Изобретение относится к сварочному производству, в частности, к способам получения наплавкой деталей с поверхностью переменного состава.
Известен способ наплавки металла переменного состава, переходную зону в котором рекомендуют уменьшить за счет изменения количества легирующих элементов, вводимых в сварочную ванну, по сравнению с требуемым количеством этих элементов в соответствующих участках шва. При этом количество вводимых элементов изменяют на величину, пропорционально первой производной от требуемого закона изменения этих элементов в шве .
Недостатком способа является невозможность его реализации при бсшьших градиентах изменения свойств.. Это связано с ограничением количества легирующих элементов в реальных электродных и присадочных материалах и предельной скорости подачи их в сварочную ванну. При дискретном изменении химического состава шва количество дополнительно вводимых легирующих должно стремиться к бесконечности, а время введения к нулю, что нереально.
Целью изобретения является повышение качества наплавленной поверхности за счет уменьшения длины переходного участка.
Указанная цель достигается тем, что количество регулирующих элементов, вводимых в сварочную ванну, изменяют по сравнению с требуемым количеством этих элементов от 0,01 до
10 .20%, при снижении степени легирования, и от 0,01 до100%, при ее повышении, и поддерживают это количество в течение времени, определяемого из зависимости
15
ьанцы .. С-э Со
i
С,С,
,
VftaHWi,- объем сварочной ванны;
где
св скорость сварки;
Smea поперечное сечение шва;
20
Сд - количество легирукицих, вводиг ах в сварочную ванну, измененное относительно требуемого значения (экстремально воз-,
25 можное количество легирующих, вводимых в сварочную ванну: 0,01-20% при уменьшении и 0,01100% при увеличемии сте30пени легирования);
Cf, - первоначальный уровень легирующих вводимых в ванну, от которого проиводится изменение концентрации, требуемое количество
легирующих в шве. По истечении времени t изменяют степень легирования до требуемо.
Ряд элементов, например углерод, даже при незначительном изменении содержания их в наплавленном металле, могут существенно изменить его свойства. Это обусловило выбор предела минимального содержания легирущих в электродном или присадочном материале 0,01%.
Ряд других легирующих элементов, например хром, никель, существенно изменяют свойства наплавленного материала при значительном их содержании. Поэтому верхний предел максимального содержания легирующих выбран 20%, при снижении легирования, и 100%, приС его увеличении. При этом наиболее эффективного сокрс.щения длины переходного участка при увеличении степени легирования можно достичь, если в одном из элекродов имеется 100% этого легирукщего элемента, и 0,01% при ее уменьшении.
При характере изменения химического состава, отличном от дискретного, кривую изменения состава разбивают на отдельные участки, на которых изменения состава производят дискретно, от одного значения к другому. При этом частоту изменения состава выбирают в зависимости от характера кривой и необходимой точности соответствия реального состава требуемому.
