(54) УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ
1
Изобретение относится к автоматизации технологических процессов в машиностроении, а. именно к устройствам для загрузки деталями приспособлений-спутников.
Известно -устройство для загрузки деталями приспособлений-спутников, содержащее транспортные лотки, механизмы фиксации приспособлений-спутников, автооператор для перемещения приспособлений-спутников 1.
Недостатками известного устройства являются высокая продолжительность процесса загрузки деталей в приспособлении-спутники.
Цель изобретения - повышение производительности устройства.
Указанная цель достигается тем, что устройство снабжено механизмом поворота приспособлений-спутников, а транспортные лотки снабжены механизмом их центрирования относительно приспособлений-спутников, при этом последний выполнен в виде полого вала и насаженных на него дисков с зубчатыми элементами для взаимодействия с механизмом фиксации приспособления-спутника и с рабочими лотками, причем на торце
полого вала выполнены пазы и конические расточки для взаимодействия с механизмами поворота, в дисках выполнены отверстия под механизмы центрирования транспортных лотков.
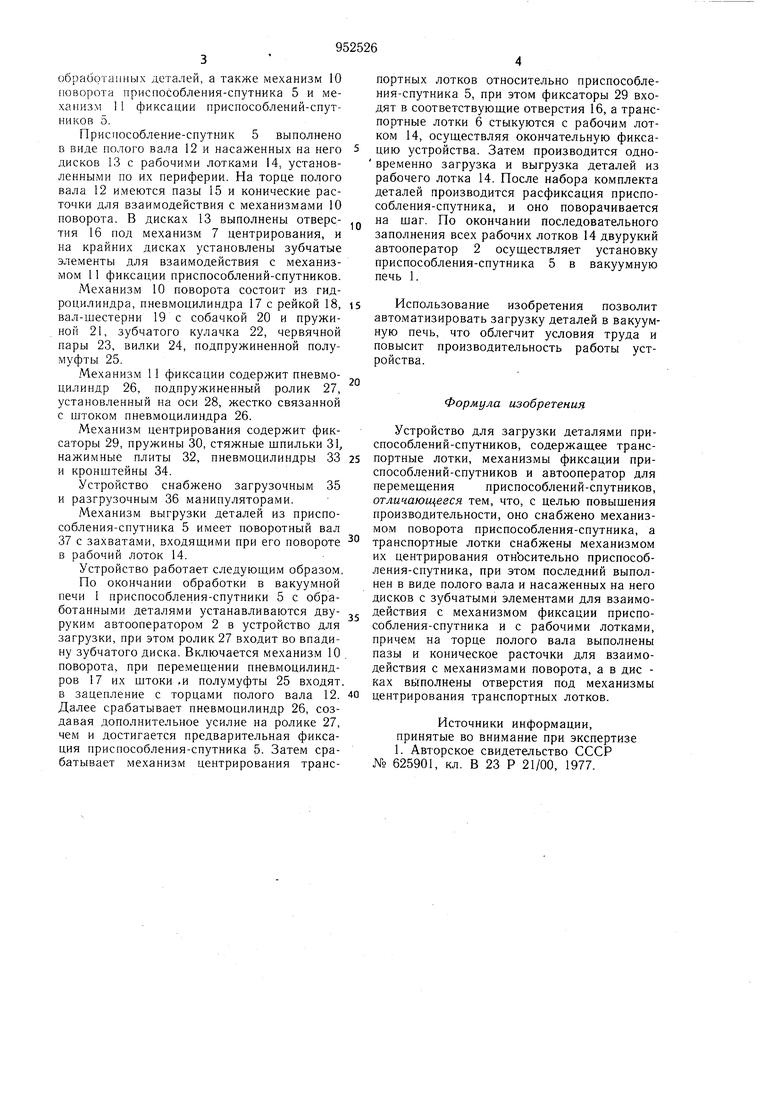
