1
ИзоЬретение относится к литейному производству, в частности к связующим, используемым для получения твердеющих в оснастке , футеровок, форм и стержней, и может быть также использовано в огнеупорной промышленности для приготовления бетонов и высокоогнеупорных футеровочных масс.
Известны холоднотвердеющие .связующие, содержащие отходы производства, например включающие окисЛы ,железа в виде колчеданных огарков 1, колошниковой пыли 23.
Однако такие связующие имеют невысокую огнеупорность, термостойкость и начальную сырую ) прочность. Кроме того, изделия, изготовленные на таких связующих с течением времени (.при выдержке на воздухе в течение суток и более) разупрочняются.
Наиболее близким по технической сути и достигаемому эффекту к изобретению является связующее для литейного производства, включающее металлургическую пыль-отход произ- водства при выплавке чугуна и стали fO,0-85,0% и ортофосфорную кислоту 5 15,0-60,0 3.
Это связующее имеет сЛеду1Эщие технологические характеристики: живучесть (длительность схватывания) 2,0-20,0 мин; прочность при сжатии кгс/см после отверждения при 20 С через 2k ч 2,0; огнеупорность 13350-1550°С; термостойкость -7 воздушных теплосмен.
15 Оно тйкже может быть использовано и в смеси, когда содержит огнеупорный наполнитель (.кварцевый песок) 80,0-95,0 и остальное до 100% связующее.
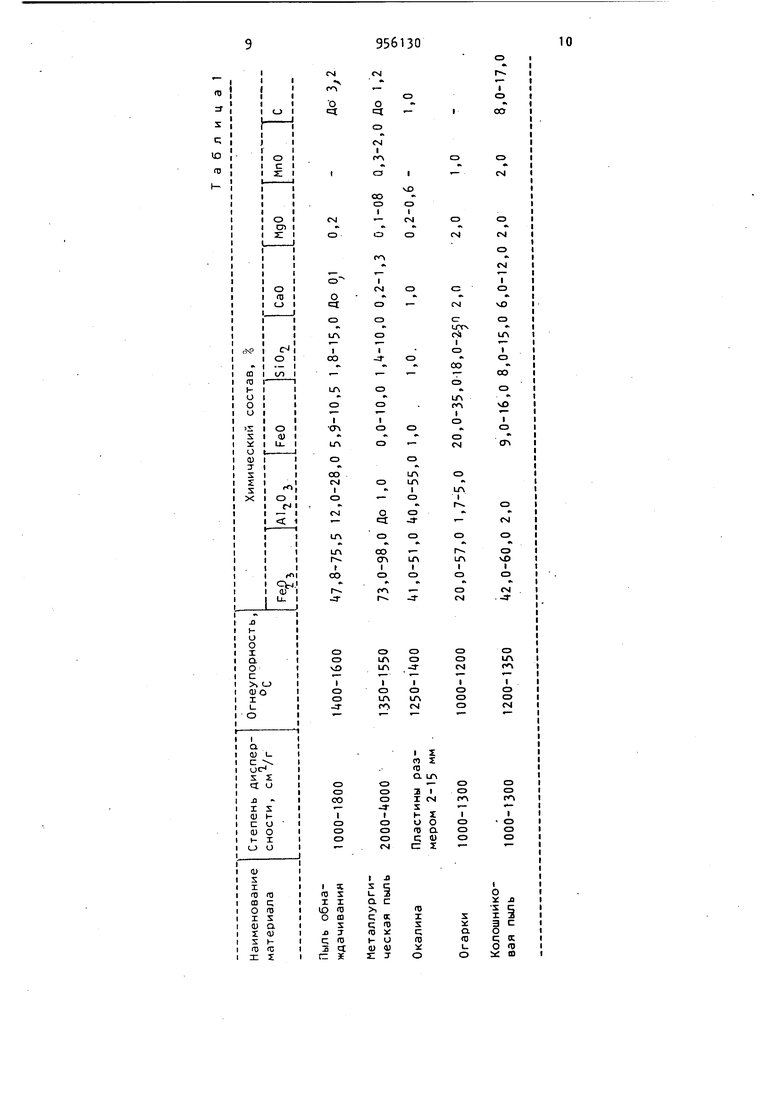
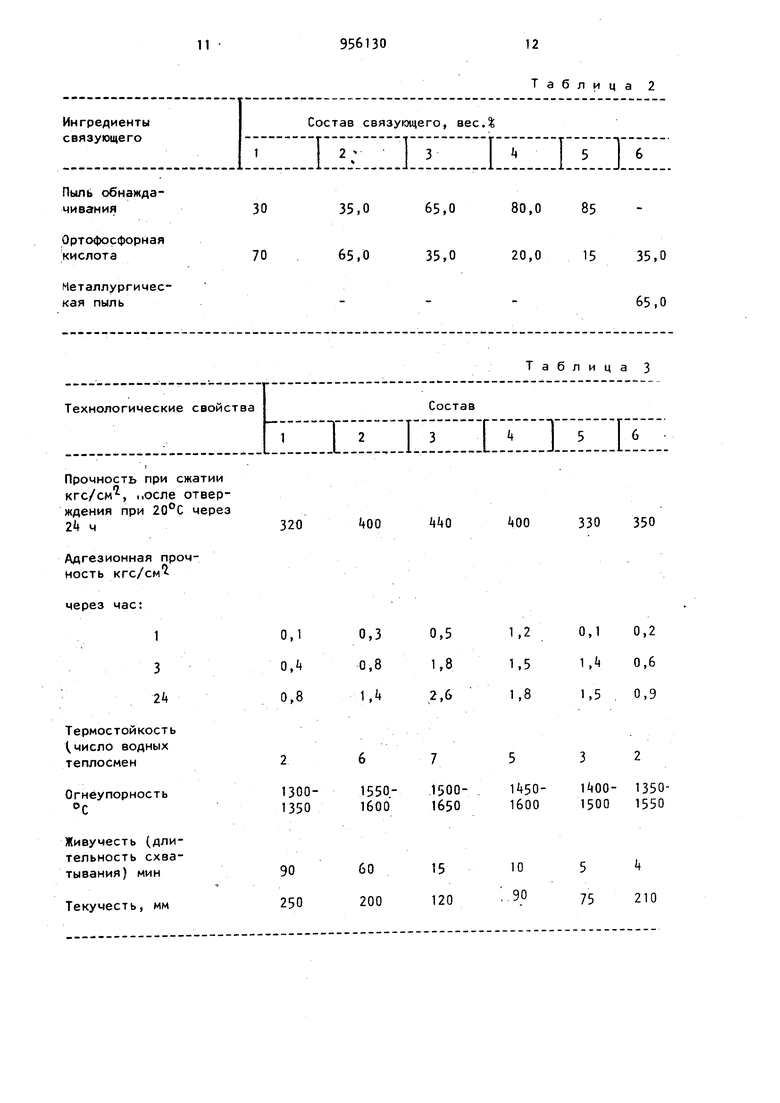
Связующее обеспечивает смеси следующие технологические свойства: живу. честь 7,0-15,0 мин; газопроницаемость 100-300 ед., осыпаемость О,,0, 3 прочность при сжатии, кгс/см в момент уплотнения 0,05-0,15 через 1 0,8-2,0; 4 ч 8,0; 2 ч 2,0; термо стойкость 1-3 воздушных теплосмен. Данное связующее имеет среднюю огнеупорность, невысокую термостой кость в 4MctOM виде и низкую термо стойкость в смеси, а также низкую начальную в момент уплотнения (сыру прочность в смеси. Кроме того, для улавливания плавильной пыли необход мо иметь специальное устройство эксгаустер, которого многие заводы еще не имеют. Это сдерживает применение плавильной пыли в качестве ос новы связующих для литейного производства. Целью изобретения является повыш ние огнеупорности, термостойкости, прочности, снижение себестоимости смеси. Для этого холоднотвердеющее свя зующее для литейного производства, включающее окислы железа и ортофосфорную кислоту, в качестве окис лов железа содержит пыль обнаждачив ния отливок при следующем соотношении ингредиентов вес.: Пыль обнаждачивания35-30Ортофосфорная кислотаПыль обнаждачивания