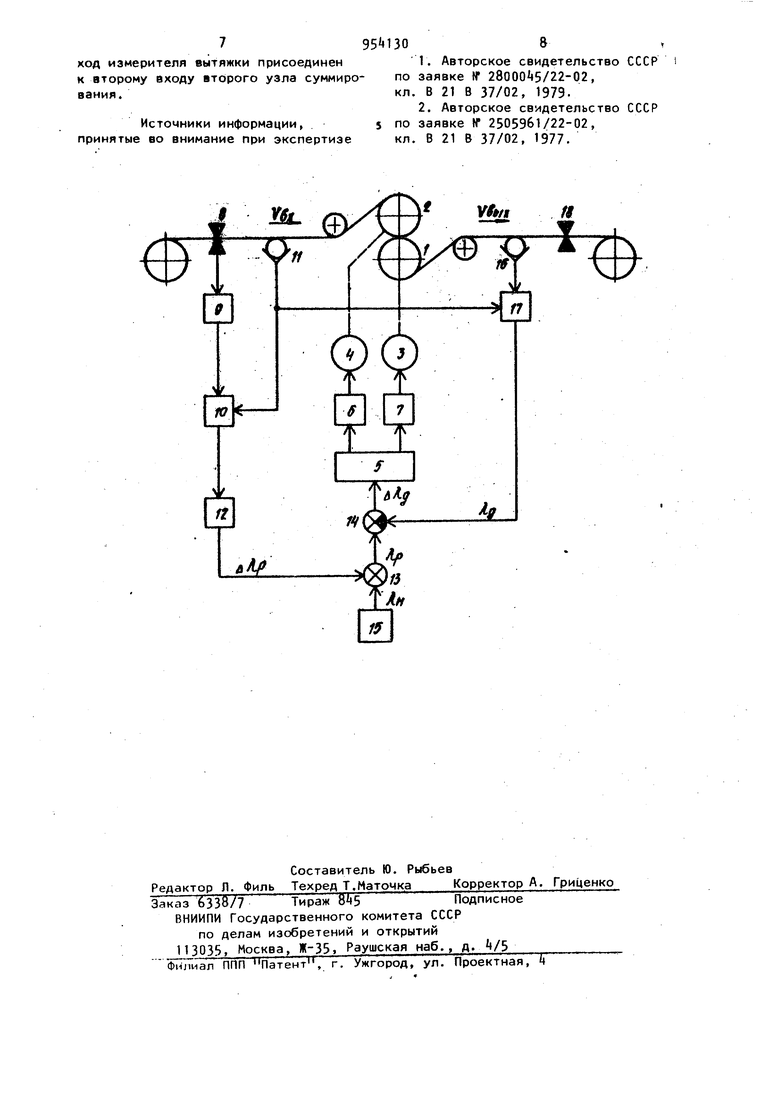
3 вания от установленного перед клетью измерителя, включающий усилитель сигнала отклонения входной толщины, блок регулируемой зоны нечувствительности, блок временного сопровождения, измеритель скорости полосы перед клетью, логический блок, два узла суммирования и блок задания режимов прокатки; канал обратной связи от измерителя скорости полосы за клетью, включающий измеритель вытяжки и датчик приращения вытяжки; а также в устройство входят блок ско ростей рабочих валков и две системы управления приводными двигателями. Таким оЬразом, замыкание системы осуществляется по сигналу ошиРки вытяжкийЛ , где Я ц - заданное значение вытяжки; g - действительное значение вытяжки. Однако такой способ замыкания сис темы приводит к заметному ее усложнению, а наличие избыточных элементов отрицательно сказывается на поме хозищищенности и точности системы. Цель изобретения - повышение точности и быстродействия и упрощение системы регулирования толщины полосы на стане прокатки-волочения. Поставленная цель достигается тем что в устройстве автоматическ§ го регулирования толщины полосы на реверсивном стане прокатки-волочения, содержащем блок задания режимов прокат ки, измеритель толщины полосы перед клетью, усилитель, измеритель скорое ти полосы перед клетью, измеритель скорости полосы за клетью, блок сопровождения, один из входов которо го соединен с выходом измерителя ско рости полосы перед клетью, а выход нерез последовательно соединенные логический блок, первый узел суммирования, второй узел суммирования присоединен к входу блока задания ск ростей рабочих валков, к двум выхода которого присоединены два канала, каждый из которых содержит последовательно соединенные систему управления приводным двигателем и приводной двигатель, механически связанный с одним из рабочих валков стана прокатки-волочения, а также измеритель .вытяжки, первый вход которого соединен с выходом измерителя скорости по лосы перед клеТью, второй вход - с выходом измерителя скорости полосы за клетью, выход измерителя толщины полосы перед клетью присоединен к 04 входу усилителя, выход которого соединен с вторым входом блока сопровождения, а выход блока задания режимов прокатки присоединен к второму входу первого узла суммирования и выход измерителя вытяжки присоединен к второму входу второго узла суммирования. Такое построение системы позволяет, упростить устройство регулирования толщины полосы. При этом замыкание системы осуществляется по сигналу измерителя вытяжки, т.е. по действительному значению вытяжки (1л . Ясно, что при одних и тех же параметрах известного устройства и Предлагаемого сигнал действительного значения вытяжки значительно больше сигнала ошибки вытяжки. А это эквивалентно повышению коэффициента усиления всей системы, а следовательно, и повышению точности и быстродействия, На чертеже представлена блок-схема устройства. Ведущий валок 1 и ведомый валок 2 приводятся во вращение электрическими двигателями 3 и i. Управление двигателями осуществляется блоком 5 скоростей рабочих валков через системы 6 и 7 управления приводными двигателями. В данном устройстве предусмотрен