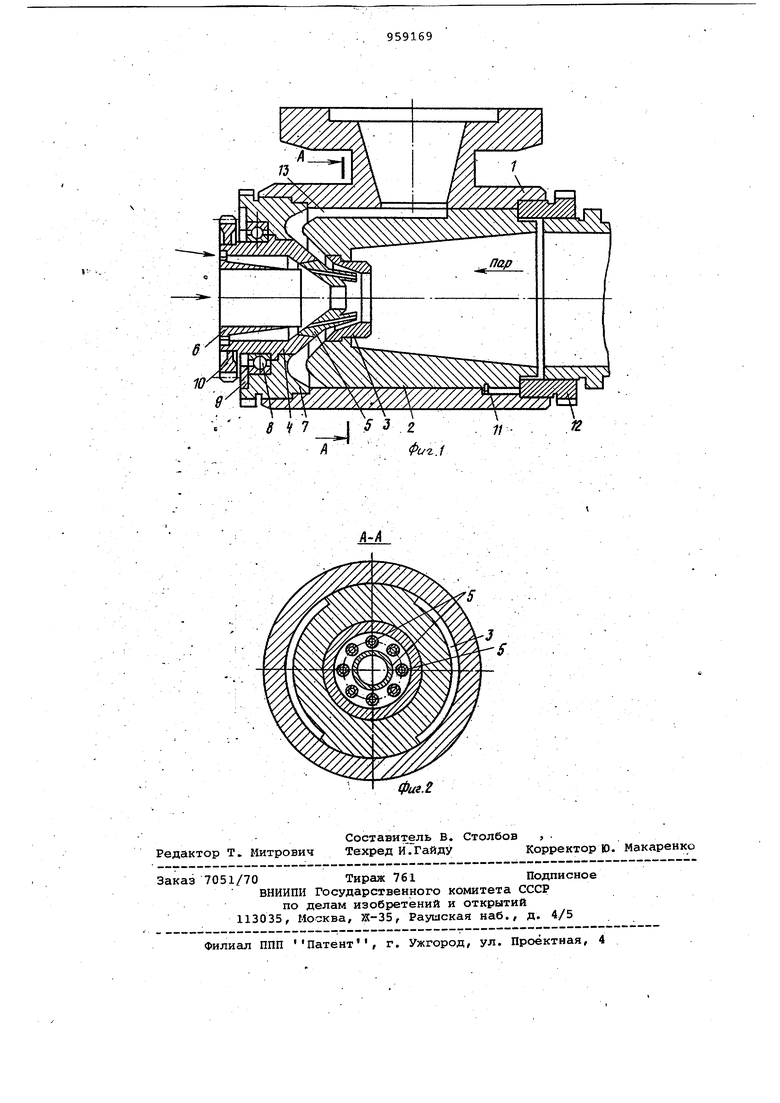
шипника 8 и крышки,9.На торцевой части дрраодержателя 4 жестко .закреплена приводная шестерня 10,-свя занная: с реверсивным редуктором. Матрицедержатель 2 имеет возможност осевого перемещения посредством шпо ки 11 и гайки 12, а в его теле имеюся распределительные каналы 13, плано переходящие в кольцевой зазор.
Головка работает следующим образом.
Через комическое входное отверстие в корпусе 1 термопластичный ма: териал по распределительным 13 матрицедержателя 2 движется встре.чно движению заготовки кабеля и, попадая в кольцевой зазор, образованный проставкой 7 и дорнодёрзАателем 4, с одной стороны распадается на две части,. Одна .часть потока мат ераала проходит между выступами дорна 5 непосредственно на кабельную заготовку, а другая часть потока движется поверх выступов и, облегая армирующие, элементы, прохо- дящие через отверстия в выступах и распределительной розетке 6, завершает формирование оболочки. При вращении дорнодержателя 4 с дорном 5 поср.едством узла вращения, представляющего собой подшипник качения,8, закрепленный крышкой 9 и приводимый в движение шестерней 1.0 , армирующие элементы, заправленные в отверстия розетки и проходящие через отверстия в выступах дорна в зоне формирования оболочки, накладываются волнообразно и оказываются в центре ее. При вращении дорна 5 с помощью выступов происходит дополнительное перемешивание материала..
Конус распределительной розетки б приближен вплотную к входным .
отверстиям дорна 5 для того, чтобы исключить захват армирующих элементов заготовкой кабеля -в момент смены направления вращения дорна.
