Изобретение относится к области обработки металлов давлением и может быть использова.но в машиностроении дляполучения труб с профильными концами .
Известен штамп для обрезки концов труб, содержащий верхнюю и нижнюю плиты, связанные между собой посредством колонок и направляющих втулок, составную матрицу с клиновым механизмом зажима и рабочий инструмент с режущей кромкой 1.
Недостатком известного штампа является невысокое качество обрезки.
Цель изобретения - повышение качества обрезки концов труб.
С этой целью в штампе для обрезки концов труб, содержащем верхнюю и нижнюю плиты, связанные между собой посредством колонок и направляющих втулок, составную матрицу с клиновым механизмом зажима и рабочий инструмент с режущей кромкой, последний выполнен в виде установленного на нижней плите с возможностью вращения вала с механизмом вращения в виде жестко связанных с торцами вала одними своими концами рычагов и тяг, шарнирно связанных с верхней плитой и свободными концами рычагов, а режущая
кромка вала .образована выполненным на его боковой поверхности параллельно оси профильным продольньпи пазом. При этом верхняя и нижняя плиты подпружинены одна относительно другой.
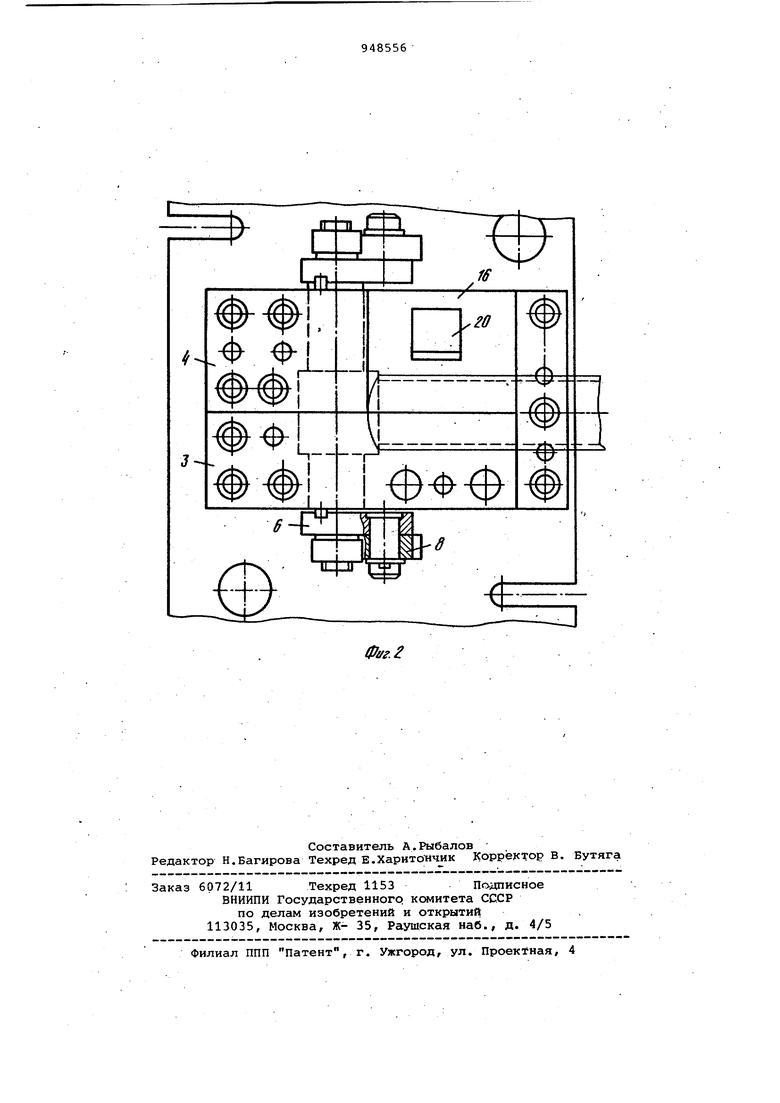
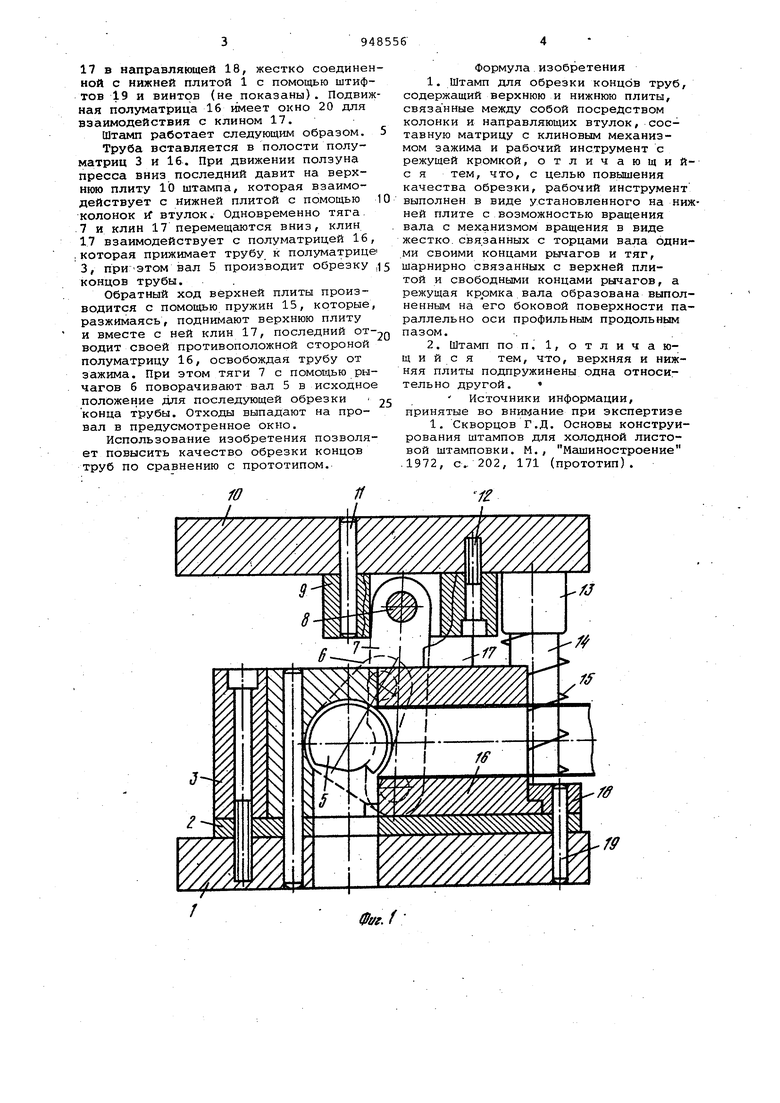
На фиг. 1 изображен штамп для обрезки концов труб, разрез, общий вид; на фиг. 2 - нижняя плита штампа, вид сверху.
