фи&.1
Изобретение относится к обработке металлов давлением, а именно к Производству биметаллических, профилей с частичным плакированием поверхности прессованием.
Целью изобретения является повышение выхода годного профиля из сплава СрПд20+М1 за счет повышения равномерности деформаций.
На фиг. 1 изображена матрица, осевое сечение; на фиг. 2 - матрица, вид в плане,
Матрица имеет ЗЗХОДНУЮ коническую часть 1 с углом при вершине 90°. треугольный выступ 2 с углом при вершине 45-59° и высотой 0,3-0,5 от диаметра матрицы и рабочие каналы 3 заданной формы. Биметаллическая заготовка цилиндрической формы с плакирующим слоем, расположенным внутри или снаружи, в процессе прессования рассекается выступом 2 на две или не- сколько частей, при этом рассеченная часть заготовки течет через каналы заданной формы. Наилучшую равномерность распределения плакирующего слоя обеспечивает конструкция матрицы с описанными параметрами. Как показывают эксперименты, если угол заходной части меньше 90°, угол при вершине призмы меньше 45°, а ее высота меньше 0,3 диаметра матрицы, снижа- выход годного за счет величины пресс-остатка. При угле а 90°, /J 59° и высоте призмы больше 0,5 возникает повышенная продольная разнотолщинность, вызванная неравномерностью деформации слоев прессуемой заготовки.
Было изготовлено четыре матрицы из материала 3X2 В8Ф с углом заходного кону
0
5
0
5
0
5
са 90°, треугольные выступы имели следующие размеры: первая матрица изготовлена с треугольным выступом высотой ,25D и углом при вершине /3 59° для второй матрицы .,0 60°; для третьей матрицы ,5D, для четвертой матрицы ,60. Ј-65.
Эксперимент проводился в идентичных условиях для каждого случая: с одинаковыми режимами деформации, для одного и того же сплава (медь, плакированная серебром). Результаты эксперимента показали, что при использовании первой матрицы выход годного составил 73%, во втором случае 77%, в третьем случае 78%, и четвертом 74%.
Таким образом, применение предлагаемой матрицы позволит повысить выход годных профилей из сплава СрПд20+М1 за счет повышения равномерности деформаций.
Формула изобретения