Формула изобретения
Головка экструдера для изготовления армированных оболрчек, преимущественно для кабелей/ содержащая Дорн с дорнодержателем, в теле которого выполнены отверстия для прохода упрочняющих элементов, мiaтpицy с матрицедержателем, фтличающ аЯ с я тем, что, С целью повышения механической прбчности оболочек в поперечном направлении при снжении трудоемкости зайравки армирующих элементов, головка дополнительно снабжена распределительной розеткой.,, выполненной в виде конуса с фланцем, имеющим отверстия, расположенные по окружности, и жестко закрепленной на входном конце дорнодержателя, на рабочей поверхности дорна выполнены со сквозными отверстия ли причем дбрнодерзхатель выполнен Ь возможностью реверсивного вращения а Матрицедержатель имеет BO3Mo:icHocTb осевого перемещения и выполней в виде цилиндра с распределительными продольными каналами на его ; наружной поверхности.
Источники информации, принятые во внимание -При экспертизе
1.Рябинин Д.Д-«. и Лукач Ю.Е. Червячные машины для переработки пластических масс и резиновых смесей. М., 1965, с. 18lL
2.Патент Швейцарии 558072, кл. И 01 В 13/24, 1975.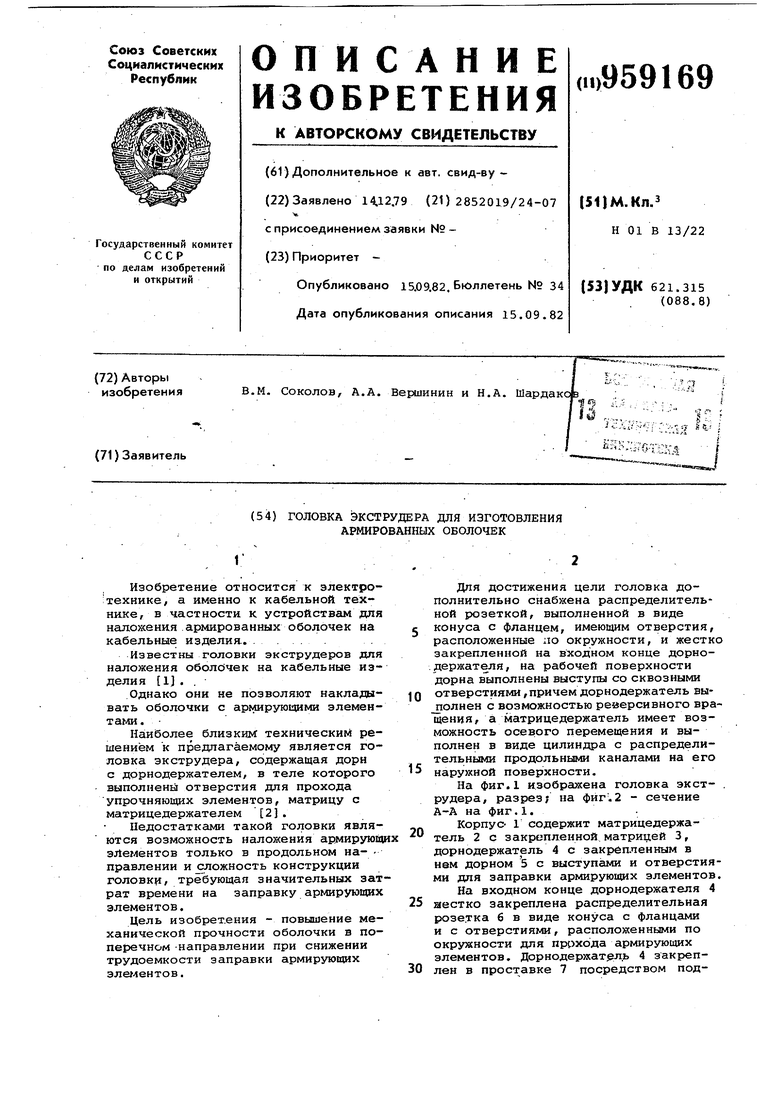
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка кабельного пресса | 1976 |
|
SU596316A1 |
| Устройство для наложения двухслойных оболочек на кабели | 1989 |
|
SU1723588A1 |
| БИМЕТАЛЛИЧЕСКАЯ ЭЛЕКТРОДНАЯ ПРОВОЛОКА, СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 2009 |
|
RU2412792C1 |
| Экструзионная головка | 1984 |
|
SU1224834A1 |
| Устройство для изготовления кабельных изделий с резиновыми оболочками | 1984 |
|
SU1277220A1 |
| Экструзионная головка | 1981 |
|
SU978202A1 |
| Экструзионная головка для наложения полимерных оболочек на кабельные изделия | 1986 |
|
SU1403104A1 |
| Экструзионная головка для нанесенияпОлиМЕРНОгО пОКРыТия | 1979 |
|
SU804496A1 |
| Головка экструдера для наложенияпОлиМЕРНыХ ОбОлОчЕК HA КАбЕльНыЕиздЕлия | 1979 |
|
SU817753A1 |
| Головка пресса для наложения алюминиевой оболочки на кабельный сердечник с бумажной,пропитанной массой,изоляцией | 1987 |
|
SU1436129A1 |