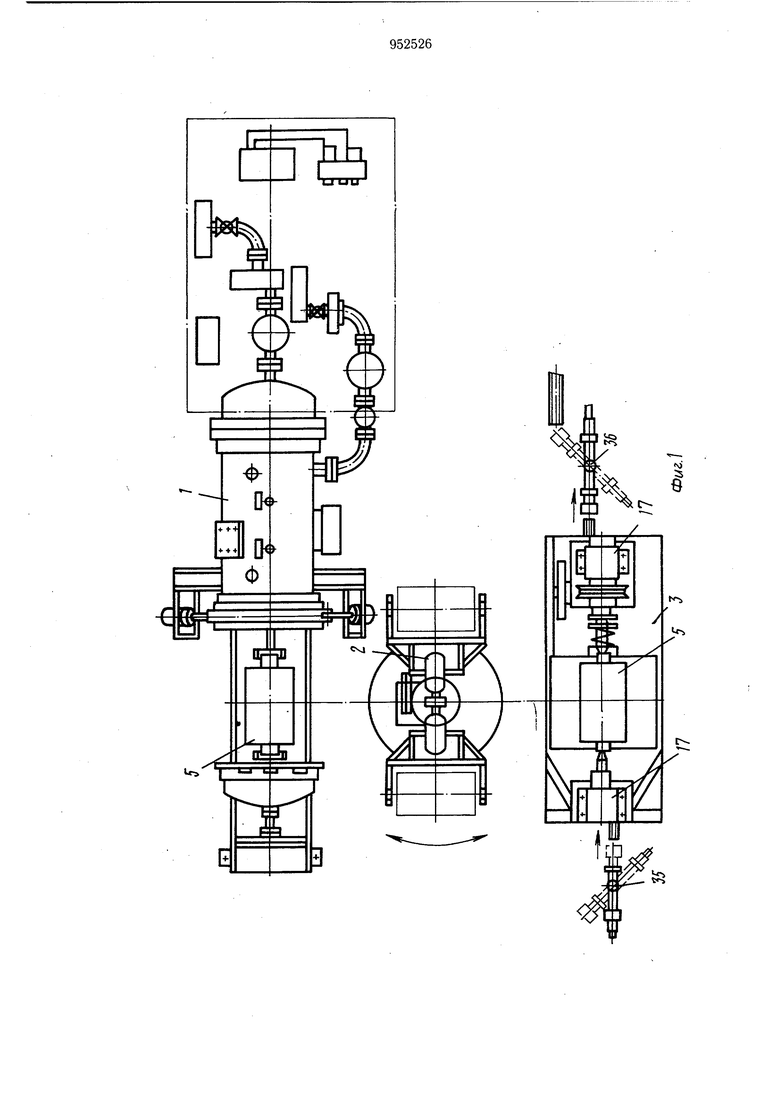
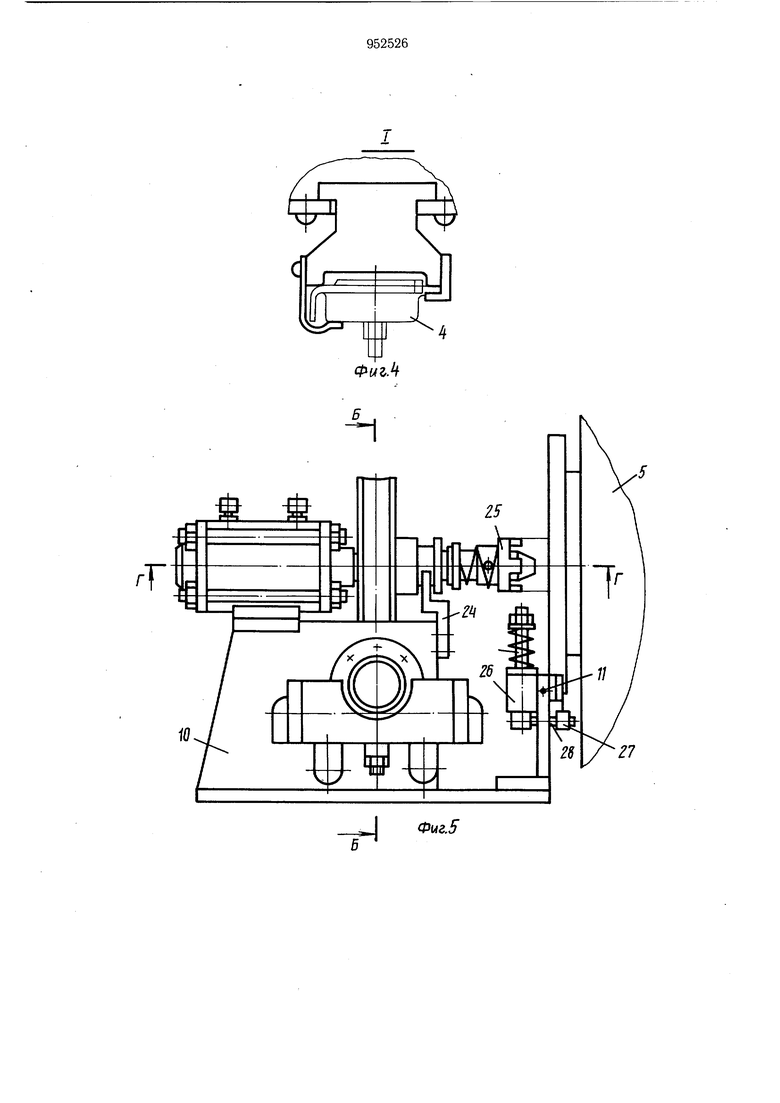
На фиг. 1 изображена вакуумная печь с устройством для загрузки; на фиг. 2 - приспособление-спутник; на фиг. 3 - вид А на фиг. 2; на фиг. 4 - узел I на фиг. 3; на фиг. 5 - механизм поворота приспособления-спутника; на фиг. 6 - разрез Б-Б
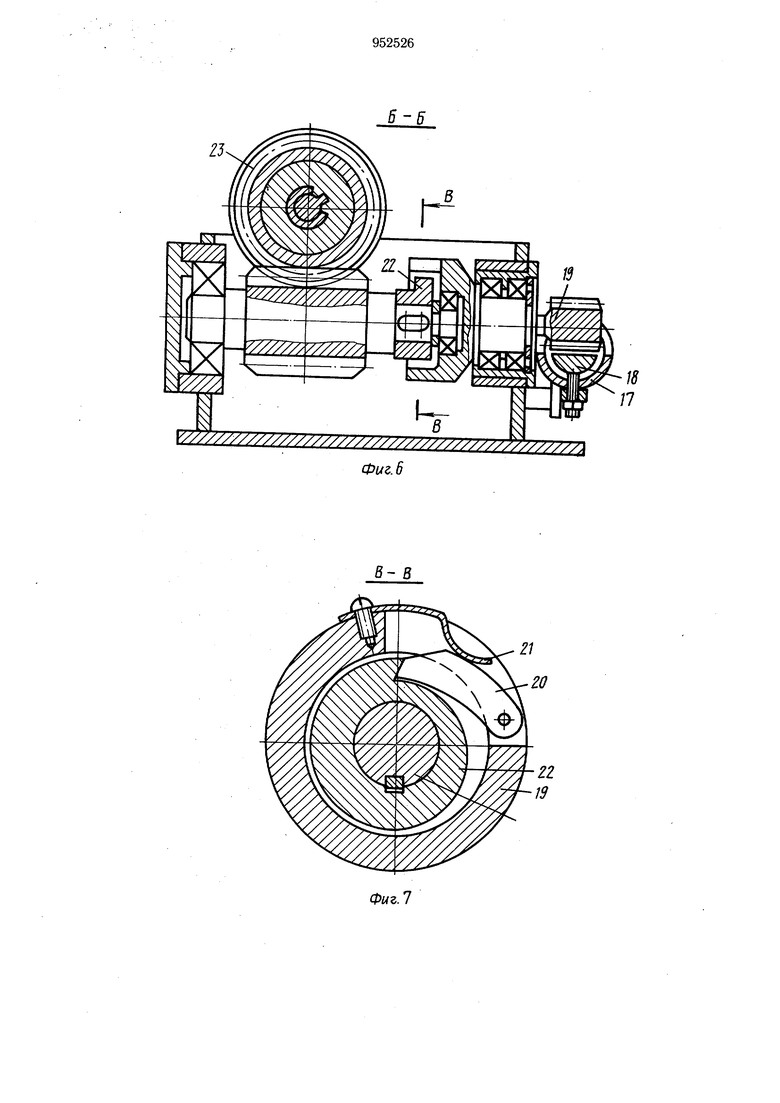
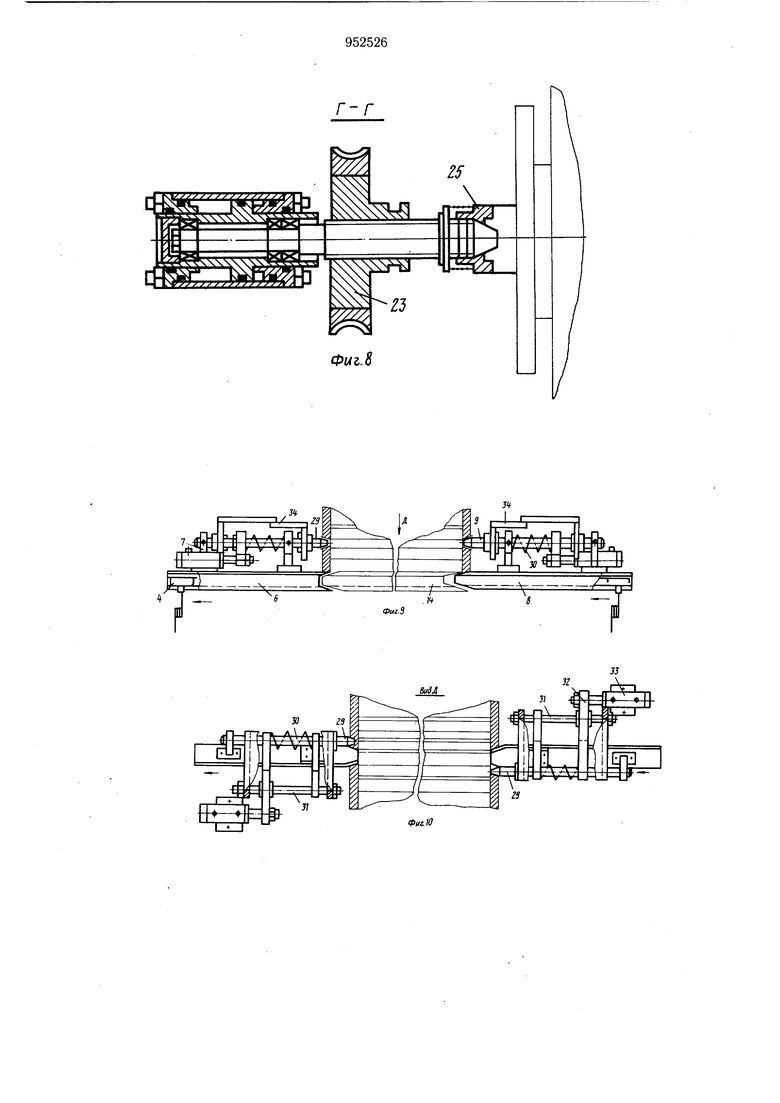
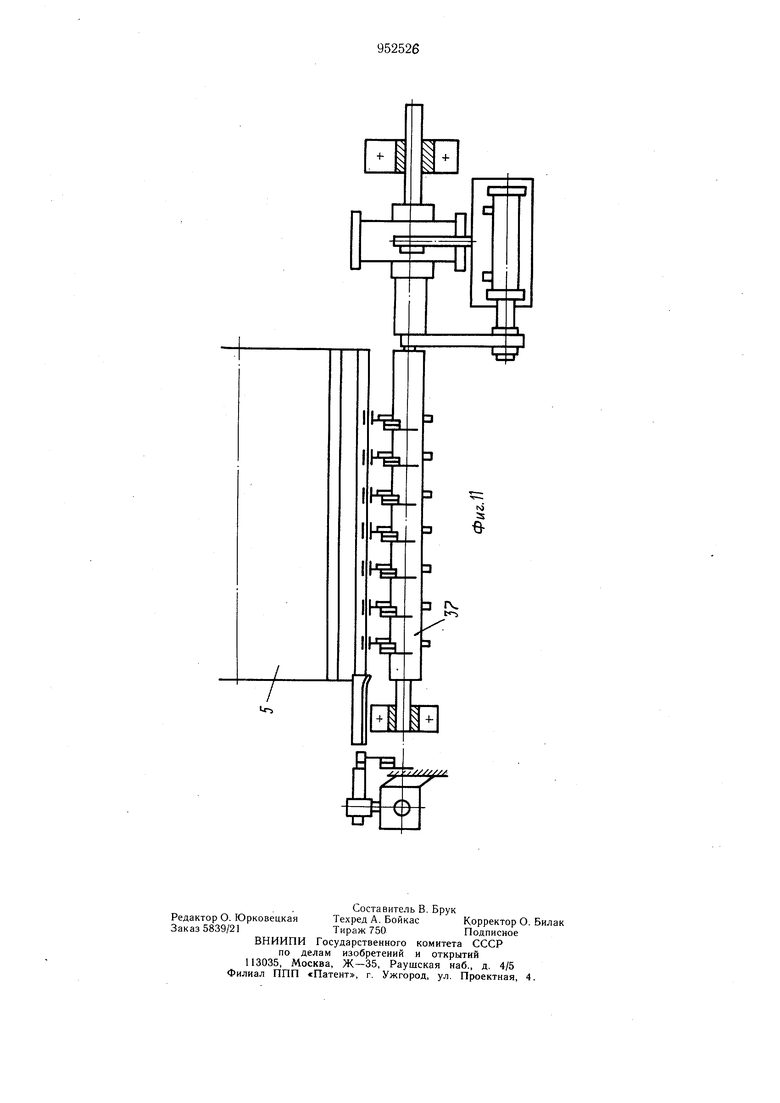
10 на фиг. 5; на фиг. 7 - разрез В-В на фиг. 6; на фиг. 8 - разрез Г-Г на фиг. 5; на фиг. 9 - механизм центрирования транспортных лотков; на