Изготовление из листового материала детален, имеющих форму тел вращения, производится на давильных или специально приспособленных для цели станках. Давление нажимных роликов на заготовку, вне зависимости от перемещения суппорта, осуществляется усилием давильщика. Выполнение ручных давильных работ представляет тяжелый изнурительный труд. Особенно тяжелой является работа при выдавливании крупных деталей из толстого и жестко -о металлического листа. В этом случае рабочий вынужден всем телом нажимать на рукоятку давнльника с большим уси.гтием. В крупносерийном и массовом производстве применяются специальные давильные машипы, иредназначеиные для одной и.н; нескольких подобных детален, но применение их в мелкосерий)Ю.м И.ПИ единичиом производствах неэкономично, так как это требует неокупаемых капитальных затрат.
Предметом настоящего изобрегснпя является сзинорт для давильных работ, который может быть установле} па любом прис1юсоблепном для этой цели и легко изготовляться силами и средствами завода, иа котором производятся давильные работы.
Сущноеть изобретения заключается в том, что для создания давления па давильные инструменты в сунпорте применены н евматические цилиндры, установленные ка салазках, возвратнопоступательное перемещение которых от центра изделия х периферии осуществляется электродвигателем, включаемым и выключаемым рукояткой крана управления пневматическими цилпндрами.
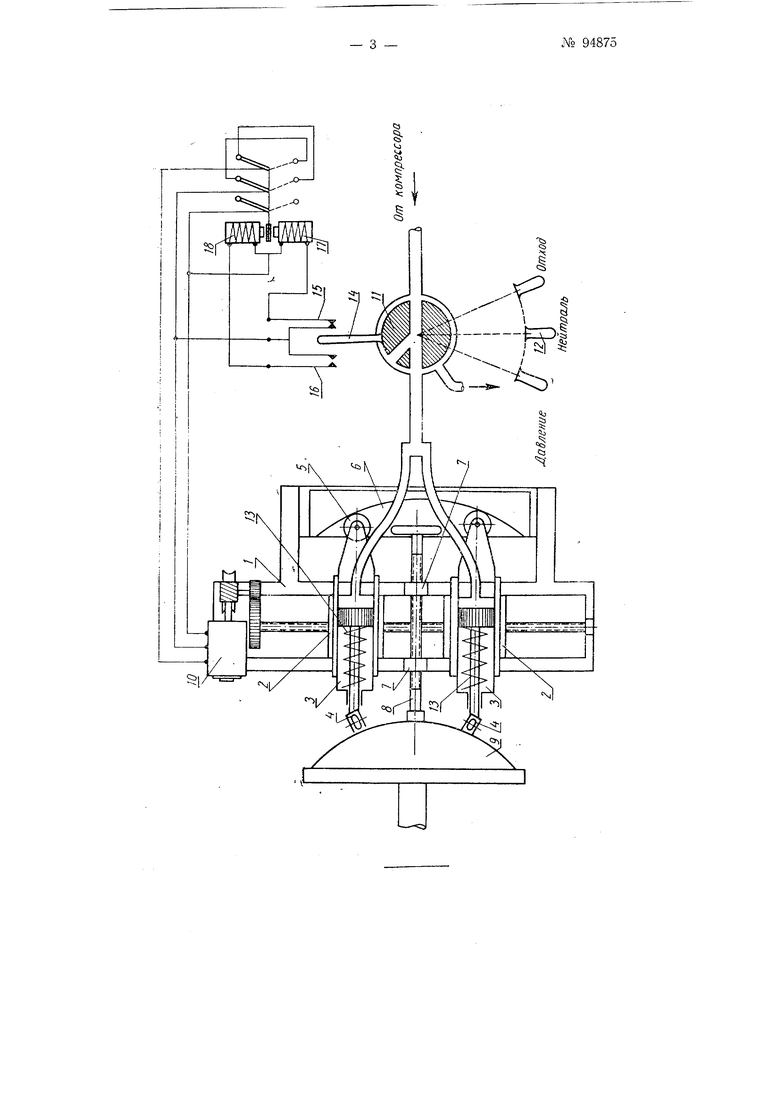
Устройство суппорта схематично изображено на чертеже. На корпзсе / расположены салазки 2, могущие перемещаться с помощью ходового винта с нравой и левой нарезками перпендпкзлярно оси станка. На каждой из салазок 2 установлен ци,тиндр 5, который может перемещаться параллельно осп станка. На щтоках порщней цилиргдров укреплены давильные инструменты, в данном случае - каленые роликн 4. Основания цилиндров 3 имеют выступы, iia концах которых установлены щарпконодщипники 5, унирающнеся в копир 6, но форме соответствующий выдавливаемой детали. В средней части корпуса на стойках 7 установлен нажимной винт 8, служаш.нй для прижима .чистовой заготовки детали к оправке 9.
