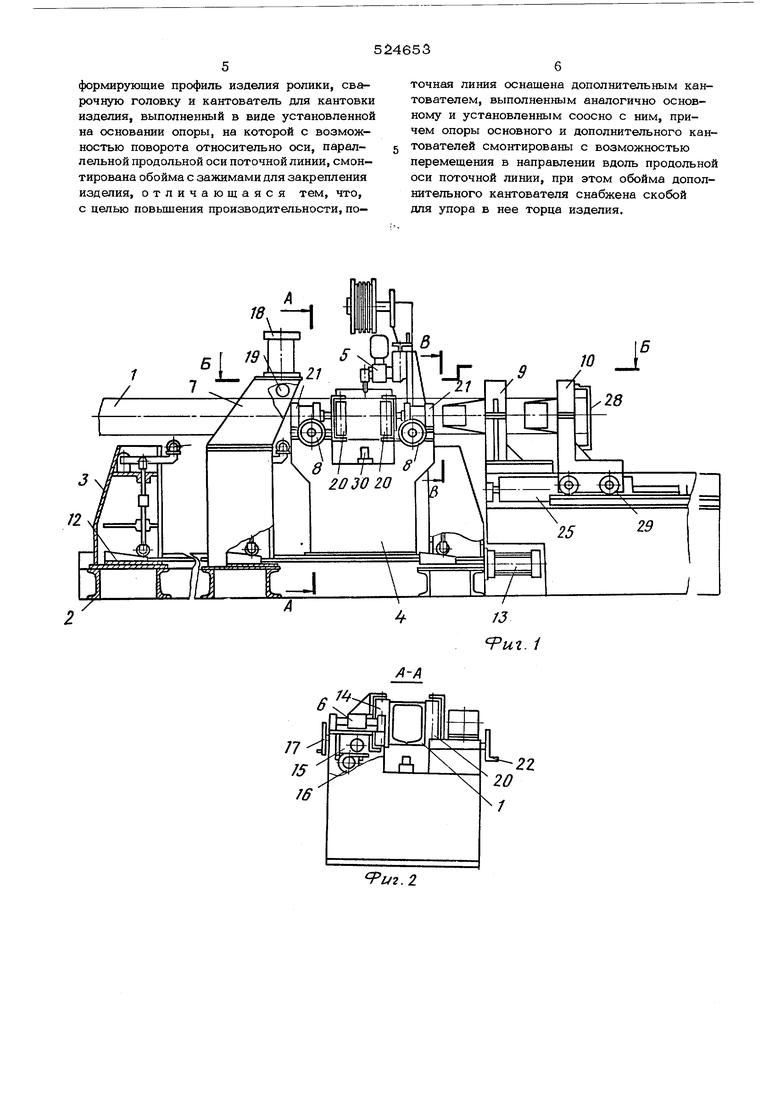
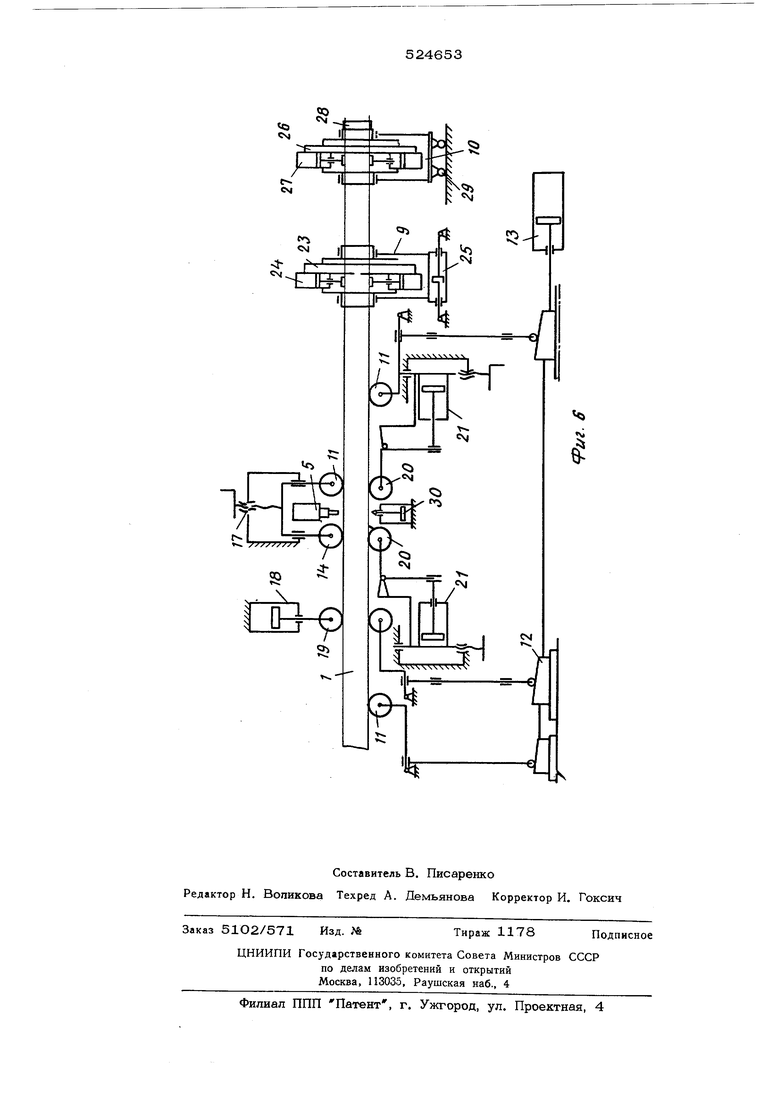
16 и подачи винт-гайка 17 для настройки механизма на определенный типоразмер балк Механизм поджима 7 состоит из силового цилиндра 18 и прижимного ролика 19 и служит для поджима балок 1 сверху к роликам 11, из которых сваривается балка. Механизм поджима 8 состоит из роликов 20, силовых цилиндров 21 и передачи винт-гайка 22. Механизмы поджима служат для поджима швеллеров к тянущим роликам 14. Наличие роликов 11, 14, 19 и 20 и их взаимное расположение обеспечивают сборку и сварку балки без предварительной прихватки, так как ролики прижимают элементы балки (два швеллера) друг к другу, фиксируют их и двигают к сварочной головки для сварки. Кантователь 9 может быть выполнен в виде кольцевого кантователя, на вращающей ся обойме 23 которого установлены прижимы 24. Перемещение кантователя осуществляется силовым цилиндром 25. Кантователь 10 также может быть выполнен в виде кольцевого кантователя, на вращающейся обойме 26 которого установлены прижимы 27 и скоба 28. Кантователь снабжен неприводными роликами 29 для его перемещения вдоль основания 2. Предлагаемая поточная линия работает следующим образом. В начале работы кантователи 9 и 1О находятся в крайнем левом положении. Ролики 11 рольганга 3 при помощи клиновых механизмов 12 и силового цилиндра 13 устанавливаются на типоразмер балки. Тянущие ролики 14 механизма подачи 6 и поджимные ролики 2О механизма поджима 8 также настраиваются на типоразмер