(5) УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ КОНЦОВ ТРУБЧАТЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для калибровки концов труб | 1979 |
|
SU854495A2 |
| Устройство для калибровки концов труб | 1981 |
|
SU997921A2 |
| СПОСОБ МОНТАЖА ВИНТОВОЙ СВАИ ИЗ ПРОФИЛЬНОЙ ТРУБЫ С МНОГОУГОЛЬНЫМ СЕЧЕНИЕМ И ПРОХОДНОЙ ВРАЩАТЕЛЬ ДЛЯ МОНТАЖА ВИНТОВОЙ СВАИ ИЗ ПРОФИЛЬНОЙ ТРУБЫ С МНОГОУГОЛЬНЫМ СЕЧЕНИЕМ | 2017 |
|
RU2642196C1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU365195A1 |
| Устройство для обжима полых деталей | 1982 |
|
SU1044389A1 |
| Зажимная головка правильно-растяжной машины | 1982 |
|
SU1079333A1 |
| Устройство для установки эластичной оболочки на трубу | 1982 |
|
SU1106666A1 |
| Агрегат для изготовления полых изделий | 1973 |
|
SU564970A1 |
| Устройство для уплотнения сыпучего легковесного материала в транспортной емкости | 1982 |
|
SU1105152A1 |
| Способ изготовления деталей из полой заготовки и устройство для его осуществления | 1984 |
|
SU1303225A1 |
1
Изобретение относится к обработке металлов давлением, в частности к устройствам для калибровки концов деталей из труб методом их обжатия и раздачи.
Известно устройство для калибровки концов трубчатых изделий, содержащее жестко связанный с силовым гидроцилиндром корпус, установленные в нем с возможностью возвратно-поступа- Q тельного перемещения в радиальном направлении конусные кулачки, взаимодействующие с закрепленной на штоке гидроцилиндра обоймой с продольными наклонными пазами и смонтированные . )5 на кулачках сменные вставки 1.
Недостатком этого устройства явля-я ется невысокая надежность его работы, связанная с поломками сменных вставок, которые не выдерживают больших 20 усилий, возникающих на их рабочих кромках при обжиме высокопрочных труб. Наиболее часто эти поломки имеют место при калибровке трубчатых изделий с небольшими диаметрами, характеризующимися относительно большой жесткостью в то время как кромки сменных вставок, выполненные по раз-, меру обрабатываемой трубы, не обладают необходимой прочностью из-за их малых сечений.