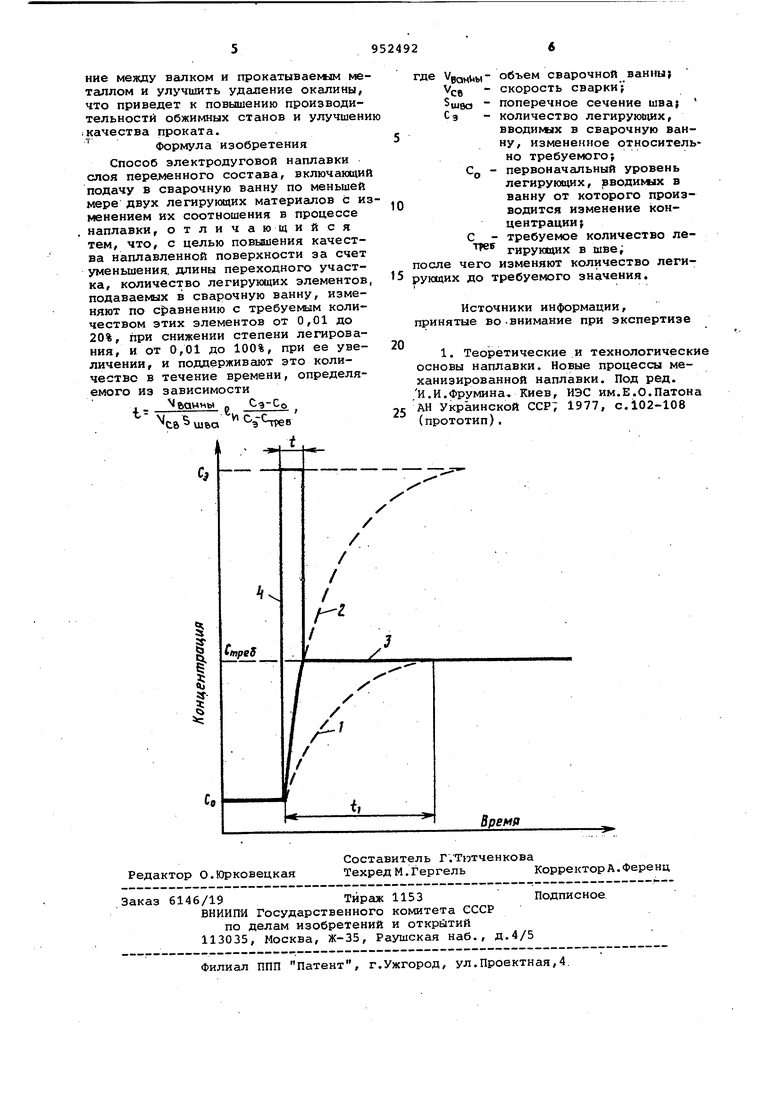
На чертеже изображены графики изменения содержания легирующих.
Кривыми 1 и 2 показан характер изменения содержания легирующих в шве при дискретном изменении степени легирования соответственно от GO до Су-рер и от Со до Сд. Утолщенной кривой 3 показан характер изменения содержания легирующих в шве при увеличении степени легирования выше требуемого до Сэ в течение t (кривая 4) после чего количество легирующих, вводимых в шов, уменьшено до значения C-,gp.
Способ осуществляется следующим образом.
Производят наплавку слоя двумя электродами разного химического состава (например, один - Св-08А, другой - ОХ25Н13). Изменяя соотношение скоростей их подачи, при это суммарная скорость должна оставаться на одном уровне, можно регулировать содержание хрома в шве от iO до 25% и никеля до О до 13%.
Допустим, необходимо в процессе наплавки резко изменить концентрацию хрома в шве от О до 10%. Если в требуемый момент временкГ изменить соотношение скоростей подачи электродов 1 до 0,6, то время изменения концентрации хрома в шве от О до 9,5% будет приблизительно равно 6 с, а длина переходного участка - б см (для следующих параметров
процесса: (. см/с; УВДЦ„, З 5,,5 CMJ, а от О до 9,9% соответственно 9 с и 9 см.
Ускорить переходный процесс можно, если в момент легирования подавать в сварочную ванну в единицу времени не 60% электрода Св-08А и 40% электрода ОХ25Н13, а 0% СВ-08А и 100% ОХ25Н13, до тех пор, пока концентрация хрома в шве не
достигнет 10%. После чего соотношение скоростей подачи этих электродов изменить до требуемого уровня, т.е. V fV,i.0,6, где скорость подачи электрода Св-08А, а V ОХ25Н13.
Время перелегирования, а соответственно и время переходного про-, цесса при этом будет равно
Ванны . С-э-С-с
tv. ТП ГГ - Ш,
0 э-С-гревН 15-fO а длина переходного участка станет равной 1 см,
где С - максимально возможная степень легирования металла
5 шва;
Со - первоначальное содержание
легирующих элементов в шве; С - требуемое содержание легирующих элементов в шве.