балки. Подъемными средствами заготовки балки (два щвеллера) ставят на ролики 11 рольганга 3 и подают до упора 30, выполненного на тумбе 4. Включением кнопки зажим изделия обес печивается последовательное срабатывание м ханизма поджима 8, который прижимает роликами 20 заготовки балки (два швеллера)к тянущим роликам 14, и механизма поджима 7, поджимающего заготовки балки с помощью роликов 19 к роликам рольганга 3. Перед включением линии на автоматический режим сварки упор 30 убирается. Нажатием кнопки сварка осуществляется сварка верхнего стыка балки. Включается электродвигатель 16, и через редуктор 15 вращение передается роликам 1 При этом заготовки балки начинают двигаться под сварочной головкой и производится сварка. Конец балки проходит через кольцо кантователя 9, затем через кольцо кантователя 10 и, упираясь в скобу 28, сдвигает кантователь 10 вправо, при этом прижимы 27 автоматически зажимают балку. Кантователь 10 продолжает двигаться вместе с балкой 1 до окончания сварки первого шва. По окончании сварки механизм поджима 7 автоматически отключается, при этом балка одним концом лежит на последнем ролике 11 рольганга, а другой конец ее продолжает удерживать прижимы 27. Автоматически включаются прижимы 24 кантователя 9 и зажимают балку с конца, лежащего на последнем ролике рольганга, включается силовой цилиндр 25 и начинает перемещаться кантователь 9, а вместе с ним и балка 1 и кантователь 1О, при этом балка выводится из зоны сварки и съезжает с роликов 11 