1
Изобретение относится к индукционному нагреву и может быть исполь 3OBaHo iB устройствах для нагрева кольцевых заготовок при их формообразовании, например для нагрева ко- лец под раскатку.
Цель изобретения - расширение технологических возможностей и повышение надежности установки для. индукционного нагрева кольцевых дета- лей.
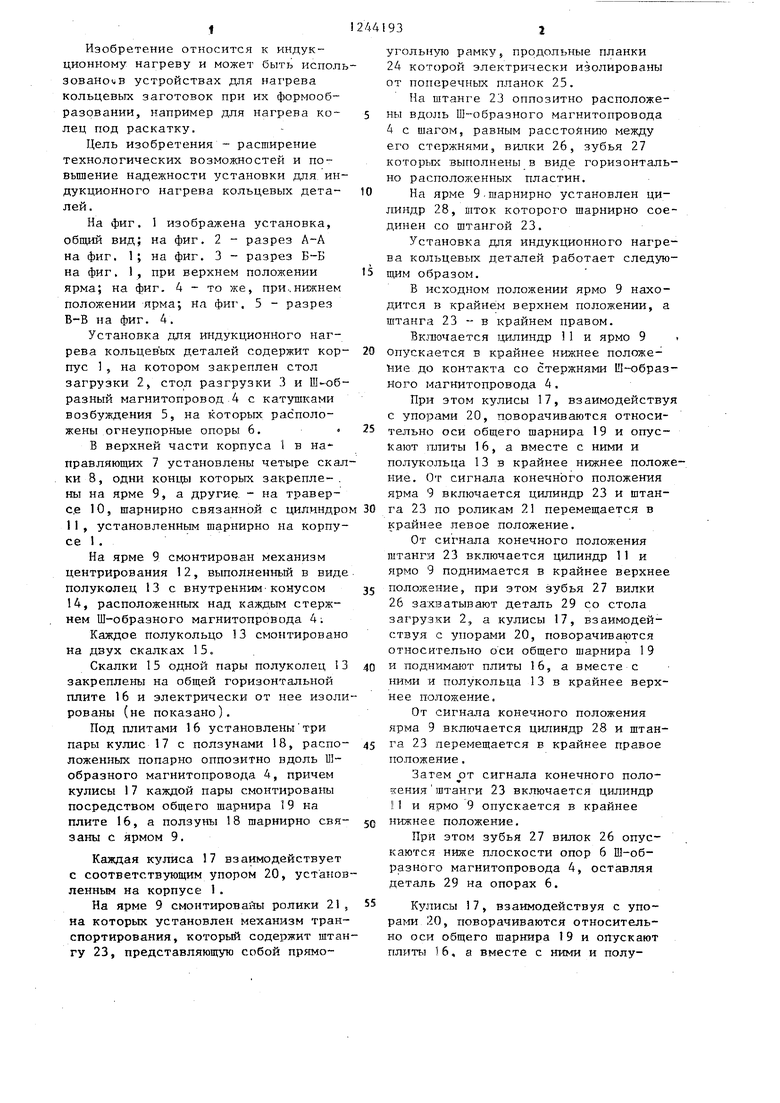
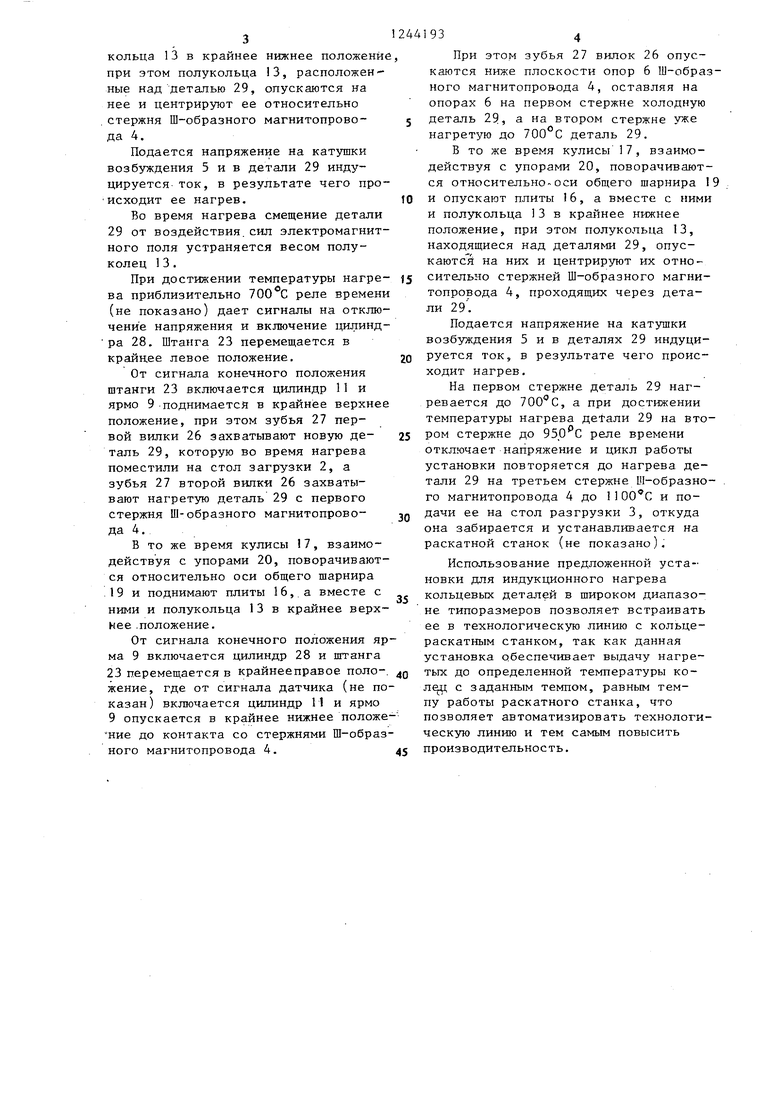
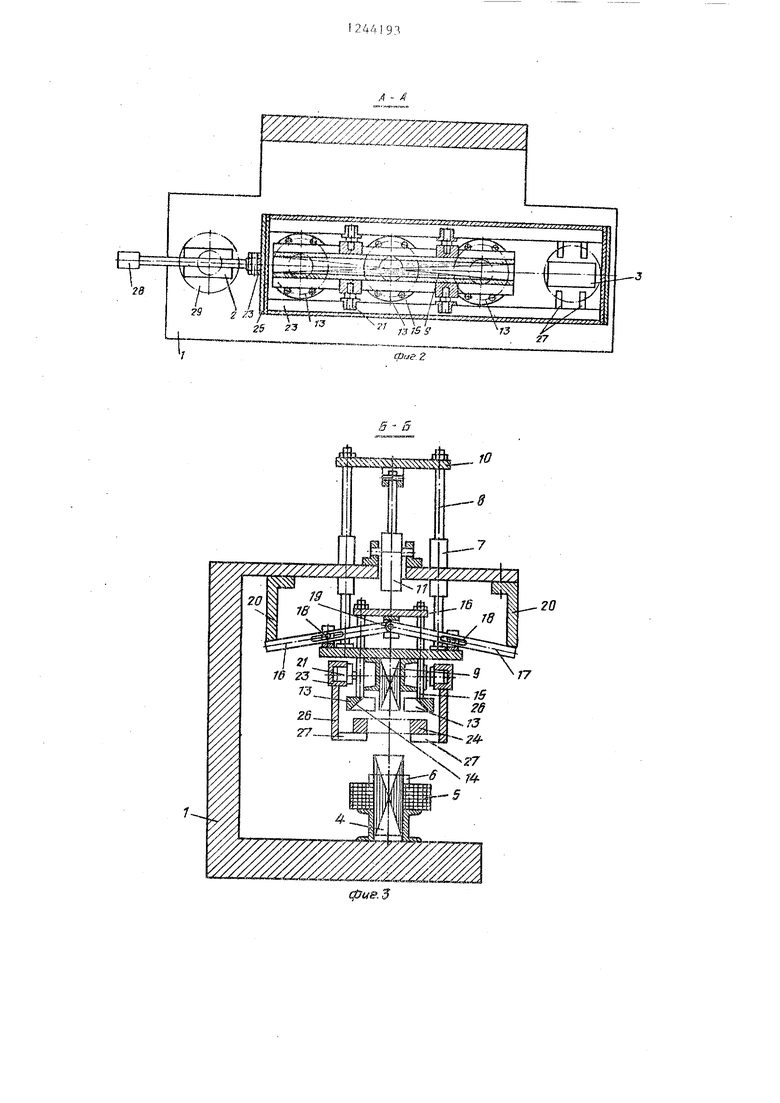
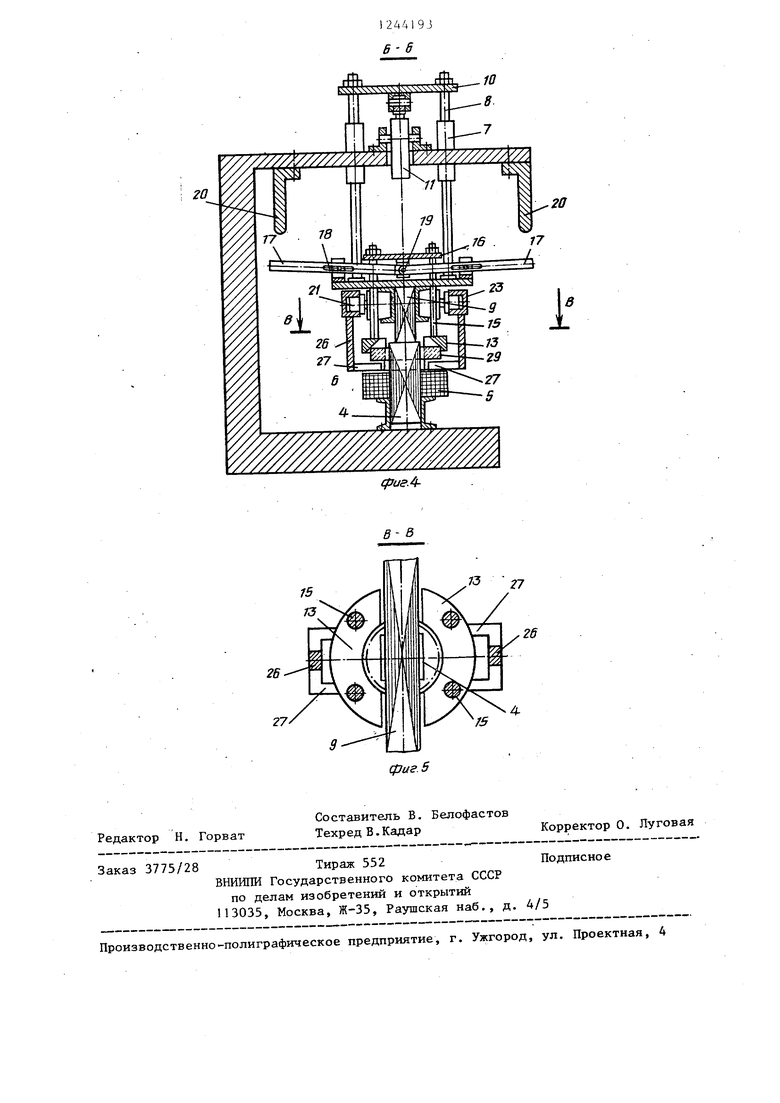