Целью изобретения является повышение надежности устройства при расширении технологических возможностей.
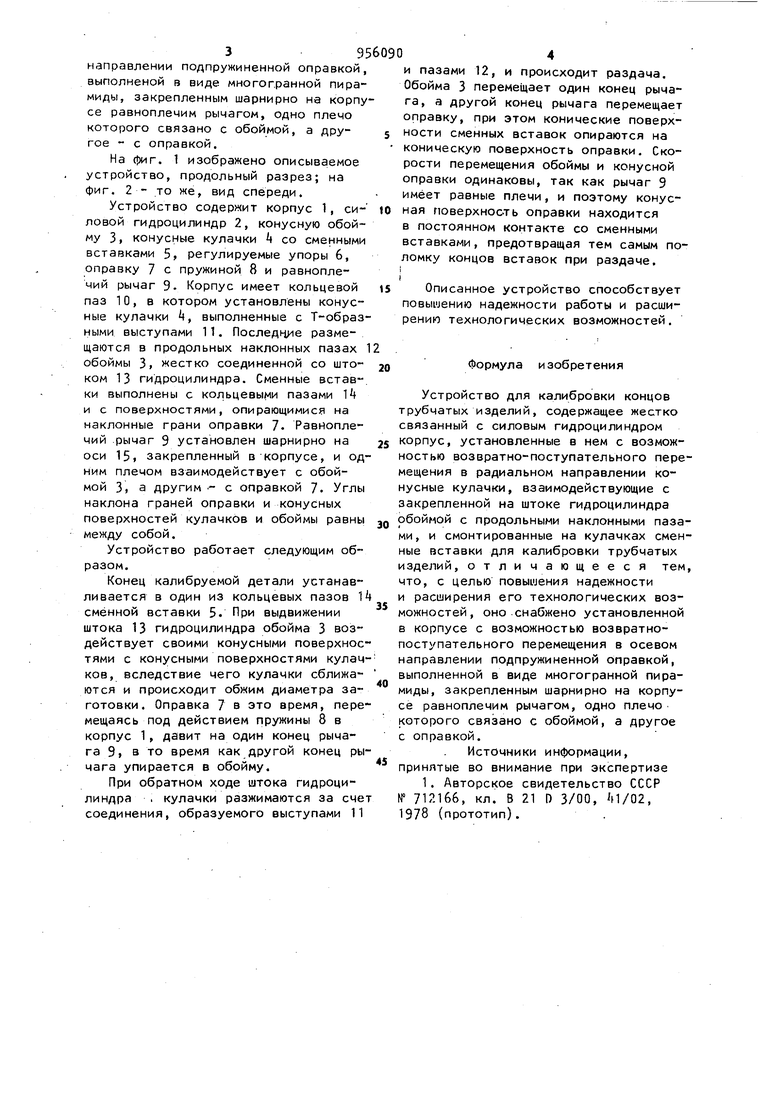
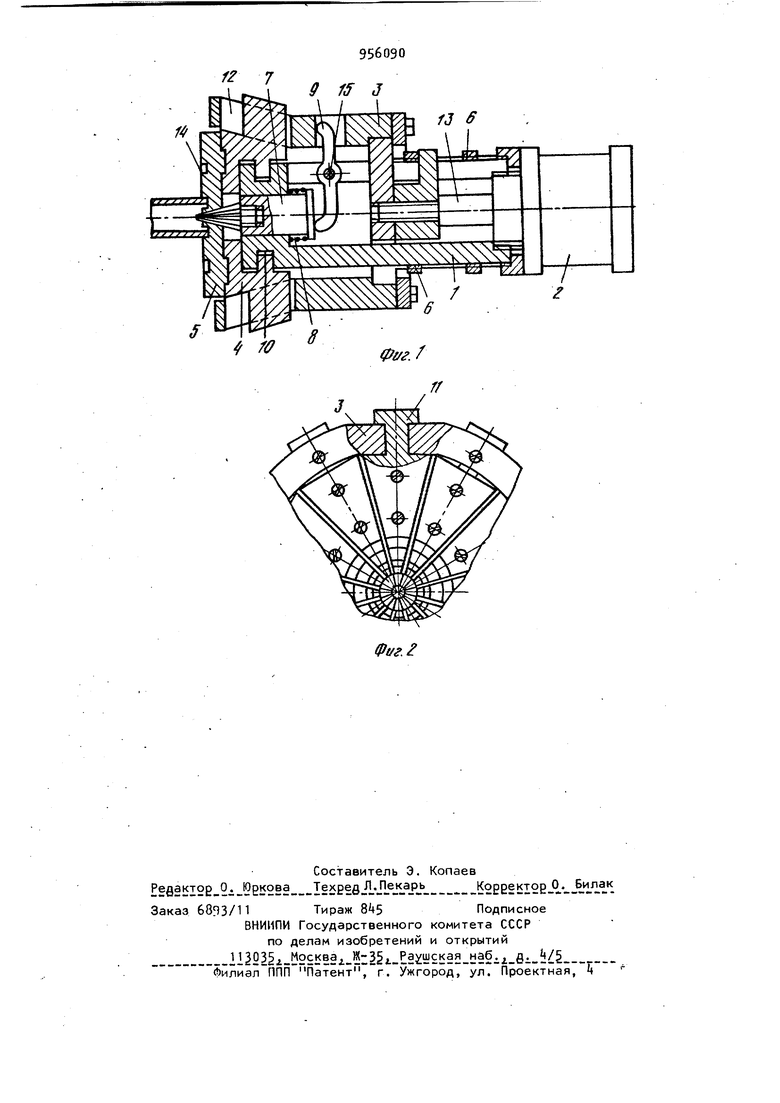
Цель достигается тем, что устройство, для калибровки концов трубчатых изделий, содержащее жестко связанный с силовым гидроцилиндром корпус, установленные в нем с возможностью возвратно-поступательного перемещения в радиальном направлении конусные кулачки, взаимодействующие с закрепленной на штоке гидроцилиндра обоймой с продольными наклонными пазами и смонтированные на кулачках сменные вставки, снабжено установленной в корпусе с возможностью возвратно-поступательного перемещения в осевом направлении подпружиненной оправкой, выполненой в виде многогранной пирамиды, закрепленным шарнирно на корпу се равноплечим рычагом, одно плечо которого связано с обоймой, а друroe - с оправкой. На фиг. 1 изображено описываемое устройство, продольный разрез; на фиг. 2- то же, вид спереди. Устройство содержит корпус 1, си ловой гидроцилиндр 2, конусную обойму 3, конусные кулачки 4 со сменными вставками 5, регулируемые упоры 6, оправку 7 с пружиной 8 и равноплечий рычаг 9. Корпус имеет кольцевой паз 10, в котором установлены конусные кулачки 4, выполненные с Т-образ ными выступами 11. Послед11ие размещаются в продольных наклонных пазах обоймы 3| жестко соединенной со штоком 13 гидроцилиндра. Сменные вставки выполнены с кольцевыми пазами 1 и с поверхностями, опирающимися на наклонные грани оправки 7. Равноплечий .рычаг 9 установлен шарнирно на оси 15, закрепленный в корпусе, и од ним плечом взаимодействует с обоймой 3 а другим - с оправкой 7. Углы наклона граней оправки и конусных поверхностей кулачков и обоймы равны между собой. Устройство работает следующим образом. Конец калибруемой детали устанавливается в один из кольцевых пазов I сменной вставки 5. При выдвижении