Изобретение относится к прокатному производству и может быть испо.льзовано в обжимных и сортопрокатных отанах.
Известен способ калибровки вгипков для прокатки заготовок, преимущественно квадратного сечения,, из сляба, предусматривающий совместную прокатку и продольное разделение заготовок в многоручьевых калибрах 1.
Недостатком известного, способа является неполнота заполнения крайних ручьев.
Цель изобретения - эффективное-заполнение крайних ручьев.
Указанная цель достигается тем, что площадь поперечного сечения крайних ручьев делают больше площади срединных ручьев при соотношении этих площадей в черновом калибре до 1,2, а затем последовательно уменьшают это соотношение по ходу прокатки до единицы в чистовом калибре.
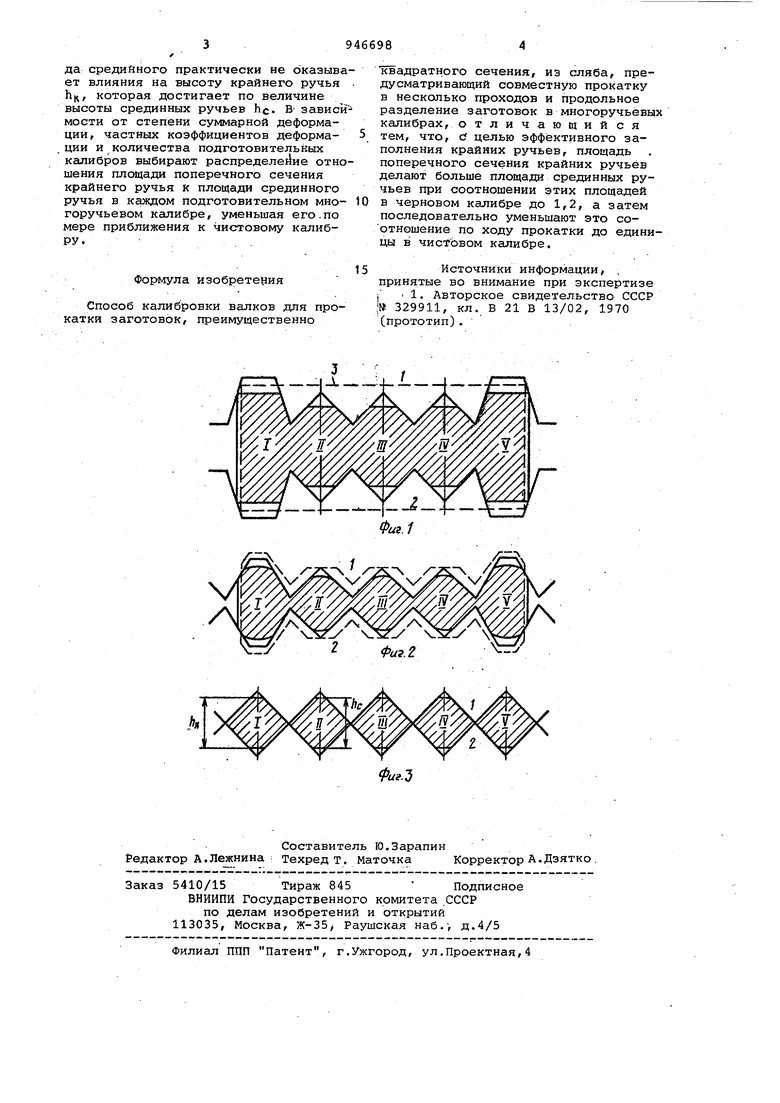
На фиг.1 показана стадия формирования металла в черновом многоручьевом калибре; на фиг.2 - то же, в промежуточеном/ на фиг.,3 - то же, в чистовом калибре.
Калибры образованы валками 1 и 2 при прокатке прямоугольной Полосы 3.
В черновом многоручьевом калибре площади поперечного сечения крайних ручьев выполняют равными до 1/2 площади срединных ручьев. В связи с этим при прокатке прямоугольной заготовки 3 в этом калибре несмотря на более интенсивную утяжку металла по высоте в крайних ручьях по сравнению со срединными за счет наличия зна10чительной поперечной деформации (уширения) это способствует выполнению высоты эаготовки в крайних ручьях, большей высоты заготовки, получаемой в срединннк ручьях.
15
В промежуточном калибре выполнение площади поперечного сечения крайних ручьев в пределах 1,2-1,0 площади срединных ручьев способствует выполнению высоты заготовки, получаемой в
20 крайних ручьях, большей высоты заготовки в срединных ручьях.
Большая площадь заготовки, полученная в крайних ручьях при прокатке в подготовительных калибрах, способс25твует одинаковому заполнению крайних и срединных ручьев в чистовом калибре, имеющем равные площади поперечного сечения.