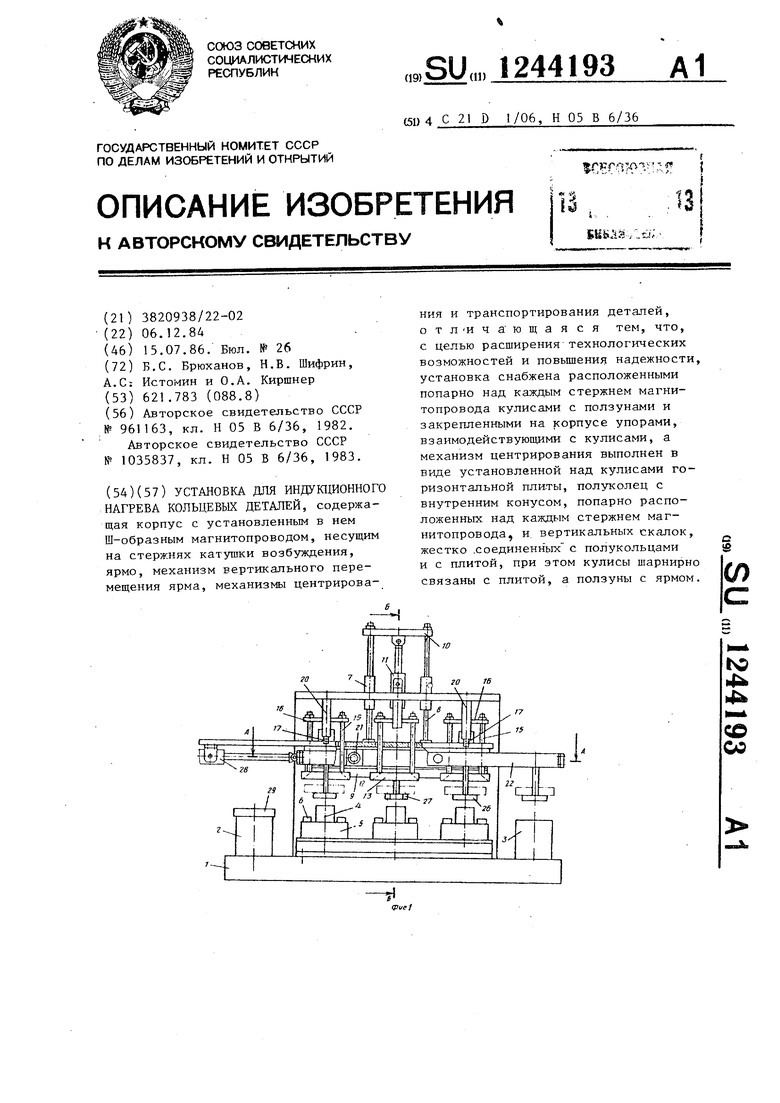
На фиг. 1 изображена установка, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1, при верхнем положении ярма; на фиг. 4 - то же, при..нижнем положении ярма; на фиг. 5 - разрез В-В на фиг. 4.
