Известны закрытые штампы для безоблойной штамповки на молотах различных заготовок, имеющих форму тел вращения или близких к этой форме.
Описываемый штамп отличается от известных тем, что для безоблойной штамповки на молотах замок у штампа образован выступающей боковой поверхностью нижней половины штампа, имеющей небольшой уклон. Выступающие части штампуемой заготовки расположены в верхней половине штампа, тогда как в закрытых штампах для прессов они находятся в нижней половине. Это обеспечивает легкий выход заготовки из штампа без применения выталкивающих устройств и получение качественных штамповок без облоя.
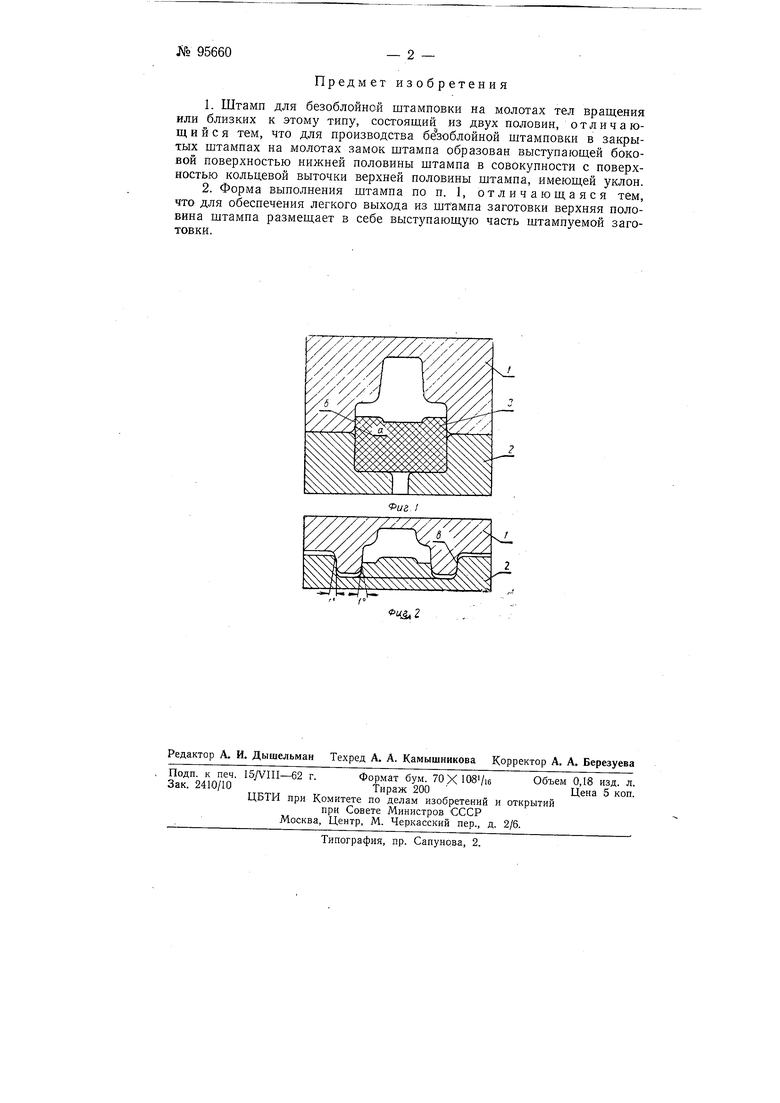
На фиг. 1 изображен штамп для безоблойной штамповки на молотах в разрезе; на фиг. 2 - штамп для штамповки шестерни в разрезе.
Штамп для безоблойной штамповки на молотах состоит из верхней / и нижней 2 половин с выступающей частью 3. Неглубокая полость для заготовки расположена в нижней половине штампа, а глубокая полость - в верхней половине. Такое размещение заготовки облегчает штамповку и извлечение поковки из ручья, а также позволяет делать меньший штамповочный уклон в верхней половине.
Замок штампа образует боковая поверхность а выступающей части 3 в совокупности с боковой поверхностью б выточки верхнейполовины / штампа с уклоном, равным 1°.
По схеме (фиг. 1) изготовляются штампы, предназначенные для молотов с регулирующими приспособлениями, находящихся в хорошем состоянии. В тех случаях, когда оборудование не отвечает этим условиям, в щтампе делают контрзамок в (фиг. 2), с целью исключения возможности скалывания кромки выступающей нижней части штампа при штамповке. В штампах с контрзамками высота выступающей части нижней половины штампа не должна превыщать i/s высоты замка.