рольганга. Кантователь 9, дойдя до конечного выключателя, отключает силовой цилиндр 25 и включает механизм кантовки (на чертеже не обозначен) кантователя 9, После этого происходит кантовка балки на 18О . Затем автоматически включается силовой цилиндр 25 и кантователь 9 начинает перемещаться в обратную сторону, а вместе с ним кантователь 10 вводят конец балки в зону сварки и укладывают на ролики 11. Прижимы 24 и силовой цилиндр 25 отключаются, кантователь 9 останавливается, включается механизм поджима 8, электродвигатель 16 и одновременно опускается сварочная головка 5. Начинается сварка второго щва, при этом балка с кантователем 1О перемещаются справа налево. При подходе кантователя Ю к исходному положению прижимы 27 отключаются и кантователь 10 останавливается, но балка Iпродолжает перемещаться дальше под действием вращающихся роликов 14. Происходит сварка второго шва балки. При прохождении концом балки 1 механизма поджима 7 включается силовой цилиндр 18, и роликом 19 балка прижимается к роликам IIрольганга 3. После окончания сварки автоматически все механизмы отключаются и балка роликами 11 рольганга 3 выводится в начальное положение и снимается с рольанга 3. Формула изобретения Поточная линия для изготовления сварых конструкций, преимущественно балок оробчатого сечения, содержащая смонтироанные на основании тянущие и поджимные
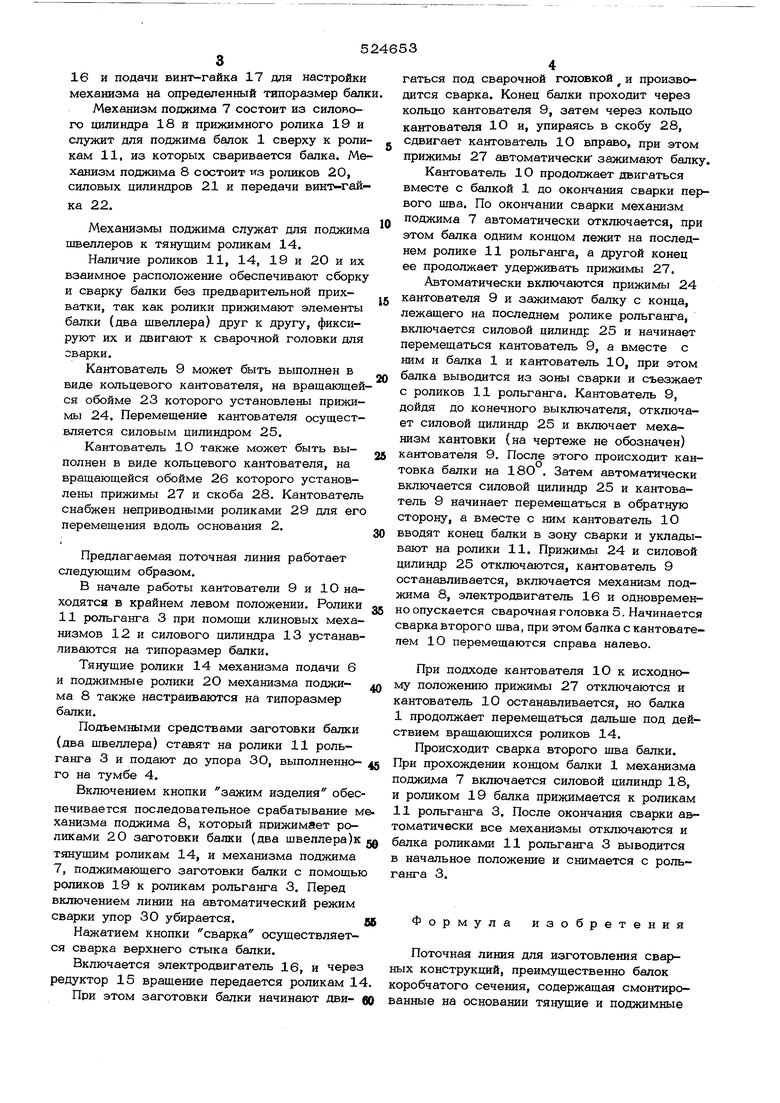
