1
Изобретение относится к области сварки, а именно к устройствам для сборки и сварки патрубков с криволинейными осями.
Известно устройство для сборки под сварку патрубков, содержащее смонтированные на основании приводную переднюю бабку и прижимную заднюю бабку, оснащенные зажимами для патрубков, и механизм соединения бабок f1.
Однако механизм соединения бабок выполнен в виде сложной кинематической цепи, которая не обеспечивает необходимой синхронности поворота зажимов бабок, что приводит к смещешпо свариваемых патрубков и снижению качества сварки.
Целью изобретения является повышение качества сварки путем жесткой фиксации зажимов обеих бабок при сварке и упрощение конструкции.
С зтой целью в устатговке дпя- сборки под сварку патрубков, содержащей смонтированные на основании приводную переднюю бабку н прижимную заднюю бабку, оснащенные зажимами для патрубков, и механизм соединения
бабок, последний выполнен в виде закрепленной на основании между бабками U-образной направляющей с копирной дорожкой на внутренней поверхности, двух подпружиненных фиксаторов, смонтированных на зажиме передней бабки, расположенных диаметрально противоположно и параллельно относительно оси бабки и оснащенных копиркыми роликами, взаимодействующими с копирной дорожкой U-образ,Р ной направляющей и двух пазов для фиксаторов, выполненных в зажиме задней бабки.
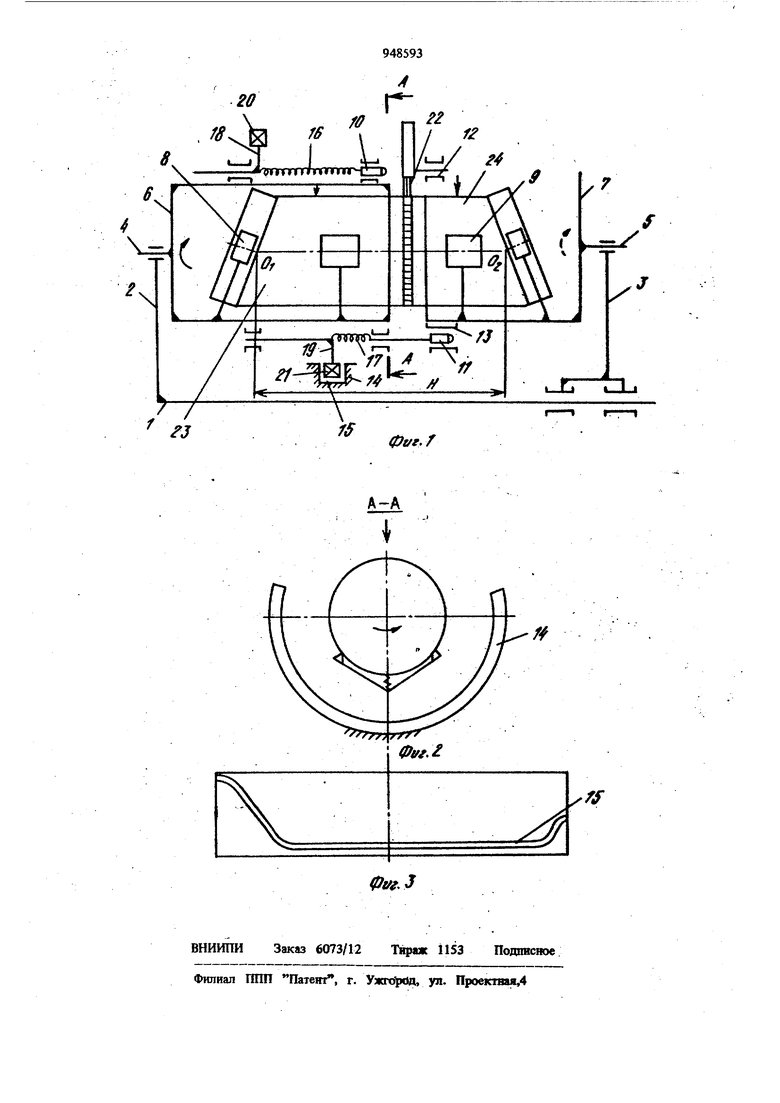
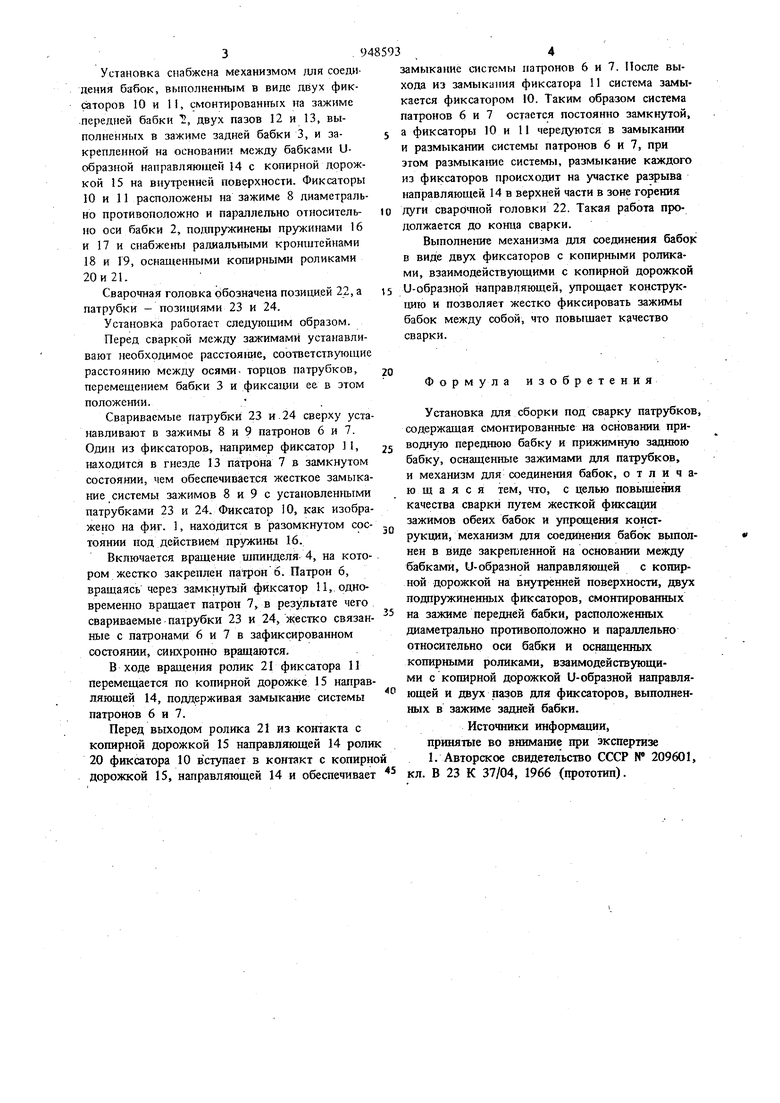
На фиг. 1 изображена установка для сборки под сварку патрубков; на фиг. 2 - сече,5 ние А-А на фиг. 1; на фиг. 3 - развертка U-образной-направляющей, вид сверху.
Установка для сборки под сварку патрубков с криволинейными осями содержит основание 1 с приводной передней бабкой 2 и с
20 ПРИЖИМНОЙ задней бабкой 3, установленной с возможностью продольного перемещения. На щпинделях 4 и 5 бабок 2 и 3 установлены патроны 6 и 7 с зажимЯми 8 и 9 соответственно. Установка снабжена механизмом Ш1я соединения бабок, выполненным в виде двух фиксаторов 10 и II, смонтированных на зажиме передней бабки 5, двух пазов 12 и 13, выполненных в зажиме задней бабки 3, и закрепленргой на основании между бабками Uобразной направляющей 14 с копирной дорожкой 15 на внутренней поверхности. Фиксаторы 10 и 11 расположены на зажиме 8 диаметрально противоположно и параллельно относительно оси бабки 2, подпружинены пружинами 16 и 17 и снабжет радиальными кронштейнами 18 и 19, оснащенными копирными роликами 20 и 21. Сварочная головка обозначена позицией 22, а патрубки - пози1Щями 23 и 24. Установка работает следующим образом. Перед сваркой между зажимами устанавливают необходимое расстояние, соответствующие расстоянию между осями, торцов патрубков, перемещением бабки 3 и фиксации ее в этом положении. Свариваемые патрубки 23 и 24 сверху уста навливают в зажимы 8 и 9 патронов 6 и 7. Один из фиксаторов, например фиксатор 11, 1ИХОДИТСЯ в гнезде 13 патрона 7 в замкнутом состоянии, чем обеспечивается жесткое замыкание системы зажимов 8 и 9 с установленными патрубками 23 и 24. Фиксатор 10, как изобра жено на фиг. 1, находится в разомкнутом соетоянии иод действием пружины 16. Включается вращение шпинделя 4, на котором жестко закреплен патрон 6. Патрон 6, вращаясь через замкнутый фиксатор 11, одновременно вращает патрон 7, в результате чего свариваемые патрубки 23 и 24, жестко связанные с патрона 1И 6 и 7 в зафиксированном состоянии, cи Dcpoннo вращаются. В ходе вращения ролик 21 фиксатора 11 перемещается по копирной дорожке 15 направ ляющей 14, поддерживая замыкание системы патронов 6 и 7. Перед выходом ролика 21 из контакта с копирной дорожкой 15 направляющей 14 роли 20 фиксатора 10 вступает в контакт с копирн дорожкой 15, направляющей 14 и обеспечивает замыкание О1стемы 11ат|)онов 6 и 7. После выхода из замыкания фиксатора 11 система замыкается фиксатором 10. Таким образом система патронов 6 и 7 остается постоянно замкнутой, а фиксаторы 10 и 11 чередуются в замыкании и размыкании системы патронов 6 и 7, при этом размыкание системы, размыкание каждого из фиксаторов происходит на участке разрыва направляющей 14 в верхней части в зоне горения дуги сварочной головки 22. Такая работа продолжается до конца сварки. Выполнение механизма для соединения бабок в виде двух фиксаторов с копирными роликами, взаимодействующими с копирной дорожкой U-образной направляющей, упрощает конструкцию и позволяет жестко фиксировать зажимы бабок между собой, что повыщает качество сварки. Формула изобретения Установка для сборки под сварку патрубков, содержащая смонтированные на основании приводную переднюю бабку и прижимную заднюю бабку, оснащенные зажимами для патрубков, и механизм для соединения бабок, отличающаяся тем, что, с целью повышения качества сварки путем жесткой фиксации зажимов обеих бабок и упрснцения конструкций, механизм для соединения бабок выполнен в виде закрепленной на основании между бабками, LJ-образной направляющей с копирной дорожкой на внутренней поверхности, двух подпружиненных фиксаторов, смонтированных на зажиме передней бабки, расположенных диаметрально противоположно и параллельно относительно оси бабки и оснащенных копирными роликами, взаимодействующими с копирной дорожкой U-образной направляющей и двух пазов для фиксаторов, выполненных в зажиме задней бабки. Источники инфор1«ации, принятые во внимание при экспертизе I. Авторское свидетельство СССР N 209601, кл. В 23 К 37/04, 1966 (прототип).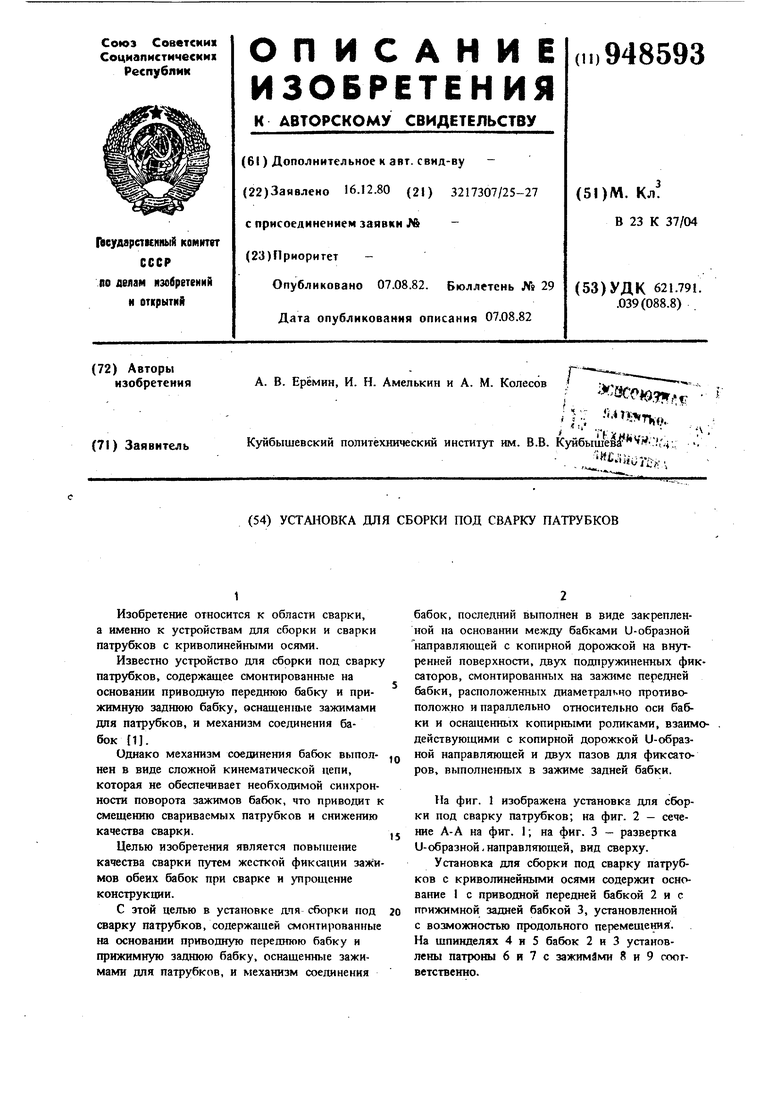
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для автоматической сборки и сварки труб со вставками | 1980 |
|
SU927469A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2009 |
|
RU2405664C1 |
| Устройство для сборки и сварки металлоконструкций | 1985 |
|
SU1286386A1 |
| Установка для сборки и сварки цилиндрических изделий | 1982 |
|
SU1127178A1 |
| Устройство для сварки пересекающихся труб | 1977 |
|
SU722711A1 |
| Устройство для сборки под сварку дугообразных деталей с цилиндрическим изделием | 1980 |
|
SU935244A1 |
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1987 |
|
SU1502240A1 |
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| СТЕНД ДЛЯ ФРИКЦИОННОЙ СВАРКИ | 2009 |
|
RU2393948C1 |
| Установка для сборки и сварки труб с резьбовыми хвостовиками | 1987 |
|
SU1433726A1 |