Изобретение относится к металлообработке и может найти применение при обработке нежестких валов на станках с системами автоматического управления, в том числе с ЧПУ.
Известен способ обработки нежестких валов, заключающийся в том, что к заготовке прикладывают растягивающее усилие и уменьшают его, начиная от среднего сечения детали и до конца обработки Lll
Недостатком известного способа является то, что к обрабатываемому валу прикладывают статическое растягивающее усилие, поэтому случайные изменения возмущающих факторов могут привести к возникновению вибраций, снижающих точность и качество обработки.
Цель изобретения - повышение точности и виброустойчивости обработки.
Цель достигается тем, что к обрабатываемому валу прикладывается регулируемое динамическое растягивающее усилие и одновременно осуществляется регулируемое демпфирование колебаний
.вала.
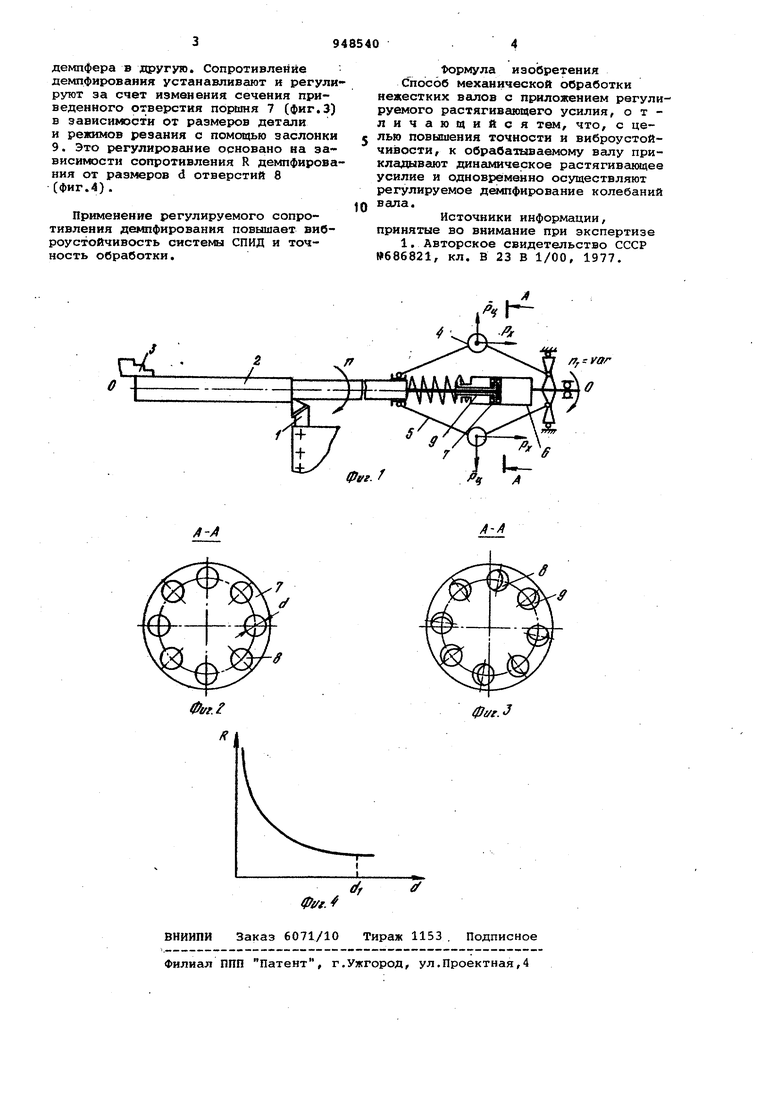
На фиг. 1 представлена схема нагружения заготовки вала динамической предельной растягивающей силой с
демпфированием; на фиг. 2 - сечение А-А на фиг. 1 (с полностью открытыми отверстиями); на фиг. 3 - сечение А-А на фиг. 1 (с частично открытыми перепускными отверстиями), на фиг.4график зависимости сопротивления R демпфирования от диаметра d отверстия.
В начале обработки резцом 1 обта10чивается конец вала 2, закрепленного в патроне 3, на длину, достаточную для кинематического присоединения грузов 4 весом G на тягах 5. Грузы 4 вращают вокруг оси СО, в результа15те чего возникает центробежная сила. Рц, создающая динамические продольные СИ.ПЫ Р. Силы РГ. достигают своего максимума при о( 45 .
Одновременно с приложением регули20руемого динамического растягивающего усилия осуществляют демпфирование возможных колебаний обрабатываемого вала с помощью установки демпфера, корпус б которого соединяют с непо25движно установленной на валу регулятора муфтой. Поршень 7 с отверстиями 8 (фиг.2) соединяют с подвижной муфтой регулятора и зажимными элементами. Демпфирование происходит за счет
30 п.ретекания масла из одной полости
дe mфepa в другую. Сопротивление демпфирования устанавливают и регулируют за счет изменения сечения приведенного отверстия поршня 7 (фиг.З) в зависимости от размеров детали и режимов резания с помощью заслонки 9. Это регулирование основано на зависимости сопротивления R демпфирования от размеров d отверстий 8 (фиг.4).
Применение регулируемого сопротивления демпфирования повьппает виброустойчивость системы СПИД и точность обработки.
1юрмула изобретения Способ механической обработки нежестких валов с приложением регулируемого растягивающего усилия, отличающийся тем, что, с цеf лью повышения точности и виброустойчивости, к обрабатываемому валу приклада1вают динамическое растягивающее усилие и одновременно осуществляют регулируемое демпфирование колебаний вала.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР №686821, кл. В 23 В 1/00, 1977. ег. / 9 А 
| название | год | авторы | номер документа |
|---|---|---|---|
| Задняя бабка токарного станка | 1980 |
|
SU921687A1 |
| Способ обработки резанием нежестких вращающихся деталей | 1980 |
|
SU876311A1 |
| Задняя бабка токарного станка | 1980 |
|
SU931306A2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ НЕЖЕСТКИХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1996 |
|
RU2130360C1 |
| Задняя бабка токарного станка | 1980 |
|
SU878417A1 |
| Способ поднастройки системы СПИД | 1983 |
|
SU1065092A2 |
| Способ обработки нежестких деталей | 1979 |
|
SU869972A1 |
| Задняя бабка токарного станка | 1981 |
|
SU963697A1 |
| Способ обработки резанием нежестких длинномерных вращающихся деталей и устройство для его осуществления | 1982 |
|
SU1049191A1 |
| Задняя бабка токарного станка | 1981 |
|
SU963696A1 |
фуг.