10
Штамп для обрезки концов .труб содержит нижнюю неподвижную плиту 1, подкладку 2, неподвижные полуматрицы 3 и 4, рабочий инструмент в виде вала 5, соединенного с рычагами б (на
15 фиг. 1 показано штрихпунктирной линией верхнее и нижнее положение). Рычаги б соединены с тягами 7, закрепленными на осях 8 кронштейнов ,9, прикрепленных к верхней подвижной плите 10 с по20мощью штифтов 11 и винтов 12. Верхняя плита 10 соединена с нижней плитой 1 с помощью втулок 13 и колонок 14. Для возврата верхней части штампа в исходное положение на колонках 14 установ25лены пружины 15. Режущая кромка вала 5 образована выполненным на его боковой поверхности параллельно оси профильным продольным пазом. Подвижная полуматрица 16 имеет возможность пере30мещения при воздействии на нее клина
17 в направляющей 18, жестко соединенной с нижней плитой 1 с помощью штифтов 19 и винтов (не показаны). Подвижная полуматрица 16 имеет окно 20 для взаимодействия с клином 17.
Штамп работает следующщу образом. 5
Труба вставляется в полости полуматриц 3 и 16. При движении ползуна пресса вниз последний давит на верхнюю плиту 10 штампа, которая взаимодействует с нижней плитой с помощью 10 колонок rf втулок. Одновременно тяга. .7 и клин 17 перемещаются вниз, клин 17 взаимодействует с полуматрицей 16, ,которая прижимает трубу к полуматрице 3, приЭТОМ вал 5 производит обрезку ,15 концов трубы.
Обратный ход верхней плиты производится с помощью пружин 15, которые, разжимаясь, поднимают верхнюю плиту и вместе с ней клин 17, последний водит своей противоположной стороной полуматрицу 16, освобождая трубу от зажима. При этом тяги 7 с помощью рычагов 6 поворачивают вал 5 в исходное положение для последующей обрезки 25 конца трубы. Отходы выпадают на провал в предусмотренное окно.
Использование изобретения позволяет повысить качество обрезки концов труб по сравнению с прототипом.
Формула изобретения
1.Штамп для обрезки концов труб, содержащий верхнюю и нижнюю плиты, связанные между собой посредством колонки и направляющих втулок, составную матрицу с клиновым механизмом зажима и рабочий инструмент с режущей кромкой, отличающийс я тем, что, с целью повышения качества обрезки, рабочий инструмент выполнен в виде установленного на нижней плите с возможностью вращения вала с механизмом вращения в виде жестко, связанных с торцами вала одними своими концами рычагов и тяг, шарнирно связанных с верхней плитой и свободными концами рычагов, а режущая кррмка вала образована выполненным на его боковой поверхности параллельно оси профильным продольным пазом.
2.Штамп по п. 1, отличающийся тем, что, верхняя и нижняя плиты подпружинены одна относительно другой. «
Источники информации, принятые во внимание при экспертизе
1. Скворцов Г.Д. Основы конструирования штампов для холодной листовой штамповки. М., МсШ1иностроение .1972, с.. 202, 171 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ОБРЕЗКИ ТОРЦЕВ ТРУБНЫХ ЗАГОТОВОК | 1997 |
|
RU2119412C1 |
| Штамп для резки проката | 1988 |
|
SU1530348A1 |
| Штамп для резки коробчатого незамкнутого профиля | 1987 |
|
SU1581483A1 |
| Штамп для профильной обрезки концов труб | 1984 |
|
SU1202755A1 |
| Автоматический штамп для просечкилиСТА | 1978 |
|
SU799865A1 |
| Линия резки труб | 1981 |
|
SU1006101A1 |
| ШТАМП ДЛЯ ШТАМПОВКИ ПОКОВОКKr-f '"'-",:-f>&''-!J- '• 'с:- f»*V.-^^-^-* <J-^••''•. •« ;^L„ < inAШTH04LлШI^^••^friБИБЯИО -i^K^ I | 1970 |
|
SU275691A1 |
| Штамп для безоблойной штамповки поковок | 1976 |
|
SU640814A1 |
| Штамп для изготовления деталей типа втулок из листового материала | 1986 |
|
SU1433602A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРОФИЛЬНОГО МАТЕРИАЛА | 1997 |
|
RU2133658C1 |