канал регулирования по принципу компенсации возмущения в виде отклонения толщины подката дЬ от установленного перед клетью измерителя и обратной связи по величине действительного значения вытяжки Л. Канал компенсации возмущения от измерителя 8, установленного перед клетью, g включает в себя усилитель 9 сигнала отклонения входной толщины, блок 10 временного сопровождения, измеритель 11 скорости полосы на входе в клеть, логический блок 12. Выход канала компенсации через последовательно соединенные узлы 13 и 1 суммирования присоединен к входу блока 5 скоростей рабочих валков, а к второму входу узла 13 суммирования присоединен выход блока 15 задания режимов прокатки. Канал обратной связи вкпючает измеритель 11 скорости полосы на входе в клеть, измеритель 16 скорости полосы на выходе из клети, измеритель 17 вытяжки, выход которого присоединен к второму входу узла И суммирования. 5 Устройство работает следующим об разом. рлоком 15 задания режимов прока ки Задаются основные технологические параметры (на чертеже указано только задание вытяжки Яц )« Если отклонение толщины полосы на входе в клеть выходит за допустимые пределы, то сигнал от измерителя 8, пропорциональный отклонению толщины подката Д hg, усиливается в усилителе 9 и через блок 10 сопро вождения, . имитирующий время прохожд ния измеренного участка полосы до очага деформации, поступает в логический блок 12. В логическом блоке осуществляется вычисление величины приращения вытяжки Л р , необходим для компенсации имеющегося отклонения толщины подката дЬ0, путем умно жения на коэффициент. Сигнал Л. Я р , снимаемый с выхода логического блока 12, поступает на вход узла 13 су мирования, в котором он суммируется с сигналом задания вытяжки, и результирующий сигнал расчетной вытяж ки Я р рпоступает на вход уз ла l4 суммирования. На второй вход узла И суммирования поступает сиг нал с выхода измерителя 17 вытяжки в котором осуществляется вычисление действительного значения вытяжки по сигналам с измерителя 11 скорости полосы на входе в клеть V и с измерителя 16 скорости полосы на выхо де из .клети V в узле 1 суммирования осуществляется сравнение сигналов, пропорциональных Л р и Ясг, и результирующий сигнал, пропорциональный действительной ошибке вытяжки ДЛ Др-Я, подается на вход блока 5 скоростей рабочих валков, который задает системам 6 и 7 управления приводными двигателями 3 и скорости вращения рабочих валков 1 и 2. Таким образом, при наличии отклонения толщины дНр канал компенсации возмущения вырабатывает соответствующий сигнал на изменение вытяжки fltf на величину д Д . Измене ние вытяжки осуществляется за счет изменения соотношения скоростей рабочих валков и контролируется измерителем действительного значения 30 6 вытяжки. Изменение вытяжки будет происходить до тех пор, пока величина станет равной величине ЯрУстройство обеспечивает реверсивную работу, при этом регулирование осуществляется от измерителя 18 (на чертеже связи при реверсе не показаны). Использование предлагаемого устройства на станах холодной прокаткиволочения позволяет повысить точность и быстродействие и упростить регулирование толщины полосы за счет