Матрица для многоканального прессования биметаллических профилей с частич- ным плакированием, имеющая выполненный на торце выступ и расположенные симметрично оси матрицы рабочие каналы, отличающаяся тем, что, с целью повышения выхода годного профилей из сплава СрПд20+М1 за счет повышения равномерности деформации, матрица выполнена с эаходной конической частью с углом при вершине, равным 90°, а выступ имеет форму призмы высотой 0,3-0,5 диаметра матрицы с углом при вершине 45-59°и расположен по оси матрицы.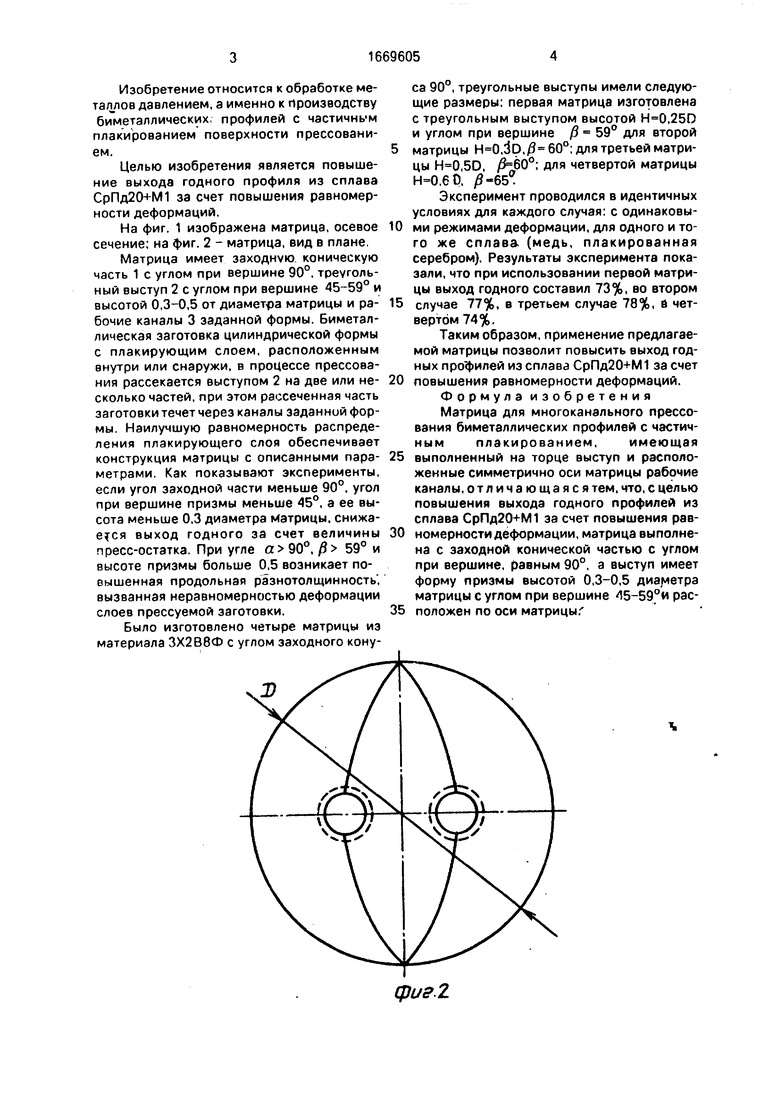
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления биметаллических контакт-деталей заклепочного типа | 1984 |
|
SU1299023A1 |
| Составная заготовка для прессования биметаллических прутков | 1990 |
|
SU1738410A1 |
| Способ изготовления биметаллического формообразующего инструмента | 1978 |
|
SU725775A1 |
| Составная заготовка для прессования биметаллических изделий | 1986 |
|
SU1400824A1 |
| Матрица для многоканального прессования профилей | 1980 |
|
SU948479A1 |
| Матрица для прессования круглых прутков | 1981 |
|
SU975135A1 |
| ИНСТРУМЕНТ ДЛЯ ПЕРИОДИЧЕСКОЙ ДЕФОРМАЦИИ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 1989 |
|
RU2015782C1 |
| Способ восстановления полых деталей | 1980 |
|
SU948600A1 |
| Способ изготовления биметалли-чЕСКиХ лЕНТ | 1979 |
|
SU852477A1 |
| Способ получения многослойной ленты | 1989 |
|
SU1731534A1 |
Изобретение относится к обработке металлов давлением, а именно к производству биметаллических профилей с гостичным плакированием поверхности прессованием. Цель изобретения - повышение выхода годных профилей из сплава СредствоПд 20 + М1 за счет повышения равномерности деформаций. Матрица (М) имеет выполненный на торце выступ 2, расположенный на оси М между рабочими каналами 3, причем высота выступа 2 составляет 0,3 - 0,5 диаметра М с углом при вершине 45 - 59°. Процесс прессования профилей протекает в условиях равномерной пластической деформации слоев профиля, что способствует повышению выхода годного. 2 ил.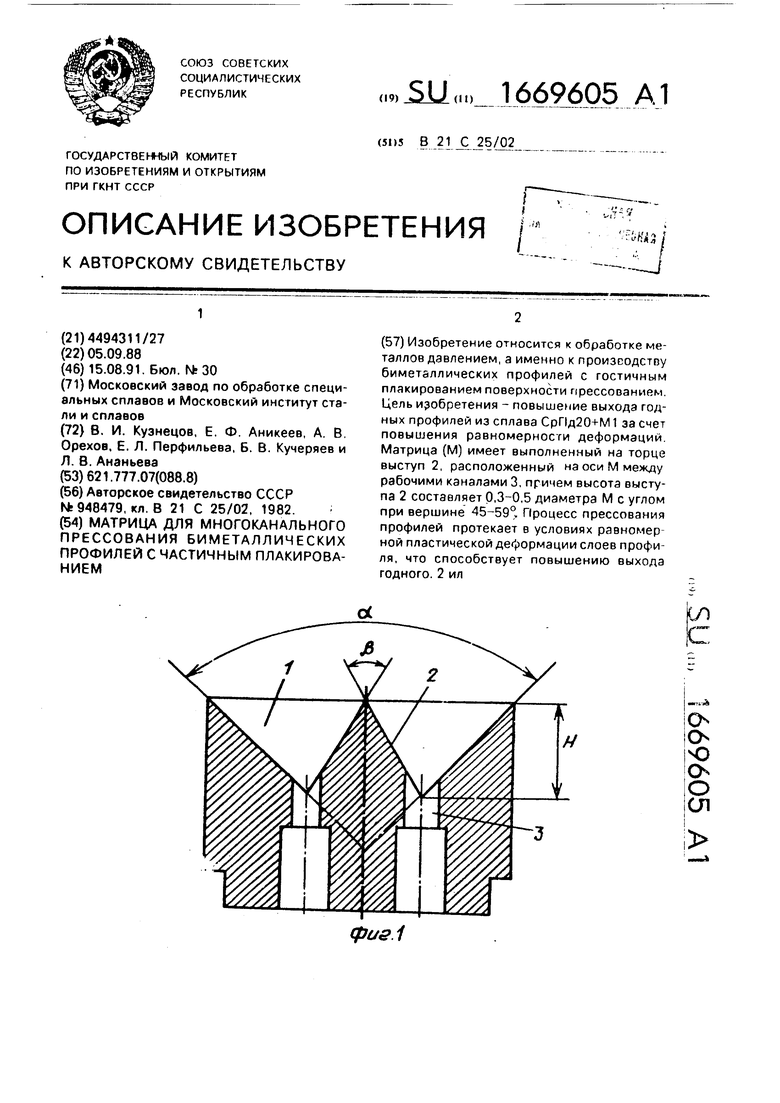
Я
| Матрица для многоканального прессования профилей | 1980 |
|
SU948479A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