Установка для индукционного нагрева кольцев ых деталей содержит кор- пус 1, на котором закреплен стол загрузки 2, стол разгрузки 3 и Ш-об- разный магнитопровод 4 с катушками возбуждения 5, на которых расположены огнеупорные опоры 6. «
В верхней части корпуса 1 в направляющих 7 установлены четыре скалки 8, одни концы которых закрепле-. ны на ярме 9, а другие - на травер- с.е 10, шарнирно связанной с цилиндро 11, установленным шарнирно на корпусе 1 .
На ярме 9 смонтирован механизм центрирования 12, выполненный в виде полуколец 13 с внутренним-конусом 14, расположенных над каждьм стержнем Ш-образного магнитопровода 4;
Каждое полукольцо 13 смонтировано на двух скалках 15.
Скалки 15 одной пары полуколец I3 закреплены на общей горизонтальной плите 16 и электрически от нее изолированы (не показано).
Под плитами 16 установлены три пары кулис 17 с ползунами 18, распо- ложенньпс попарно оппозитно вдоль Ш- образного магнитопровода 4, причем кулисы 17 каждой пары смонтированы посредством общего шарнира 19 на плите 16, а ползуны 18 шарнирно свя- 3 аны с ярмом 9.
Каждая кулиса 17 взаимодействует с соответствующим упором 20, установленным на корпусе 1.
На ярме 9 смонтировайы ролики 21 на которых установлен механизм транспортирования, который содержит штангу 23, представляющую собой прямо193
угольную рамку, продольные планки 24 которой электрически изолированы от поперечных планок 25.
На шт.анге 23 оппозитно расположены вдоль Ш образного магнитопровода 4 с шагом, равным расстойнию между его стержнями, вилки 26, зубья 27 которых выполнены в виде горизонтально расположенных пластин.
На ярме 9.шарнирно установлен цилиндр 28, шток которого шарнирно соединен со штангой 23.
Установка для индукционного нагрева кольцевых деталей работает следую шдм образом.
В исходном положении ярмо 9 находится в крайнем верхнем положении, а штанга 23 - в крайнем правом.
Вк.11ючается и линдр 1 и ярмо 9 Опускается в крайнее нижнее положение до контакта со стержнями Ш-образ ного магнитопровода 4.
При этом кулисы 17, взаимодейству с упорами 20, поворачиваются относительно оси общего шарнира 19 и опус- Кают плиты 16, а вместе с ними и полукольца 13 в крайнее нижнее положние. От сигнала конечного положения ярма 9 включается цилиндр 23 и штанга 23 по роликам 21 перемещается в крайнее левое положение.
От сигнала конечного положения штанги 23 включается цилиндр 11 и ярмо 9 поднимается в крайнее верхнее положение, при этом зубья 27 вилки 26 захватывают деталь 29 со стола загрузки 2, а кулисы 17, взаимодействуя с упорами 20, поворачиваются относительно оси общего шарнира 19 и поднимают плиты 16, а вместе с ними и полукольца 13 в крайнее верхнее положение.
От сигнала конечного положения ярма 9 включается цилиндр 28 и штанга 23 перемещается в крайнее правое по.пожение.
Затем от сигнала конечного полоW
Кения штанги 23 включается цилиндр i 1 и ярмо 9 опускается в крайнее нижнее положение.
При этом зубья 27 вилок 26 опускаются ниже плоскости опор 6 Ш-образного магнитопровода 4, оставляя деталь 29 на опорах 6.
Кулисы 17, взаимодействуя с упорами 20, поворачиваются относительно оси общего шарнира 19 и опускают пл5гты 16, а вместе с ними и полукольца 13 в крайнее нижнее положение, при этом полукольца 13, расположенные над деталью 29, опускаются на нее и центрируют ее относительно стержня Ш-образного магнитопрово- да 4.