фиг. 10 - вид Д на фиг. 9; на фиг. 11 - механизм выгрузки деталей из приспособления-спутника.
15
Вакуумная печь 1 имеет двурукий автооператор 2, связывающий ее с устройством 3 для загрузки деталями 4 приспособленийспутников 5.
20
Устройство 3 для загрузки содержит загрузочный транспортный лоток 6 с механизмом 7 центрирования относительно приспособления-спутника 5, разгрузочный транспортный лоток 8 с механизмом 9 выгрузки
обработанных деталей, а также механизм 10 поворота приспособления-спутника 5 и механизм 11 фиксации приспособлений-спутников 5.
Приспособление-спутник 5 выполнено в виде полого вала 12 и насаженных на него дисков 13 с рабочими лотками 14. установленными по их периферии. На торце полого вала 12 имеются пазы 15 и конические расточки для взаимодействия с механизмами 10 поворота. В дисках 13 выполнены отверстия 16 под механизм 7 центрирования, и на крайних дисках установлены зубчатые элементы для взаимодействия с механизмом 11 фиксации приспособлений-спутников.
Механизм 10 поворота состоит из гидроцилиндра, пневмоцилиндра 17 с рейкой 18, вал-шестерни 19 с собачкой 20 и пружиной 21, зубчатого кулачка 22, червячной пары 23, вилки 24, подпружиненной полумуфты 25.