отливок имеет следующим состав, вес.: Окислы железа 33)7-86,0 Окислы алюминия12,0-28,0 Окислы кремния1,8-15 Окислы кальция 0,01-0,1 Окислы магния Остальное Используется пыль обнаждачивания стальных и чугунных отливок. Пыль обнаждачивания - неорганический, недефицитный материал, явля ющийся отходами производства, образующимися в значительном количестве (до 50 т при обнаждачивании 20-30 тыс. тонн стальных и чугунных отливок ), которые выбрасываются в настоящее время в отвал. Пыль обнаждачивания магнита, основным веществом ее является сочета ние окислов , AlO, табл. 1 приведены аналитическ данные пыли обнаждамивания и других материалов. Из данных табл.1 следует, что пыль обнаждачивания в отличие от других известных аналогичнь1х материалов содержит в десятки раз больше окиси, алюминия. Например, наибольшее количество окиси алюминия содержится в огарках 5,0% в металлургической пыли менее 1,0, а в пыли обнаждачивания 12,0-28,0. Указанное отличие является существенным, так как такого сочетания с высоким содержанием РеоО, с Al-jOi как в пыли обиаждачивания нет не только в перечисленных материалах (табл. и, но и в применяемых в настоящее время в промышленности, любых огнеупоров. Как следует из табл.1, пыль обнаждачивания содержит в небольших количествах инертные окислы, элементы и вредный для твердения окисел СаО до 0,U. Ортофосфорная кислота по ГОСТ 10678-76 представляет собой полимерное соединение Y , где отношение Н,0 /РчО изменяется от О до 3. Для приготовления предлагаемого связующего рекомендуется 50-851-ная Ортофосфорная кислота как термическая, так и экстракционная. При смешивании пыли обнаждачивания с ортофосфорной кислотой происходит кислотно-основное взаимодейстAlrj O с вие окислов РелОт, В результате такого взаимодей ствия происходит гидролиз с образованием двойного электрического слоя, обеспечивающего повышение прочности связующего как в чистом виде, так и в смеси в момент их срормования (начальная или сырая прочность). Дальнейшее повышение прочности уже обеспечивается интенсивным взаимодействием J и FeO с , оставшейся в несвязанном состоянии, в результате чего возникают, растут и срастаются гидроферрифосфаты общего состава , m и FeO -n PnOc m HftO, где пит соответственно количество молекул и НпО . Не исключена возможность взаимодействия Ре. FeO с гидроалюмофосфатами, что также способствует повышению прочности связующего во время его холодного твердения. В пыли обнаждачивания, кроме FerjO, FeO, AloO, содержится и S i On в количестве твердения. При нагревании затвердевшего связукнцего, например в процессе его службы в различных те ловых агрегатах, .