(5) МАТРИЦА ДЛЯ МНОГОКАНАЛЬНОГО ПРЕССОВАНИЯ ПРОФИЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоочковая матрица для прессования изделий | 1991 |
|
SU1793982A3 |
| Матрица для многоканального прессования биметаллических профилей с частичным плакированием | 1988 |
|
SU1669605A1 |
| Устройство для многоканального прессования полых заготовок | 1988 |
|
SU1636082A1 |
| Матричный блок для многоканального прессования изделий | 1977 |
|
SU654323A1 |
| Матрица для прессования круглых прутков | 1981 |
|
SU975135A1 |
| Матрица для прессования изделий с незамкнутым профилем поперечного сечения | 1980 |
|
SU948480A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ПРОКАТКИ И ПРЕССОВАНИЯ ПРОФИЛЕЙ | 2006 |
|
RU2334574C1 |
| Матрица для прессования профилей | 1984 |
|
SU1204284A1 |
| Многоканальная матрица для прессования изделий | 1974 |
|
SU512822A1 |
| Способ многоканального прессования изделий | 1986 |
|
SU1342554A1 |
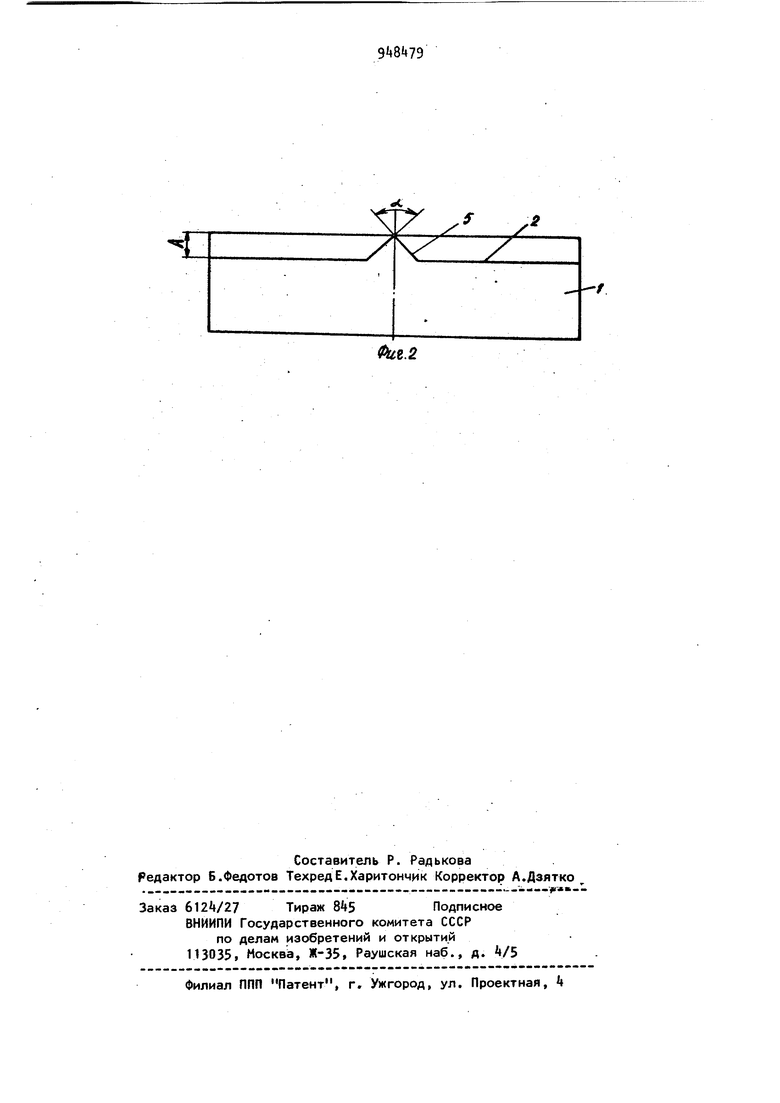
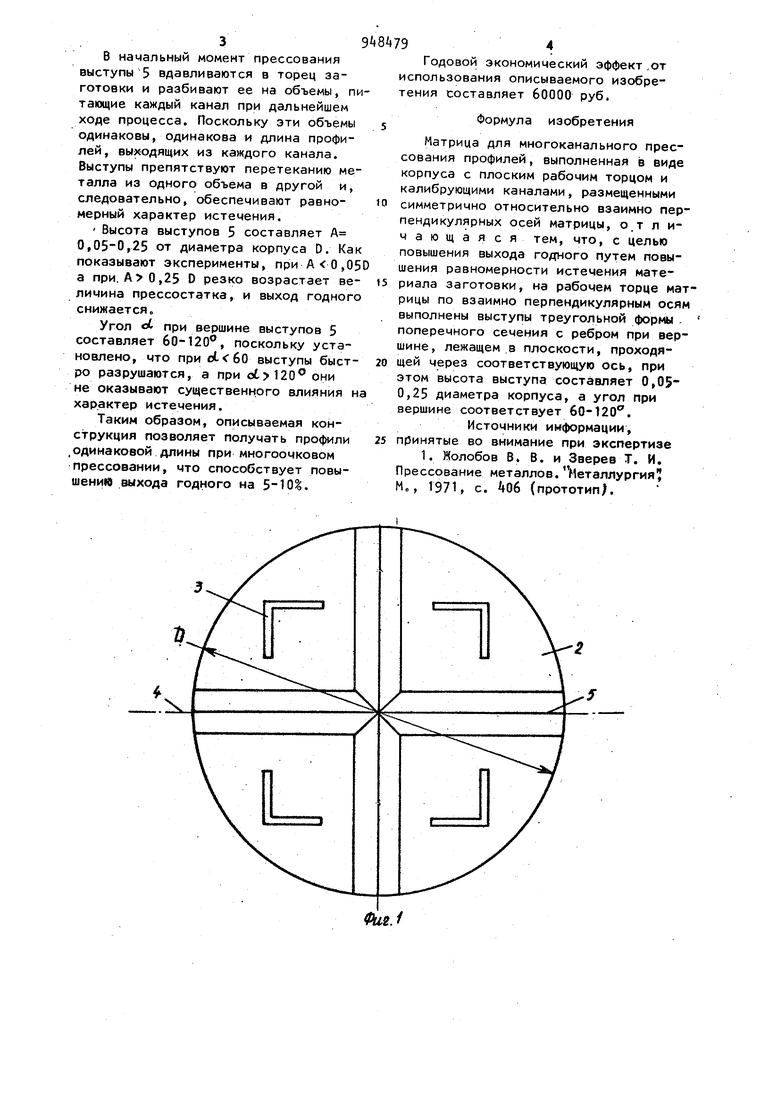
i Изобретение относится к обработке Металлов давлением, а томнее - к прессованию изделий. Известна матрица для многоканального прессования профилей, выполненная в виде корпуса , с плоским рабочим торцом и калибрующими каналами, размещенными симметрично относительн взаимно перпендикулярных осей матрицы СП. Однако известная конструкция не позволяет получить стабильную равномерность истечения, и это приводит к неодинаковой длине профилей, от-. прессованных через разные каналы, и следовательно, к увеличению количества отходов. Цель изобретения - повышение выхо да годного путем повышения равномерности истечения материала заготовки. . Поставленная цель достигается тем что в известной матрице для многоканального прессования профилей, выполненной в виде корпуса с плоским рабочим торцом и калибрующими каналами , размещенными симметрично относительно взаимно перпендикулярных осей матрицы,- на рабочем торце ее по взаимно перпендикулярным осям выполнены выступы треугольной формы поперечного сечения с ребром при вершине, лежащем в плоскости, проходящей через соответствующую