штока 13 гидроцилиндра обойма 3 воздействует своими конусными поверхнос тями с конусными поверхностями кулач ков, вследствие чего кулачки сближаются и происходит обжим диаметра заготовки. Оправка 7 в это время, пере мещаясь под действием пружины 8 в корпус 1, давит на один конец рычага 9, в то время как другой конец ры чага упирается в обойму. При обратном ходе штока гидроцилиндра , кулачки разжимаются за сче соединения, образуемого выступами 11 И пазами 12, и происходит раздача. Обойма 3 перемещает один конец рычага, а другой конец рычага перемещает оправку, при этом конические поверхности сменных вставок опираются на коническую поверхность оправки. Скорости перемещения обоймы и конусной оправки одинаковы, так как рычаг 9 имеет равные плечи, и поэтому конусная поверхность оправки находится в постоянном контакте со сменными вставками, предотвращая тем самым поломку концов вставок при раздаче. Описанное устройство способствует повышению надежности работы и расширению технологических возможностей. Формула изобретения Устройство для калибровки концов трубчатых изделий, содержащее жестко связанный с силовым гидроцилиндром корпус, установленные в нем с возможностью возвратно-поступательного перемещения в радиальном направлении конусные кулачки, взаимодействующие с закрепленной на штоке гидроцилиндра обоймой с продольными наклонными пазами, и смонтированные на кулачках сменные вставки для калибровки трубчатых изделий, отличающееся тем, что, с целью повышения надежности и расширения его технологических возможностей, оно снабжено установленной в корпусе с возможностью возвратнопоступательного перемещения в осевом направлении подпружиненной оправкой, выполненной в виде многогранной пирамиды, закрепленным шарнирно на корпусе равноплечим рычагом, одно плечо которого связано с обоймой, а другое с оправкой. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 712166, кл. В 21 D 3/00, И/02, 1978 (прототип). // 7 9 rf fff 3 ф1/г. /