Увеличение площади поперечного се30чения крайнего ручья более 1,.2 площада средийного практически не оказыва ет влияния на высоту крайнего ручья Ьц, которая достигает по величине высоты срединных ручьев he- В зависй мости от степени суммарной деформации, частных коэффициентов деформации и количества подготовительных калибров выбирают распределение отно шения площади поперечного сечения крайнего ручья к площади срединного ручья в каждом подготовительном многоручьевом калибре, уменьшая его.по мере приближения к чистовому калибРУ.. Формула изобрете 5ия Способ калибровки валков для прокатки заготовок/ преимущественно квадратного сечения, из схпяба, предусматривающий совместную прокатку в несколько проходов и продольное разделение заготовок в многоручьевых калибрах, отличаюо1ийся тем, что, а целью эффективного заполнения крайних ручьев, площадь поперечного сечения крайних ручьёв делают больше площади срединных ручьев при соотношении этих площадей в черновом калибре до 1,2, а затем последовательно уменьшают это соотношение по ходу прокатки до единицы в чистовом калибре. Источники информации, , принятые во внимание при экспертизе ; . 1. Авторское свидетельство СССР I 329911, кл. В 21 В 13/02, 1970 (прототип).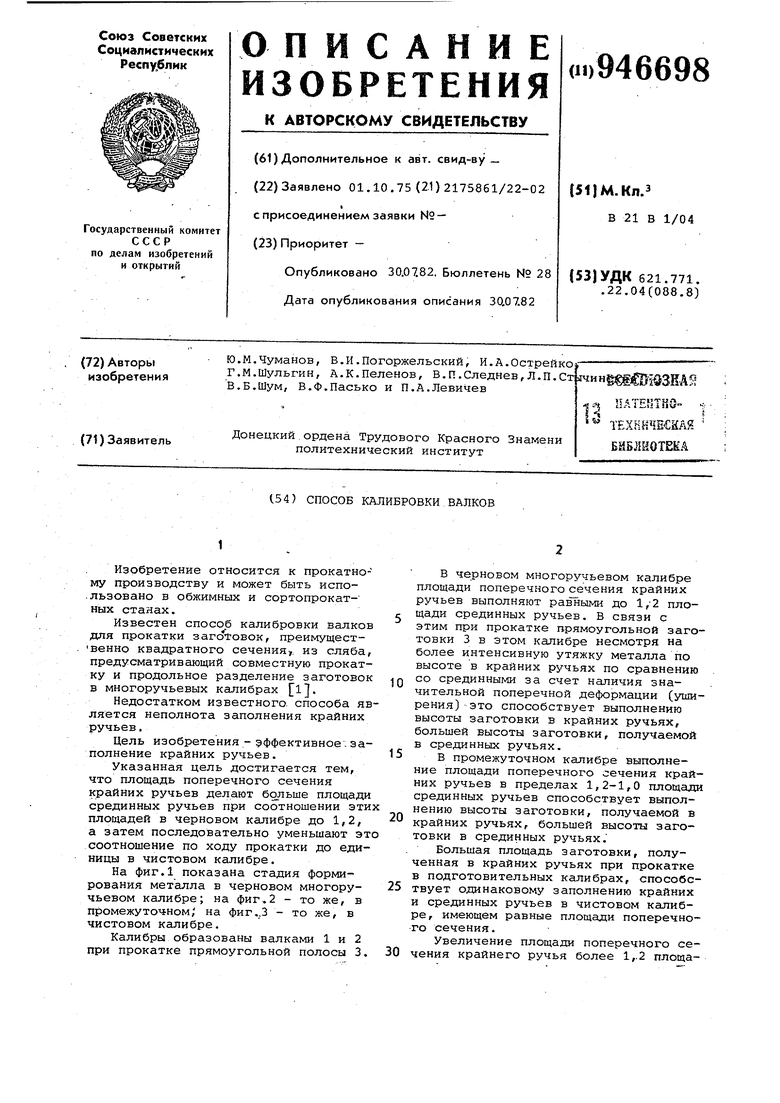
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства сортовых заготовоки КАлибР для ЕгО ОСущЕСТВлЕНия | 1977 |
|
SU822932A2 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ ПРОКАТНОГО СТАНА | 2003 |
|
RU2255819C2 |
| СПОСОБ ПРОДОЛЬНОГО РАЗДЕЛЕНИЯ СЛЯБОВ ПРИ ПРОКАТКЕ | 2000 |
|
RU2179485C2 |
| СПОСОБ ДВУХРУЧЬЕВОЙ ПРОКАТКИ АРМАТУРНОЙ СТАЛИ | 2006 |
|
RU2327537C2 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| Способ прокатки заготовок | 1984 |
|
SU1187895A1 |
| Способ прокатки | 1977 |
|
SU738695A1 |
| Система калибров валков для многоручьевой прокатки заготовок | 1978 |
|
SU685367A1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК | 2003 |
|
RU2245749C2 |
| Калибр для многоручьевой совмещенной прокатки заготовок | 1980 |
|
SU889160A1 |