0 Видно, .что, увеличив степень леги. рования выше требуемого всего в 2,5 раза в течение времени С, удалось сократить длину переходного участка в 6 - 9 раз.
5 При этом очевидно, что увеличить перелегирование более чем в 2,5 раза при сохранении на постоянном уровне суммарной массовой, скорости подачи электродов нельзя. Т.е. время перелегирования определяется объемом ванны, сечением шва, скоростью сварки, а также максимальным количеством требуемого элемента в электродном и присадочном материалах и требуемым диапазоном.изменения этого элемента в шве.
Использование предлагаемого способа позволит получить наплавленный слой с минимaльным s отличиями между требуемым и реальным характером изменения химического состава и свойств,
Применение способа для наплавки рабочего слоя с изменяющимися свойствами на прокатные валки (например, валки слябинга, блюминга, окалиноло5 мателей) позволит увеличить сцепление ме;кду вгшком и прокатываеким металлом и улучшить удаление окалины, что приведет к повышению производительности обжимных станов и улучшению iкачества проката. Формула изобретения Способ электродуговой наплавки слоя переменного состава, включающий подачу в сварочную ванну по меньшей мере двух легирующих материалов с изменением их соотношения в процессе наплавки, отличающийся тем, что, с целью повышения качества наплавленной поверхности за счет уменьшения, длины переходного участка, количество легирующих элементов, подаваемых в сварочную ванну, изменяют по с|эавнению с требуе ам количеством этих элементов от 0,01 до 20%, при снижении степени легирования, и от 0,01 до 100%, при ее уве- 20 личении, и поддерживают это количество в течение времени, определяемого из зависимости . Ч-Ч«в СЬ шьа где пос 5 рую при ос ха /И. 25 АН (пр VgaHV,- объем сварочной ванны; Vce скорость сваркиУ шео поперечное сечение шва Сэ - количество легируюидах, вводи1«1Х в сварочную ванну, измененное относительно требуемогоJ первоначальный уровень легирующих, вводимых в ванну от которого производится изменение концентрации;требуемое количество легирующих в шве; чего изменяют количество легих до требуемого значения. Источники информации, ятые во-внимание при экспертизе . Теоретические и технологические вы наплавки. Новые процессы мезированной наплавки. Под ред. Фрумина, Киев, ИЭС им.Е.О.Патона краинской ССР7 1977, с.102-108 тотип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой автоматической наплавки плавящимся электродом в инертном газе | 2022 |
|
RU2778341C1 |
| СПОСОБ ДВУХДУГОВОЙ АВТОМАТИЧЕСКОЙ СВАРКИ | 2018 |
|
RU2687118C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ И НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2021 |
|
RU2772563C1 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ КАТАНЫХ ЦЕНТРОВ ЛОКОМОТИВНЫХ КОЛЕС ИЗ СРЕДНЕУГЛЕРОДИСТОЙ СТАЛИ | 2015 |
|
RU2584301C1 |
| Устройство для регулирования химического состава наплавляемого металла | 1979 |
|
SU1022788A1 |
| СПОСОБ ДУГОВОЙ МЕХАНИЗИРОВАННОЙ ИМПУЛЬСНОЙ НАПЛАВКИ | 2017 |
|
RU2641940C1 |
| СПОСОБ СВАРКИ И НАПЛАВКИ НИЗКОЛЕГИРОВАННОЙ СТАЛИ ДЛЯ СЕЙСМОСТОЙКИХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ | 2009 |
|
RU2400336C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2017 |
|
RU2648618C1 |
| ЭЛЕКТРОДНАЯ ПРОВОЛОКА ДЛЯ СВАРКИ И НАПЛАВКИ | 1996 |
|
RU2100165C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЯТНИКА ВАГОНА | 1999 |
|
RU2180878C2 |