одновременной работы обоих каналов регулирования: канала по возмущению от измерителя толщины на входе и канала обратной связи по действительному значению вытяжки. Формула изобретения Устройство автоматического регулирования толщины полось на реверсивном стане прокатки-волочения, содержащее блок задания режимов прокатки, измеритель толщины полосы перед клетью, усилитель, измеритель скорости полосы перед клетью, измеритель скорости полосы за клетью, блок сопровождения, один из входов которого соединен с выходом измерителя скорости полосы перед клетью, а выход - через последовательно соединенные логический блок, первый узел суммирования, второй узел суммирования присоединен к входу блока задания скоростей рабочих валков, к двум выходам котортэго присоединены два канала, каждый из которых содер- жит последовательно соединенные сие- , тему управления приводным двигателем и привсдной двигатель, механически связанный с одним из рабочих валков стана прокатки-волочения, а также йзмеритель вытяжки, первый вход которого соединен с выходом измерителя скорости .полосы перед клетью, второй вход - с выходом измерителя скорости полосы за клетью, о т л И чающе. вся тем, что, с целью повышения точности и быстродействия и упрощения устройства регулирования толщины полосы, выход измерителя толщины полосы перед клетью присоединен к входу усилителя, выход которого соединен с вторым входом блока сопровождения, а выход блока задания реимов прокатки присоединен к второму , входу первого узла суммирования и вмход измерителя вытяжки присоединен к второму входу второго узла суммирования. Источники информации, 5 принятые во внимание при экспертизе 1. Авторское свидетельство СССР i по заявке N 28000«5/22-02, кл. В 21 В 37/02, 1979. 2. Авторское свидетельство СССР по заявке N 2505961/22-02, кл. В 21 В 37/02, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регулирования толщины полосы на реверсивном стане холодной прокатки-волочения без охвата валков полосой | 1976 |
|
SU692649A1 |
| Устройство для автоматического регу-лиРОВАНия ТОлщиНы пОлОСы HA СТАНЕХОлОдНОй пРОКАТКи-ВОлОчЕНия бЕзОХВАТА ВАлКОВ пОлОСОй | 1979 |
|
SU801922A1 |
| Устройство автоматического регулиро-ВАНия ТОлщиНы пОлОСы HA CTAHAX пРОКАТ-Ки-ВОлОчЕНия | 1979 |
|
SU812369A1 |
| Устройство для автоматического регулирования толщины полосы на стане холодной прокатки-волочения без охвата валков полосой | 1982 |
|
SU1101309A1 |
| Устройство для автоматического регулирования толщины полосы на реверсивном стане холодной прокатки-волочения | 1974 |
|
SU504573A1 |
| Устройство автоматического регу-лиРОВАНия ТОлщиНы пОлОСы HA РЕВЕРСиВНОМСТАНЕ пРОКАТКи-ВОлОчЕНия | 1979 |
|
SU827203A1 |
| Устройство автоматического поиска и поддержания процесса прокатки полосы в области прокатка-волочение | 1979 |
|
SU961809A1 |
| Устройство формирования управляющего воздействия на скорость валков стана прокатки-волочения | 1977 |
|
SU648300A1 |
| Устройство для автоматического регулирования толщины полосы на одноклетьевом стане холодной прокатки волочения | 1976 |
|
SU655446A1 |
| Способ регулирования толщины полосы на стане прокатки-волочения | 1981 |
|
SU1018739A1 |