формирующие профиль изделия ролики, сварочную головку и кантователь для кантовки изделия, выполненный в виде установленной на основании опоры, на которой с возможностью поворота относительно оси, параллельной продольной оси поточной линии, смонтирована обойма с зажимами для закрепления изделия, отличающаяся тем, что, с целью повьш1ения производительности, поточная линия оснащена дополнительным кантователем, выполненным аналогично основному и установленным соосно с ним, причем опоры основного и дополнительного кантователей смонтированы с возможностью перемещения в направлении вдоль продольной оси поточной линии, при этом обойма дополнительного кантователя снабжена скобой для упора в нее торца изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления сварных конструкций | 1976 |
|
SU654374A2 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия для сборки и сварки листов в полотнища | 1976 |
|
SU647090A1 |
| Установка для сборки и сварки балок с вырезами в стенке из двух полубалок | 1983 |
|
SU1140921A1 |
| Установка для сварки изделий | 1989 |
|
SU1794616A1 |
| Автоматизированная поточная линия для сборки и сварки колес из двух заготовок | 1981 |
|
SU1229000A1 |
| Стенд для сборки под сварку изделий | 1990 |
|
SU1775259A1 |
| Автоматизированная линия для сварки балок коробчатого сечения | 1988 |
|
SU1618559A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1979 |
|
SU863275A1 |
| Устройство для сборки и автоматической дуговой сварки под флюсом стыковых швов изделий | 1982 |
|
SU1147543A1 |
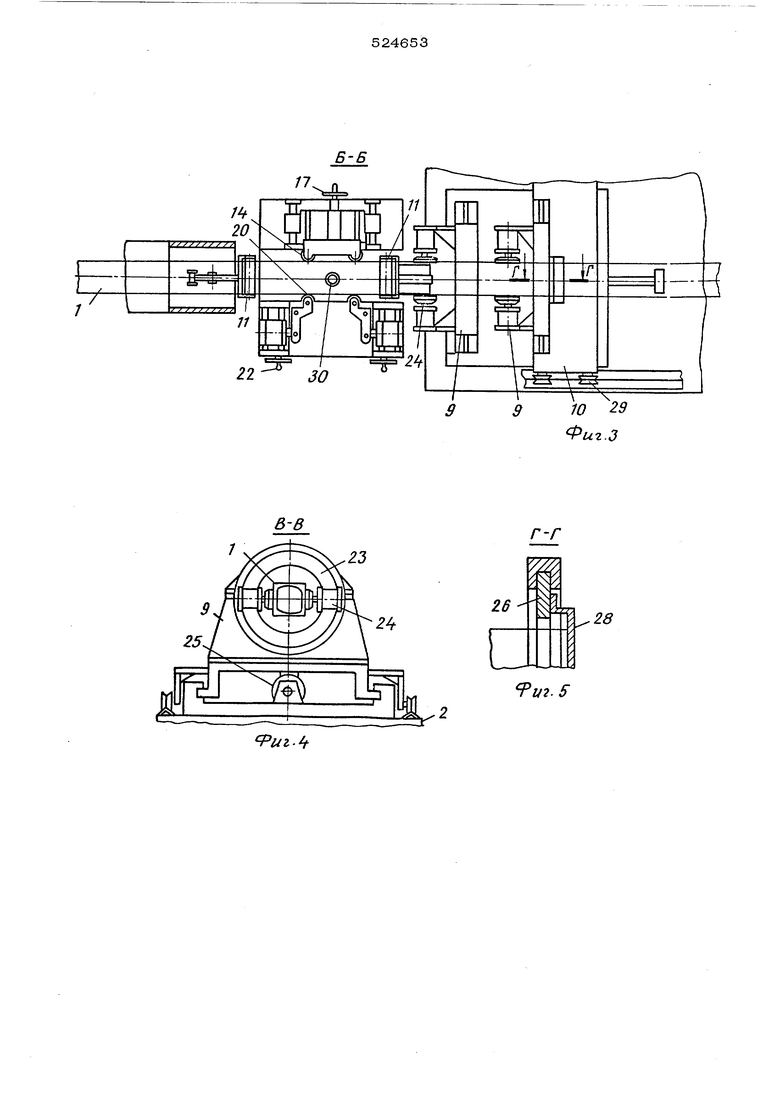
в-в
.
Фиг.З
Г-Г
28
.5