ось; при этом высота выступа составляет 0,05-0,25 диаметра корпуса, а угол при вершине соответствует 60-120°. На фиг. 1 изображен вид матрицы в плане; на фиг. 2 -вид матрицы сбоку. Матрица 1 имеет на рабочем торце 2 каналы 3, расположенные симметрично относительно осей Ц, На рабочем торце по осям симметрии Ц выполнены выступы 5 треугольной формы. Матрица работает следующим образом.
В начальный момент прессования выступы 5 вдавливаются в торец заготовки и разбивают ее на объемы, питающие каждый канал при дальнейшем ходе процесса. Поскольку эти объемы одинаковы, одинакова и длина профилей, выходящих из каждого канала. Выступы препятствуют перетеканию металла из одного объема в другой и, следовательно, обеспечивают равномерный характер истечения.
Высота выступов 5 составляет А 0,05-0,25 от диаметра корпуса D. Как показывают эксперименты, при А 0,05 а при. А 0,25 D резко возрастает величина прессостатка, и выход годного снижается.
Угол i при вершине выступов 5 составляет 60-120°, поскольку установлено, что при выступы быстро разрушаются, а при ot 120 они не оказывают существенного влияния на характер истечения.
Таким образом, описываемая конструкция позволяет получать профили .одинаковой длины при многоочковом прессовании, что способствует повышений выхода годного на 5-10%.
Годовой экономический эффект,от использования описываемого изобретения составляет 60000 руб.
Формула изобретения
Матрица для многоканального прессования профилей, выполненная в виде корпуса с плоским рабочим торцом и калибрующими каналами, размещенными симметрично относительно взаимно перпендикулярных осей матрицы, о.т л ичающаяся тем, что, с целью повышения выхода годного путем повышения равномерности истечения материала заготовки, на рабочем торце матрицы По взаимно перпендикулярным осям выполнены выступы треугольной формы . поперечного сечения с ребром при вершине, лежащем в плоскости, проходящей через соответствующую ось, при этом высота выступа составляет 0,05 0,25 диаметра корпуса, а угол при вершине соответствует 60-120. Источники информации, принятые во внимание при экспертизе