вследствие полного структурного соответствия между SiO и- AlPO, а также FePO образуется монолитная структура с высокими эксплу атационными свойствами. Такое структурное соответствие следует из сравнения суммы радиусов Р и А1Р04 0, с суммой радиусов 251, имеющих Q,8k°l. Образующийся при этом AlPO. имеет температуру плавления свыше 2000 С, который главным образом и кристаллизуется при данном составе связующего. Данные обстоятельства и обеспечивают более высокую огнеупорность, те мостойкость и прочность предлагаемог связующего по сравнению с известными аналогичными связующими. Холоднотвердеющее связующее для литейного производства в соответствии с изобретением может быть исполь зовано как в чистом виде, так и в смеси. Для получения предлагаемого связующего в чистом виде были приготовлены составы, отличающиеся друг от друга содержанием пыли обнаждачивания. . Каждый состав приготовлялся в открытой емкости путем смешивания пыли .обнаждачивания с ортофосфорной кислотой. Полнота смешивания контролировалась визуально до получения одинакового состава по цвету. Образцы для испытаний прочности при сжатии получали путем заполнения металлических разборных гильз. {гиль зы имели стандартные размеры: диаметр 50 мм и высоту 50 мм), а также специальных емкостей для прибора Ви (живучесть связующего), конусов для определения огнеупорности и текучес ти связующего. Адгезионная прочност связующего определялась путем нанесения его на стальные пластины с по ледующим их соединением друг с дру гом. По истечении заданного времени выдержки пластины отрывались друг от друга на стандартных приборах. Вследствие высокой термостойкости заявляемого связующего число теплосмен, характеризующее термостойкость, определялось не в воздушной среде, а в водной путем нагрева образца до 1000°С с последующим охлаж дением в воде с температурой 1215°С и определением до потери веса бра.зца, равного 30. Составы связующего приведены в абл.2. Технологические характеристики связующего приведены в табл.3. Как следует из табл. 2 и 3 огнеупорность, термостойкость ипрочность предлагаемого связующего при оптимальном содержании пыли обнаждачивания (составы 3-5 значительно превышают те же величины известного связующего (состав 6. Оптимальное содержание пыли обнаждачивания в связующем составляет 35/80. Уменьшение количества пыли обнаждачивания ниже оптимальной величины (состав 1 увеличивает живучесть и текучесть с одновременным