отверстиями и плоскими торцами, перпендикулярными оси отверстия.
Целью настоящего изобретения является расширение технологических возможностей устройства путем обеспече- s ния возможности изготовления из порошка осесимметричных изделий со сквозными осевыми отверстиями и плоскими торцами, перпендикулярными оси отверстия , при условии сохранения небольших to габаритов устройства и его невысокой металлоемкости без значительного усложнения конструкции.
Поставленная цель достигается тем, что устройство для прессования 15 изделий из порошка, содержащее опорные ролики и формующий элемент в виде ..кольца и валка с ячейками, установленных эксцентрично с возможностью вращения в одном направлении вокруг Своих осей, JQ снабжено штырями для. формования отверо тия в изделии, установленными с возможностью возвратно-поступательного перемещения вдоль своих осей, и кольцеобразными соосными.щеками с от-25 верстиями, смонтированными эксцентрично формующему элементу с возможностью прилегания к его противоположным торцам и вращения вокруг своих осей в направлении вращения формующего зо элемента, причем оси отверстий щек параллельны осям кольца и валка и расположены на окружности, касательной к окружностям вершин выступов ячеек формующего элемента, а каждая ячейка „ выполнена по всей длине формующего элемента с осью, параллельной осям кольца и валка, и с шагом, равным шагуштырей, измеренному по дуге их осевой окружности.
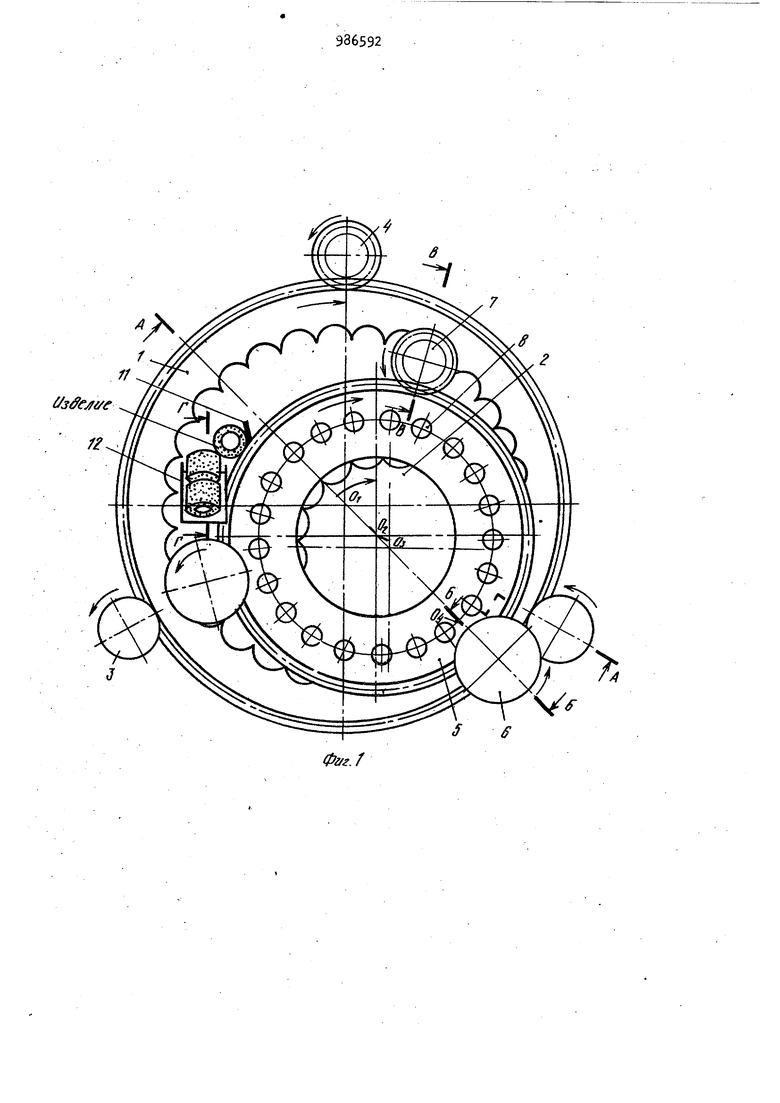
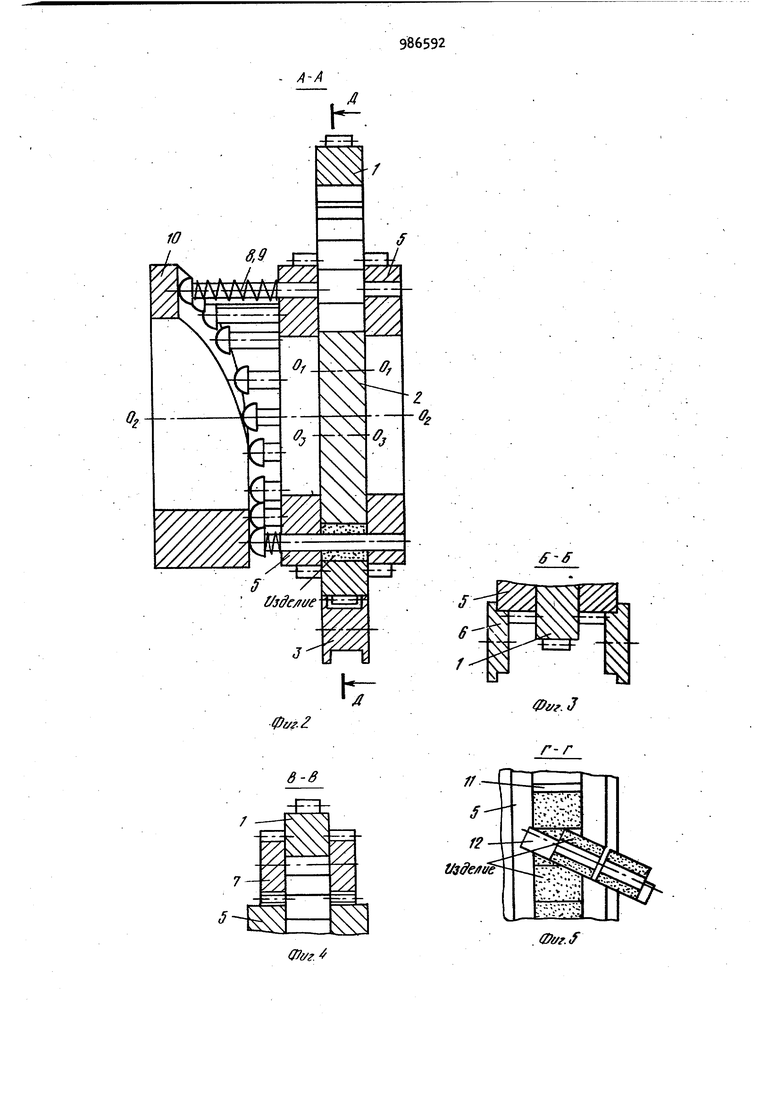
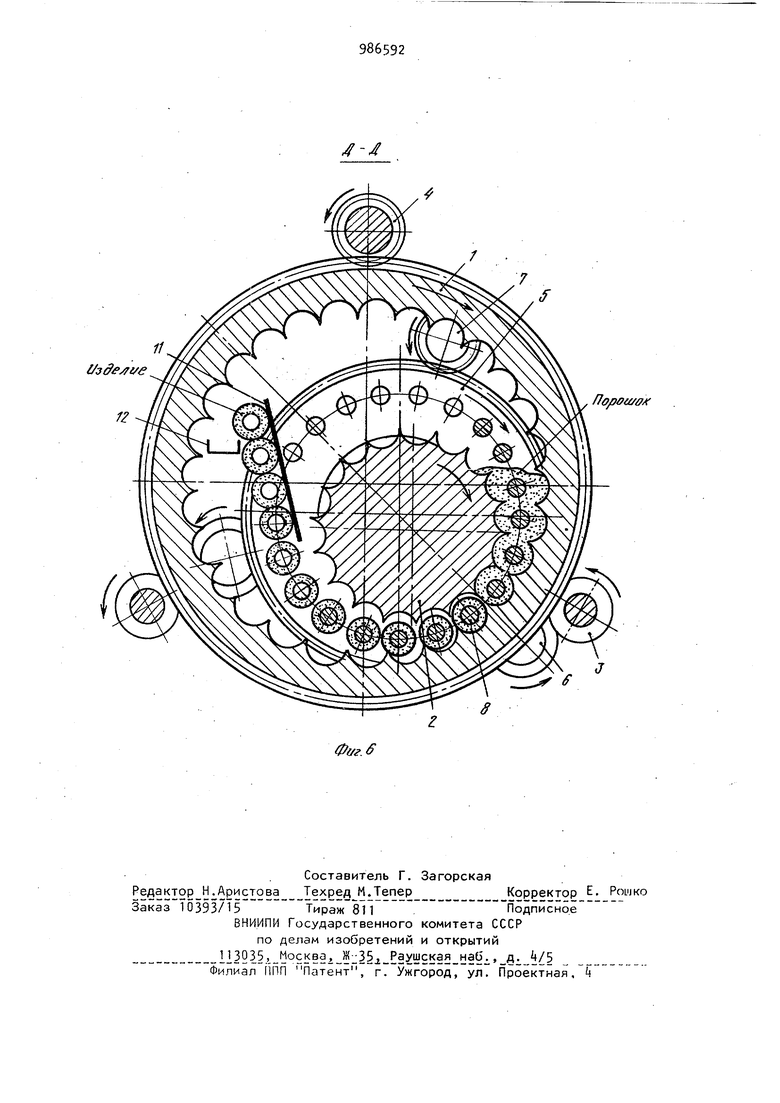
На фиг. 1 изображен общий вид устройства; на фиг. 2 - сечение А-А . на фиг. 1; на фиг 3 - сечение Б-Б на фиг. 1; на фиг. k сечение В-В на фиг, 1; на фиг. 5 сечение Г-Г на фиг. 1; на фиг. 6 - сечение Д-Д . на фиг. 2.
Устройство для прессования из порошка изделий с отверстиями содержит формующий элемент, состоящий из кольца 1 и валка 2, установленных с возможностью вращения соответственно вокруг собственных осей 0 и О. Кольцо 1 установлено на двух опорных роликах 3 и-входит в зацеНление с приводной шестерней k. К противополох ным торцам валка 2 и кольца 1 прилегают с возможностью вращения вокруг оси
О я- две щеки 5 кольцеобразной формы. Каждая из щекустановлена на двух опорных роликах .6 и входит в зацепление с приводной шестерней 7- В одной щеке 5 установлены с возможностью возвратно-поступательного д.вижения вдоль своих осей штыри 8для формования отверстий в изделиях. Штыри 8 вставлены в пружины 9 и полностью npiжаты этими пружинами к профилированной поверхности неподвижно установленного копира 10. Осевая окружность штырей является касательной в точке 0 с окружностями вершин выступов формообразующих ячеек кольца 1 и валка 2. Между щеками 5 установлена пластина 11 для съема сформованных изделий. В пространстве, ограниченном щеками 5j кольцом 1 и валком 2, находится уплотняемый порошок. Устройство содержит также наклонный желоб 12.
Устройство работает следующим образом.