Механизм 11 фиксации содержит пневмоцилиндр 26, подпружиненный ролик 27, установленный на оси 28, жестко связанной с штоком пневмоцилиндра 26.
Механизм центрирования содержит фиксаторы 29, пружины 30, стяжные шпильки 31, нажимные плиты 32, пневмоцилиндры 33 и кронштейны 34.
Устройство снабжено загрузочным 35 и разгрузочным 36 манипуляторами.
Механизм выгрузки деталей из приспособления-спутника 5 имеет поворотный вал 37 с захватами, входящими при его повороте в рабочий лоток 14.
Устройство работает следующим образом.
По окончании обработки в вакуумной печи I приспособления-спутники 5 с обработанными деталями устанавливаются двуруким автооператором 2 в устройство для загрузки, при этом ролик 27 входит во впадину зубчатого диска. Включается механизм 10 поворота, при перемещении пневмоцилиндров 17 их штоки .и полумуфты 25 входят в зацепление с торцами полого вала 12. Далее срабатывает пневмоцилиндр 26, создавая дополнительное усилие на ролике 27, чем и достигается предварительная фиксация приспособления-спутника 5. Затем срабатывает механизм центрирования транспортных лотков относительно приспособления-спутника 5, при этом фиксаторы 29 входят в соответствующие отверстия 16, а транспортные лотки 6 стыкуются с рабочим лотком 14, осуществляя окончательную фиксацию устройства. Затем производится одновременно загрузка и выгрузка деталей из рабочего лотка 14. После набора комплекта деталей производится расфиксация приспособления-спутника, и оно поворачивается на шаг. По окончании последовательного заполнения всех рабочих лотков 14 двурукий автооператор 2 осуществляет установку приспособления-спутника 5 в вакуумную печь 1.
Использование изобретения позволит автоматизировать загрузку деталей в вакуумную печь, что облегчит условия труда и повысит производительность работы устройства.
Формула изобретения
Устройство для загрузки деталями приспособлений-спутников, содержащее транспортные лотки, механизмы фиксации приспособлений-спутников и автооператор для перемещения приспособлений-спутников, отличающееся тем, что, с целью повыщения производительности, оно снабжено механизмом поворота приспособления-спутника, а транспортные лотки снабжены механиз.мом их центрирования относительно приспособления-спутника, при этом последний выполнен в виде полого вала и насаженных на него дисков с зубчатыми элементами для взаимодействия с механизмом фиксации приспособления-спутника и с рабочими лотками, причем на торце полого вала выполнены пазы и коническое расточки для взаимодействия с механизмами поворота, а в дис ках выполнены отверстия под механизмы центрирования транспортных лотков.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 625901, кл. В 23 Р 21/00, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для электронно-лучевой сварки | 1984 |
|
SU1281359A1 |
| Способ загрузки токарных полуавтоматов деталями для их двусторонней обработки и автоматическая линия для его осуществления | 1988 |
|
SU1662807A1 |
| Производственный модуль испытаний материалов | 1987 |
|
SU1516311A1 |
| Автоматическая роторная линия для сборки радиочастотных соединителей | 1978 |
|
SU785924A1 |
| Устройство для установки оптических деталей | 1984 |
|
SU1178568A1 |
| Автоматическая линия спутникового типа | 1991 |
|
SU1784445A1 |
| СТАНОК ДЛЯ ПРАВКИ КЛАПАНА | 2000 |
|
RU2188093C2 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ КОМПЛЕКС | 1990 |
|
RU2023571C1 |
| Машина для нанизывания рыбы на прутки | 1991 |
|
SU1780684A1 |
| Автоматизированная линия штамповки деталей | 1986 |
|
SU1389914A1 |
f
ФмгЛ
///////77/777///////////////////////////////////
Фиг. 6
21
Фиг.1
Г- Г
Ш