снижением скорости твердения, прочности и термостойкости связующего что отрицательно влияет на темп получения из него качественных изделий. Повышение же содержания пыли обнаждачивания в связующем сверх установленного оптимального количества (состав 5 ) значительно снижает живучесть, текучесть до величины, когда применение его в промышленных условиях становится затруднительным. 3 табл. Ц и 5 приведены составы и свойства смесей со связующим по изобретению и с известным связующим. В качестве наполнителя исполь.зовался кварцевый песок. Каждый состав приготовлялся отдельно в лопастной мешалке путем смешивания огнеупорного наполнителя с пылью обнаждачивания и ортофосфорной кислотой. Полнота смешивания контролировалась визуально до получения одинаковой по цвету массы. Образцы для испытаний получали путем трехкратного уплотнения, смеси в стандартных гильзах на лабораторном копре. Образцы имели стандартные размеры: диаметр 50 мм, высоту 50 мм. Живучесть,- огнеупорность определялись аналогично, как и в случае испытаний свойств связующего в чистом виде.Термостойкость смеси контроливалась по изменению до 30 веса образца после его нагрева и его охлаждения на воздухе до 15-20°С. Выбиваемость оценивалась путем определения прочности при сжатии образцов после их нагре ва и выдержки в течение 2 ч при
7
. Осыпаемость, газопроницае мость и остаточная влажность определялись на стандартных приборах и образцах. ,
Как следует из табл. и 5, живучесть, термостойкость огнеупорность и прочность смеси со связующим по изобретению (состав 1 ) значительно превышают те же величины смеси известным связу1Э1ДИм (состав 2
Вместе с тем, выбиваемость смеси со связующим по изобретению лучше, чем смеси на основе известного связующего. Это объясняется тем, что при изготовлении форм и стержней из смеси на основе заявляемого связующего, а затем заливке их жидким металлом не происходит ее спекания из-за недостаточной температуры прорева и времени выдержки.
Из данных табл..4 и 5 также следует, что при равном содержании свя308
зующего в смеси остаточная влажность и осыпаемость ниже у смеси со связующим по изобретению, чем у известной.. Более вязкая влажность связана с меньшим расходом ортофосфорной кислоты на приготовление связующего ( у предлагаемого kQ%, у известного 50%). Более низкая осыпаемость смеси связана с образованием большого количества алюмофосфатов, обладающих более высокой адгезионной прочностью, чем у феррифосфатов, которые и центрируют зерна кварцевого песка, препятствуя тем самым их осыпаемости.
