ро.тика 13 его перемещают между лппейкамн 6 и 7 с помонхью толкате.тл 2. Одновременно с переменлением толкателя 2 происходит перемещение каретки 3, паходяи 1,ейся под действием пружины 14, которая прижимает ее к выступу толкателя 2. В момент заклинивания ролика 13 между линейкой 6 и линейкой 7 последняя поворачивается, что приводит к размыканию контактов 10 и 12, к срабатыванию промежуточного реле 15 и электромагнита 5, который притягивает якорь 16, выполненный в виде поворотной защелки.
При этом каретка 3 упрется в якорь 75 одним из имеющихся на ней выступов и остановится. При дальнейшем движении толкателя 2, ролик поступит в отверстие каретки, оказавшееся у полукруглого выреза
плиты /. После этогО; ле;1С1вкем куоТачкового привода, не показанного па чертеже, толкатель ,2 перемещают обратно в Hcxo.Uioe положение вместе с каретко 3 и нахолящнмся в одном нз ее отверстий роликом. Во время движения каретки 3 нроизводят отвоЛч заслонки 17 так, чтобы нолное открытие от1км)стий 4 каретки нроизошло после ее остановки и ролик под действием силы тяжести мог поетунить в соответствующий лоток /6. Полача ро.ликов на плиту / производится с помонпло не показапного на черте;ке через трубку 19.
П р с д м е т и 3 о б р с т е н и я
1. Контро:П)НЫЙ автомат д.тя сортировки деталей на размерные группы но их диаметру ил;: длине с применением клиновидного калибра, состоящего из двух установленных под углом линеек, одна из которых выполнена подвижпой, и возвратнопоступательно движущегося толкателя, неремещаюнтего детали между .линейками, о т л н ч а ю н; ii и с я тем, что, с нелыо осуществлении сортировки деталей на размерные груииы, в нем применена каретка, спр.бженная сквозными OTiicpcTHHMii н совернипощая 1зизвратнол1оступаге. двнже1И-1е р.месте с то..1Сл, причем подвижная линейка монтирован.а с возможностью 15ран1е11ия кокруг горизонтальной оси и снабже1 а рычагом, несущим э.тектроконтакт, нредназначеипый для подачи импульсов к электромагниту, фиксирующему каретку в момент заклииива1н- Я детали меичлу литейками.
2. Форма выиолмения контрольного автомата но и. 1, отличаюHI, а я с я тем, что, с целью нредотвращення отвода дета.тей из отверстий каретки во время ее обратного хода, нрименена возвратно-поступа. тельпо перемещаемая заслонка, расположепная под кареткой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отбраковки изделий из магнитных материалов по качеству их термический обработки | 1935 |
|
SU49424A1 |
| Автомат для многодиапазонной размерной сортировки деталей, привод этого автомата и его измерительная станция | 1990 |
|
SU1816519A1 |
| Автомат для сортировки деталей | 1990 |
|
SU1789311A1 |
| Автомат для контроля деталей цилиндрической формы | 1986 |
|
SU1466815A1 |
| Станок для правки пластин | 1989 |
|
SU1706761A1 |
| Универсальный блок для изготовления деталей из штучных заготовок | 1988 |
|
SU1532159A1 |
| Автомат для контроля и сортировки по электрическим параметрам селеновых элементов | 1950 |
|
SU94542A1 |
| Устройство для контроля закалки стали | 1949 |
|
SU88865A1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| АВТОМАТ ДЛЯ ИЗМЕРЕНИЯ И СОРТИРОВКИ ДЕТАЛЕЙ | 1938 |
|
SU57760A1 |