Бакелизация тонких абразивных изделнй среднетвердых н твердых на бакелитовой связке, например, тонких абразивных кругов, продолжается от24 до бОчас.с затратой значительного количества электроэнергии. При этом получается большой брак изделий во время термообработки.
В описываемом способе бакелизации изделий этот недостаток устранен. В нем, с целью предотвращения коробления и вспучивания изделия и сокращения времени процесса бакелизации, изделие зажимают между асбестоцементиой плитой и металлической пластиной и нагревают электроконтактным способом, используя лтегаллическую пластину в качестве электрического сопротивления.
При осуществлении способа бакелизации время термообработки и брак значительно снижаются.
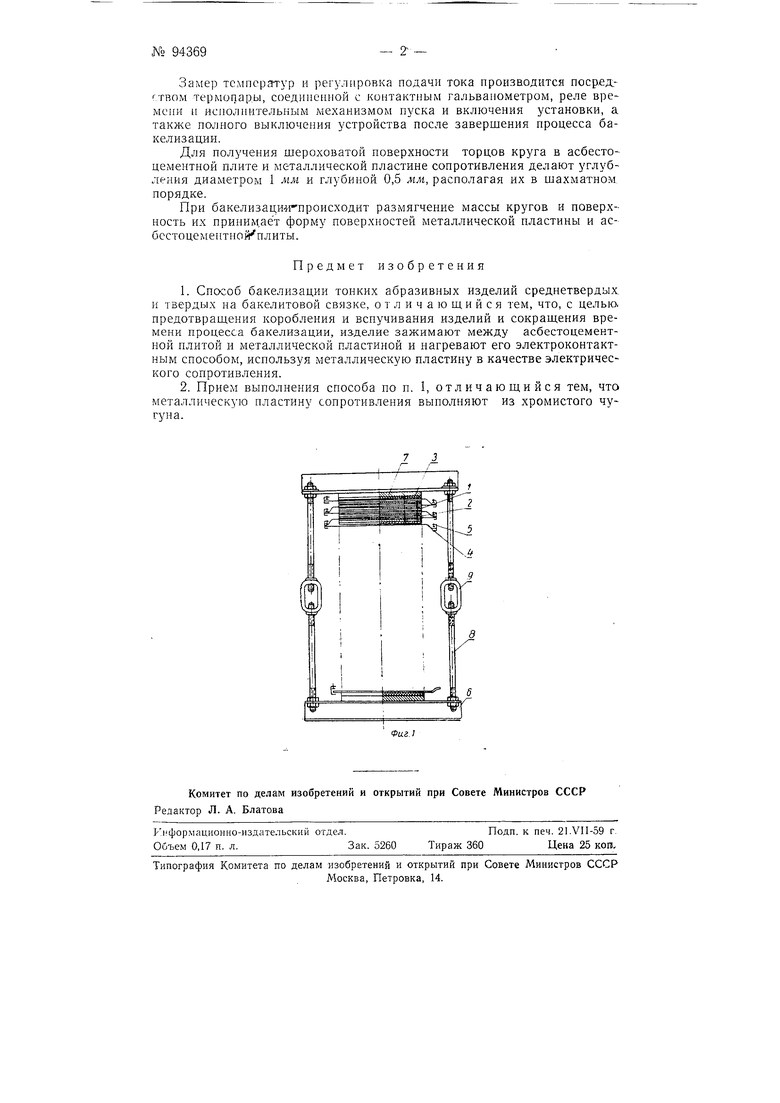
На чертеже изображен пресс для сжатия тонких абразивных кругор, на время их бакелизации.
На основание пресса 6 укладывают асбестоцементную плиту, а на нее в чередующемся порядке подлежащие бакелизации абразивные круги /, расположеииые между прокладками 2, 3, обеспечивающими неизменность формы круга при его. сжатии. Над кругом с прокладками помещают металлическую пластину 4 сопротивления, щирина которой равна ширине асбестоцемеитной плиты, а длина больще длины плиты на величину, необходимую для соединения ее контактами 5 е шинопроводом и с пластиной сопротивлеиия выше располагаемого круга. Для прессованных кругов ТОЛЩИНОЙ до 3 мм прокладки .2 и 5 не требуются.
Металлические пластины- могут быть выполнены из тонкого хромп. стого чугуна, обладающего высоким электрическим сопротивлением.
Пластины подключаются к трансформатору после того, как изделия зажаты в зажимном устройстве.
Поверх стойки кругов с прокладками и пластинами сопротивление кладут зажимную плиту 7, после чего болты 8 пресса стягивают гайками 9 с двухсторонней нарезкой. Пластины сопротивления скрепляются контактами 5 и присоединяются щинопроводом к понижающему однофазному многоступенчатому печному трансформатору.
| название | год | авторы | номер документа |
|---|---|---|---|
| Метод изготовления высокоскоростных абразивных кругов на бакелитовой связке | 1950 |
|
SU91145A1 |
| Способ изготовления абразивных изделий на бакелитовой связке | 1950 |
|
SU89322A1 |
| Конвейерная одноканальная бакелизационная электропечь | 1951 |
|
SU94596A1 |
| ЩЕЛЕВАЯ ЭЛЕКТРИЧЕСКАЯ ПЕЧЬ | 1970 |
|
SU278971A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФРИКЦИОННОГО ИЗДЕЛИЯ | 1997 |
|
RU2115513C1 |
| Устройство для прессования абразивных инструментов | 1978 |
|
SU1261802A1 |
| Способ изготовления абразивного инструмента на органической связке | 1981 |
|
SU986765A1 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1999 |
|
RU2164858C1 |
| Способ изготовления изделий из порошковых материалов и устройство для его осуществления | 1986 |
|
SU1407680A1 |
| Устройство для бакелизации абразивного инструмента | 1978 |
|
SU1271764A1 |