Кольцо 1, щеки 5 с помощью приводных шестерен и 7. а также валок 2 приводятся одновременно во вращение в одном направлении с различными угловыми скоростями, обеспечивающими одинаковую линейную скорость точек кольца 1, валка 2, расположенны на окружностях вершин выступов формообразующих ячеек, и точек штырей, находящихся на их осевой окружности, то есть, линейная скорость точек, вращающихся вокруг центров Ov), 0, Оа и образующих окружности, соприкасающиеся в точке 04, должна быть равна. Порошок захватывается вращающимися щеками 5 кольцом 1, валком 2 и штырями 8 и уплотняется в цилиндрическую втулку. В процессе формбвания изделия штыри 8, находящиеся в уплотняемом порошке и соединяющие противоположные щеки, неподвижны относительно этих щек. По окончании процесса формования, а именно, начиная с того момента, когда уплотняемое изделие полностью переместится через прямую, соединяющую точки 0, 0л, 0 и 0, осуществляется вывод соответствующего штыря из. сформованной порошковой втулки. Штырь 8, движущийся по профилированной поверхности копира, выводится из втулки под действием пружины 9После полного вывода штыря из сформованной втулки она по-прекнему движется- вместе со щеками 5. удерживлк59мая по торцам внутренними плоскостями этих щек. Затем в процессе движения втулка набегает на пластину 11 и выталкивается ею в наклонный желоб 12, по которому сформованное изделие по naAaet в накопитель. После перемещения штыря 8 за пластину 11 съема на чинается движение этого штыря вдоль собственной оси под действием профилированной поверхности копира 10 в исходное положение, в котором штырь соединяет обе щеки 5. Это осевое движение штыря завершается перед входом его во вращательном движении в уплотняемый порошок. Использование изобретения обеспечивает изготовление из порошков осесимметричных изделий со сквозными осевыми отверстиями и плоскими торцами, перпендикулярными оси отверстия, например, цилиндрических и кони ческих втулок, гранных и эллипсоидообразных насадок фильтров и катализаторов. Это осуществляется за счет вве дения в известное устройство штырей для формования отйерстий в брикетах и кольцеобразных .щек, несущих эти шты ри и формирующих плоские параллельные торцы брикетов, а за счет созда ния условий, при которых штыри постоянно параллельны осям ячеек формующего элемента, выполненных по всей длин кольца и валка с шагом, равным шагу штырей. Простота привода сохраняется благодаря отсутствию пересекающихся осей вращения деталей предлагаемого устройства. 2 Формула изобретения Устройство для прессования изделий из порошка, содержащее опорные ролики и формующий элемент в виде , кольца и валка с ячейками, установленных эксцентрично с возможногтью вращения в одном направлении вокруг своих осей, от лич а ю, щ е ее я тем, что, с целью расширения его технологических возможностей, оно снабжено штырями для формования отверс тия в изделии, установленными о возможностью возвратно-поступательного перемещения вдоль своих осей, и кольцеобразными соосными щеками с отверстиями, смонтированными эксцентрично формующему элементу с возможностью прилегания к его противоположным торцам и вращения вокруг своих осей в направлении вращения формующего элемента , причем оси отверстий щек параллельны осям кольца и валка и расположены на окружности, касательной к окружностям вершин выступов ячеек формующего элемента, а каждая ячейка выполнена по всей длине фррмуюцего элемента с осью,-параллельной осям кольца и валка, и с шагом, равным шагу штырей, измеренному по дуге их осе вой окружности. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельс во СССР по заявке № 3231-98«/.22-02, кл. В 22 Р 13/02, 01.01.81. 2,Авторское свидетельство СССР № , кл. В 30 В 11/18, 1972. f/3(ejff/e
Фг/г.7 S б
0,--Фг/г.г
Sff
Фг/г.
в-в
Фуг.. 0f/f.f
0fff.ff
f7opou/ff/f
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования из порошка брикетов с отверстиями | 1981 |
|
SU950501A1 |
| Устройство для формования из порошка брикетов с отверстиями | 1982 |
|
SU1018803A1 |
| Устройство для прессования изделий из порошка | 1987 |
|
SU1419808A2 |
| Устройство для прокатки порошка | 1980 |
|
SU921676A1 |
| Устройство для формования порошка | 1980 |
|
SU919808A1 |
| Гранулятор для пастообразных материалов | 1979 |
|
SU889478A1 |
| Устройство для формования длинномерных прутков из порошка | 1990 |
|
SU1704923A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ КОЛЬЦЕОБРАЗНЫХ ТАБЛЕТОК | 1978 |
|
SU775876A1 |
| Способ получения цилиндрических заготовок и устройство для его осуществления | 1984 |
|
SU1256839A1 |
| Ротный гранулятор для пастообразных материалов | 1978 |
|
SU768449A1 |