. Привод ходового винта, перемещающего салазки 2, несущие цилиндры 3 с нал.имными роликами 4, осуществляется от Электродвигателя 10.
.Подача сжатого воздуха в цилиндры 3 и пуск электродвигателя производятся трехходовым краном //, управляемым посредством рукоятки 12. При левом положении рукоятки 12 воздух, поступающий из сети, создает давле i-iPie на поршни с роликами 4 и послед кие прижимают заготовку к оправке 9. правом положении рукоятки 12 цилиндры 3 сообщаются с атмосферой и рб ;Й1ки 4 под действием )фужин 13 отхрдят от заготовки.
На противоположной рукоятке 12 стороне крана имеется рычаг 14, рас)юложен1 ый между двумя парами контактов 15 и 16, при замыкании которых срабатывают электромагниты /7 и, соответственно, 18, включающие электродви1атель 10 на г.равый или левый ход. Среднее положение рукоятки 12 служит для остановки работы суппорта. Порядок работы суппорта следующий. Устанавливают заготовку детали на оправку 9 и прижимают ее винтом 8, Поворотом рукоятки 12 вправо включают электродвигатель и сводят ролики к центру оправки 9.
Затем поворачивают рукоятку 12 влево; дается давление на ролики 4. Одновременно они начинают двигаться от центра к периферии. Если материал заготовки достаточно пластичный и деталь имеет неглубокий и несложный профиль, то можно за один ход произвести выдавливание детали. Если же с одного хода произвести выдавливание не удается, то поворотом рукоятки 12 вправо можно ролики 4 вернуть в исходное положение и вновь пройти по тому же участку.
Предмет изобретен и я
Суппорт к станкам для производства давильных работ, отличающийся тем, что, с целью облегчения условий труда, для создания давления на давильные инструменты применены пневматические цилиндры, установленные tia салазках, возвратно-поступательное перемещение которых от центра изделия к периферии осуществляется электродвигателем, включаемым и выключаемым рукояткой крана управления пневматическими цилиндрами.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ОБЕЧАЕК | 1996 |
|
RU2121406C1 |
| Токарно-расточносверлильный агрегат | 1938 |
|
SU60632A1 |
| СПОСОБ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2201831C2 |
| ФОРМОВОЧНАЯ МАШИНА ДЛЯ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ/РАСКАТКИ И СПОСОБ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ/РАСКАТКИ | 2016 |
|
RU2698236C2 |
| Устройство для задания траекторий движения инструмента | 1988 |
|
SU1699685A1 |
| Раскатная головка для ротационного выдавливания | 1979 |
|
SU858980A1 |
| Устройство для ротационного выдавливания | 1983 |
|
SU1100027A1 |
| ВЕРТИКАЛЬНЫЙ ДАВИЛЬНЫЙ СТАНОК | 1969 |
|
SU243564A1 |
| Устройство для давильной обработки | 1979 |
|
SU871904A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |