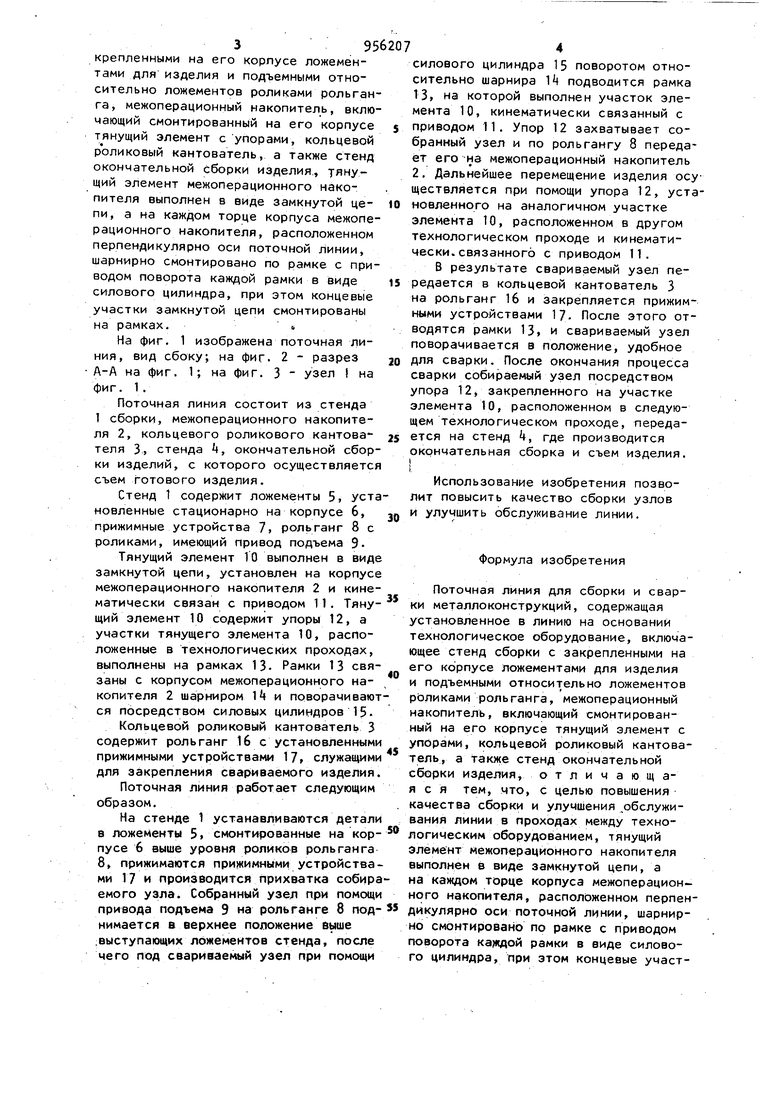
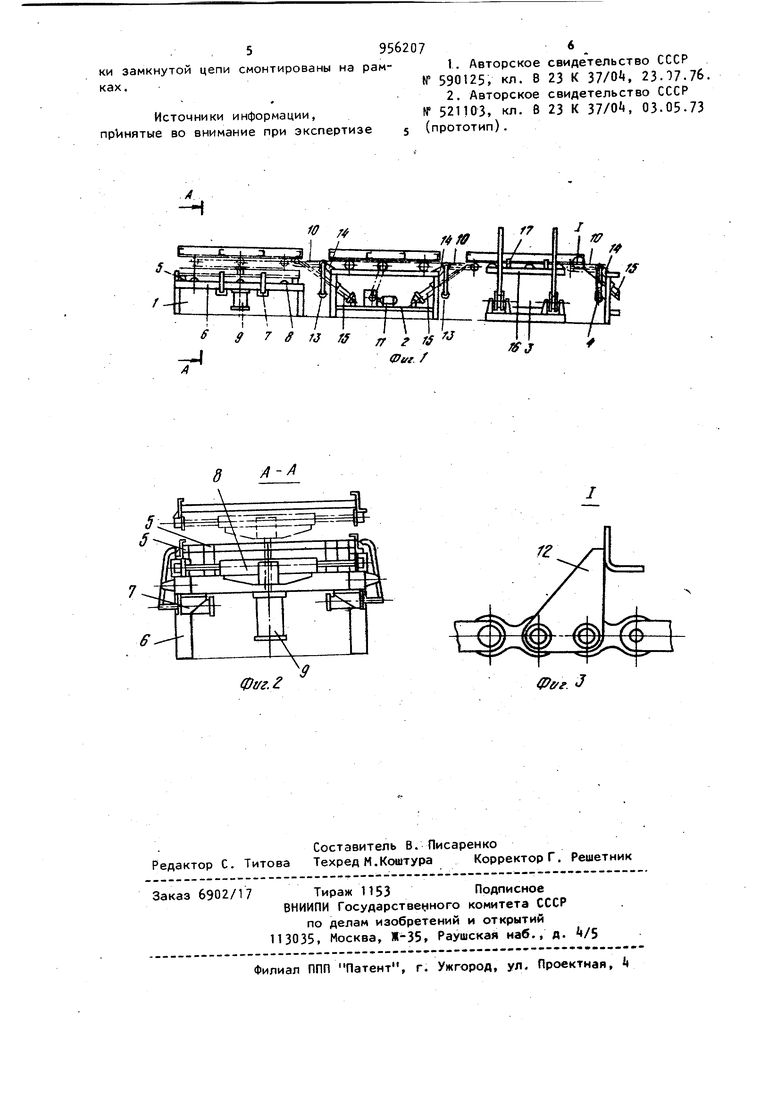
3956 крепленными на его корпусе ложементами для изделия и подъемными относительно ложементов роликами рольганга, межоперационный накопитель, включающий смонтированный на его корпусе т янущий элемент с упорами, кольцевой роликовый кантователь, а также стенд окончательной сборки изделия., тянущий элемент межоперационного накопителя выполнен в еиде замкнутой цепи, а на каждом торце корпуса межоперационного накопителя, расположенном перпендикулярно оси поточной Линии, шарн1 рно смонтировано по рамке с приводом поворота каждой рамки в виде силового цилиндра, при этом концевые участки замкнутой цепи смонтированы на рамках.. На фиг. 1 изображена поточная линия, вид сбоку; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 узел { на фиг. 1. Поточная линия состоит из стенда 1 сборки, межоперационного накопителя 2, кольцевого роликового кантователя 3, стенда 4, окончательной сборки изделий, с которого осуществляется съем готового изделия. Стенд 1 содержит ложементы 5, уста новленные стационарно на корпусе 6, прижимные устройства 7, рольганг 8 с роликами, имеющий привод подъема 9. Тянущий элемент 10 выполнен в виде замкнутой цепи, установлен на корпусе межоперационного накопителя 2 и кинематически связан с приводом 11. Тянущий элемент 10 содержит упоры 12, а участки тянущего элемента 10, расположенные в технологических проходах, выполнены на рамках 13. Рамки 13 связаны с корпусом межоперационного накопителя 2 шарниром 14 и поворачивают ся посредством сихювых цилиндров 15. Кольцевой роликовый кантователь 3 содержит рольганг 16 с установленными прижимными устройствами 17, служащими для закрепления свариваемого изделия Поточная линия работает следующим образом. На стенде 1 устанавливаются детали в ложементы 5, смонтированные на кор пусе 6 выше уровня роликов рольганга 8, прижимаются прижимными устройства ми 17 и производится прихватка собира емого узла. Собранный узел при помощи привода подъема 9 на рольганге 8 поднимается в верхнее положение выше :выступаю1цих ложементов стенда, после чего под свариваемый узел при помощи СИЛОВОГО цилиндра 15 поворотом относительно шарнира подводится рамка 13, на которой выполнен участок элемента Ю, кинематически связанный с приводом 11. Упор 12 захватывает собранный узел и по рольгангу 8 передает его на межоперационный накопитель 2. Дальнейшее перемещение изделия осуществляется при помощи упора 12, установленного на аналогичном участке элемента 10, расположенном в другом технологическом проходе и кинематически, связанного с приводом 11. В результате свариваемый узел передается в кольцевой кантователь 3 на рольганг 16 и закрепляется прижимными устройствами 17. После этого отводятся рамки 13, и свариваемый узел поворачивается в положение, удобное для сварки. После окончания процесса сварки собираемый узел посредством упора 12, закрепленного на участке элемента 10, расположенном в следующем технологическом проходе, передается на стенд k, где производится окончательная сборка и съем изделия. . Использование изобретения позволит повысить качество сборки узлов и улучшить обслуживание линии. Формула изобретения Поточная линия для сборки и сварки металлоконструкций, содержащая установленное в линию на оснований технологическое оборудование, включающее стенд сборки с закрепленными на его корпусе ложементами для изделия и подъемными относительно ложементов роликами рольганга, межоперационный накопитель, включающий смонтированный на его корпусе тянущий элемент с упорами, кольцевой роликовый кантователь, а также стенд окончательной сборки изделия, отличающаяся тем, что, с целью повышения качества сборки и улучшения обслуживания линии в проходах между технологическим оборудованием, тянущий элемент межоперационного накопителя выполнен в виде замкнутой цепи, а на каждом торце корпуса межоперационнрго накопителя, расположенном перпендикулярно оси поточной линии, шарнирНС смонтировано по рамке с приводом поворота ка)«дой рамки в виде силового цилиндра, при этом концевые участ59562076 ,
ки замкнутой цепи смонтированы на рам-1. Авторское свидетельство СССР
ках.№ 590125, кл. В 23 К 37/01, 23.07-76,
Источники информации,№ 521103, кл. В 23 К 37/04, 03.05-73
npViHHTbte во внимание при экспертизе s (прототип).
2. Авторское свидетельство СССР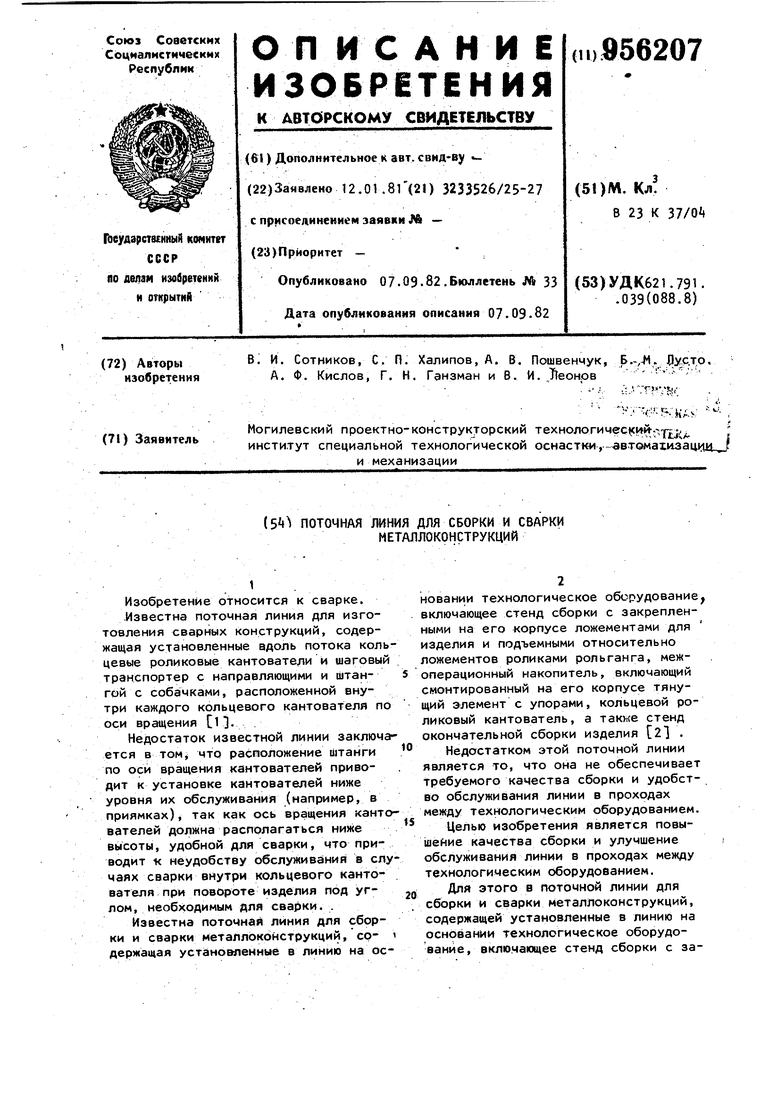
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия для изготовления пространственных сварных конструкций | 1978 |
|
SU770714A1 |
| Поточная линия для изготовления сварных конструкций | 1978 |
|
SU770715A1 |
| Поточная линия для сборки и сварки листов в полотнища | 1976 |
|
SU647090A1 |
| Поточная линия для сборки и сварки плоскостных ферм | 1977 |
|
SU749606A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1976 |
|
SU656788A1 |
| Поточная линия для изготовления сварных изделий | 1981 |
|
SU998067A1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1975 |
|
SU919842A1 |
| Поточная линия для изготовления сварочных конструкций | 1974 |
|
SU524653A1 |
10 /
Фг/г.