Предмет изобретения
1.Штамп для безоблойной штамповки на молотах тел вращения или близких к этому типу, состоящий из двух половин, отличающийся тем, что для производства беЪоблойной штамповки в закрытых штампах на молотах замок штампа образован выступающей боковой поверхностью нижней половины штампа в совокупности с поверхностью кольцевой выточки верхней половины штампа, имеющей уклон.
2.Форма выполнения штампа по п. 1, отличающаяся тем, что для обеспечения легкого выхода из штампа заготовки верхняя половина штампа размещает в себе выступающую часть штампуемой заготовки.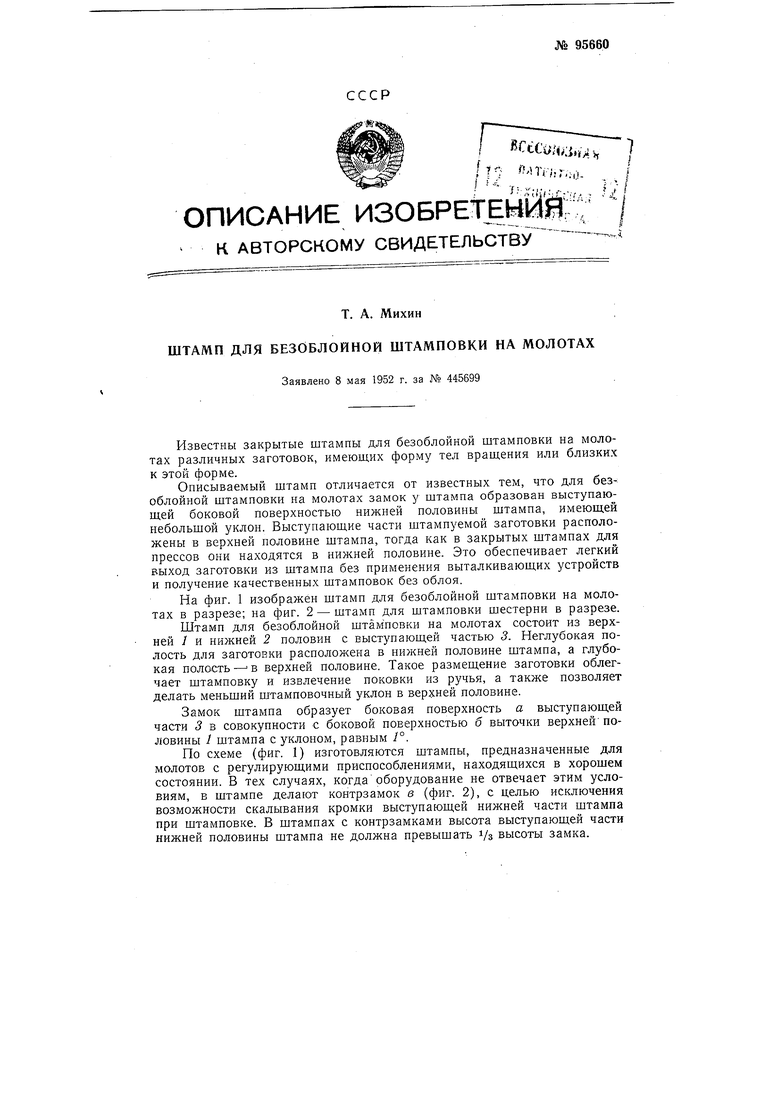
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ЗАКРЫТОЙ ШТАМПОВКИ | 2005 |
|
RU2294812C1 |
| ШТАМП ДЛЯ ЗАКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 2010 |
|
RU2447966C2 |
| Штамп для объемной штамповки изделий со сквозными отверстиями | 1977 |
|
SU727302A1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ МЕЛЮЩИХ ШАРОВ И ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ШТАМПОВКИ СТАЛЬНЫХ МЕЛЮЩИХ ШАРОВ | 2011 |
|
RU2465978C1 |
| Штамп для закрытой объемной штамповки | 1988 |
|
SU1602601A1 |
| ШТАМП ДЛЯ ЗАКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2019357C1 |
| Штамп для получения изделий типа глубоких стаканов | 1977 |
|
SU733841A1 |
| Штамп для объемной штамповки | 1973 |
|
SU593799A1 |
| ГОРЯЧЕШТАМПОВОЧНЫЙ ПРЕСС ТРОЙНОГО ДЕЙСТВИЯ | 2009 |
|
RU2411102C1 |
| Штамп для безооблойной объемной штамповки | 1989 |
|
SU1731391A2 |