Применение связующего по изобретению в сравнении с известными приведет к повышению качества и снижению стоимости отливок за счет уменьшения расхода ортофосфорной кислоты на приготовление связующего.
Таблица 2



| название | год | авторы | номер документа |
|---|---|---|---|
| Холоднотвердеющее связующее для изготовления литейных стержней и форм,а также огнеупорных изделий | 1981 |
|
SU959888A1 |
| Связующее для изготовления литейных стержней,форм и футеровочных масс | 1983 |
|
SU1091978A1 |
| Связующее для литейного производства | 1979 |
|
SU865476A1 |
| ХОЛОДНОТВЕРДЕЮЩАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 1991 |
|
RU2022678C1 |
| Смесь для изготовления литейных керамических форм и стержней | 1982 |
|
SU1033255A1 |
| Самотвердеющая смесь | 1981 |
|
SU1002080A1 |
| Холоднотвердеющая смесь для изготовления литейных форм и стержней | 1983 |
|
SU1156805A1 |
| Самотвердеющее связующее | 1981 |
|
SU952407A1 |
| Холоднотвердеющая смесь для изготовления литейных форм и стержней | 1984 |
|
SU1168313A1 |
| Холоднотвердеющая смесь для изготовления литейных форм и стержней | 1984 |
|
SU1238879A1 |
Пыль обнажда35,0 чивэния Ортофосфорная 65,0 кислота Неталлургическая пыль
Прочность при сжатии кгс/см, ..осле отверждения при через ч
Адгезионная прочность кгс/см
через час:
Термостойкость число водных теплосмеи
Огнеупорность С
тывания) мин Текучесть, мм
00
kkQ
330 350 65,0 80,0 85 35,0 20,0 15 35,0 Ингредиент Связующее по изобрет ( пыли обнаждачив и , ортофосфорной лоты) . Связующее известное (50% металлургическо пыли и 5С% ортофосфо ной кислоты) Кварцевый песок Технологические свойства ОсыпаемостьД при продолжительности твердения, равной ,4 Остаточная влажность Термостойкость, число воздушных теплосмен Огнеупорность,с Быбиваемость кгс/см, после прогрева смеси при IZOO C в течение Прочность при сжатии кгс/см -, после трехкратного уплотнения смеси на копре (сырая или начальная прочность) Прочность смеси при сжатии, кгс/см через час Живучесть (продолжительность формообразования), мин Таблица k держание, вес.% Состав :i::::: :::::i::: .12,0 -12,0 88,0 88,0 Таблица 5 Состав :::::::::i:::: z::::: 0,10,2 2,3 . 3«0 53 1б501550 . Формула изобретения 1. Холоднотвердеющее связующее для литейного производства, включающее окислы железа и ортофосфорную кислоту.отличающееся тем, что, с целью повышения огнеупорности, термостойкости, прочности и снижения себестоимости смеси, в качестве окислов железа холоднотвердеющее связующее содержит пыль обнаждэчивания отливок при следующем соотношении игредиеитов, вес.|: Пыль обнаждачива35,0-80,0 ния отЛивок Ортофосфорная 20,0-65,0 кислота 956130 ч жд со $ 10 пр № 15 № по кл 16 2. Связующее по п.1, о т л и ающееся тем, что пыль обнаачивания отливок имеет следующим став, весД: Окислы железа 53,7-86,0 Окислы алюминия 12,0-28,0 Окислы кремния 1,8-15,0 Окислы кальция 0,01-0,1 Окислы магния Остальное Источники информации, инятые во внимание при экспертизе 1.Авторское свидетельство СССР +77135, кл. С Qi В 31/20, 1972. 2.Авторское свидетельство СССР , кл. С 0 В 7/26, 1972. 3.Авторское свидетельство СССР заявке № 283626 4/22-02, . В 22 С 1/00, С 04 В 29/02, 1980.