Подается напряжение на катушки возбуждения 5 и в детали 29 индуцируется ток, в результате чего про- исходит ее нагрев.
Во время нагрева смещение детали 29 от воздействия.сил электромагнитного поля устраняется весом полуколец 1 3 .
При достижении температуры нагрева приблизительно реле времени (не показано) дает сигналы на отключение напряжения и включение цилинд- ра 28. Штанга 23 перемещается в крайнее левое положение.
От сигнала конечного положения штанги 23 включается цилиндр 11 и ярмо 9 поднимается в крайнее верхнее положение, при этом зубья 27 первой вилки 26 захватывают новую деталь 29, которую во время нагрева поместили на стол загрузки 2, а зубья 27 второй вилки 26 захватывают нагретую деталь 29 с первого стержня Ш-образного магнитопрово- да 4.
В то же время кулисы 17, взаимодействуя с упорами 20, поворачиваются относительно оси общего щарнира 19 и поднимают плиты 16, а вместе с ними и полукольца 13 в крайнее верхнее .положение.
От сигнала конечного положения ярма 9 включается цилиндр 28 и штанга 3 перемещается в крайнееправое поло-. 40 ение, где от сигнала датчика (не поазан) включается цилиндр 11 и ярмо 9 опускается в крайнее нижнее положе- ие до контакта со стержнями Ш-образого магнитопровода 4.
25
30
35
0
15
0
0 5
5
0
5
При этом зубья 27 вилок 26 опускаются ниже плоскости опор 6 Ш-образного магнитопровода 4, оставляя на опорах 6 на первом стержне холодную деталь 29, а на втором стержне уже нагретую до 700 С деталь 29.
В то же время кулисы 17, взаимодействуя с упорами 20, поворачиваются относительно-оси общего шарнира 19 и опускают плиты 16, а вместе с ними и полукольца 13 в крайнее нижнее положение, при этом полукольца 13, находящиеся над деталями 29, опус- каютсй на них и центрируют их относительно стержней Ш-образного магнитопровода 4, проходящих через детали 29.
Подается напряжение на катушки возбуждения 5 и в деталях 29 индуцируется ток, в результате чего происходит нагрев.
На первом стержне деталь 29 нагревается до , а при достижении температуры нагрева детали 29 на втором стержне до 950 С реле времени отключает напряжение и цикл работы установки повторяется до нагрева детали 29 на третьем стержне Ш-образно- . го магнитопровода 4 до и подачи ее на стол разгрузки 3, откуда она забирается и устанавливается на раскатной станок (не показано).
Использование предложенной установки для индукционного нагрева кольцевых деталей в широком диапазоне типоразмеров позволяет встраивать ее в технологическую линию с кольце- раскатным станком, так как данная установка обеспечивает выдачу нагретых до определенной температуры ко- л с заданным темпом, равным темпу работы раскатного станка, что позволяет автоматизировать технологическую линию и тем самым повысить производительность.
в
,
-r-i-.4-
5 Z5
t
ЖФ1ч
....
gHKfis 7.-™ttr7-5spr::fe::: e ia2
:S
5 Гз
/ M ,, .
: ryyyifjyj y j fl
. г
V5
.
-5spr::fe::: e ia2
1-r
/ M ,, . , /X
: ryyyifjyj y j flJJfJ yJ J j /
. г
V5
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕССОВЫДУВНАЯ МАШИНА | 1969 |
|
SU233850A1 |
| Индуктор-трансформатор | 1977 |
|
SU687627A1 |
| Станок для закалки деталей | 1975 |
|
SU739112A1 |
| Автомат для закалки кольцевых деталей с нагревом индукционными токами | 1977 |
|
SU778277A1 |
| Автоматическая линия для изготовления витых ленточных разрезных магнитопроводов | 1985 |
|
SU1361645A1 |
| Устройство для закрепления деталей на протяжных станках | 1985 |
|
SU1306682A1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Устройство для стыковой индукционной сварки труб | 1985 |
|
SU1683930A1 |
| Станок для изолирования пазов магнитопроводов статоров электрических машин | 1983 |
|
SU1160505A1 |
| Устройство для изготовления труб с кольцевыми гофрами | 1984 |
|
SU1232331A1 |
10
фие.З
24A19J 6-6
20
26
Редактор Н. Горват
Составитель В. Белофастов
Техред В.КадарКорректор О. Луговая
Заказ 3775/28Тираж 552Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиг. 5
| Устройство для индукционного нагрева кольцевых заготовок | 1981 |
|
SU961163A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Устройство индукционного нагрева металлических деталей кольцевой формы | 1982 |
|
SU1035837A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
