Изобретение относится к засдатным покрытиям, в частности к устройствам для нанесения лакокрасочных материалов на изделия, и может быть использовано в окрасочном производстве при окраске изделий методом струйного облива. Известна установка для окраски изделий струйным обливом, содержащая корпус с камерой облива, конвей ер, систему краскоподачи с баками, насосагли и контурами, соединенными между собой всасывающими, нагнетаТ(ельным и сливным трубопроводами, и датчики обнаружения и положения иэд ЛИЯ в камере облива относительно контуров Однако известная установка не содержит приспособления для отключения и подачи при прохождении участка конвейера без изделий. При этом растворитель из окраски продолжает испаряться и для сохранения стабильности вязкости краски и обеспечения качественного покрытия в краску вводится дополнительное количество .растворителя, что приводит к нeпpoизвoдиteльнoмy расходу электроэнергии,связанному с работой насоса при прохождении через контури окраски.I йель изобретения - снижение расхода растворителя и электроэнергии и повышение качества покрытия. Поставленная цель достигается тем, что установка для; окраски изделий струйным обливом, содержащая корпус с облива, конвейер, систему краскоподачи с баками, насосами и контурами, соединенными между собой всасывакяцими, нагнетательным и сливным трубопроводами, и датчики обнаружения и положения изделия в камере облива относительно контуров, она снабжена прмводным переключателем, смонтированным на нагнетательном трубопроводе системы краскоподачи между насосами и контурами, при этом насосы и приводной переключатель электрически связаны с датчиками обнаружения и положения изделия в камере облива относительно контуров . Кроме того, приводной переключатель выполнен в виде пробкового крана. На чертеже схематически изображена установка для окраски изделий струйным обливом.
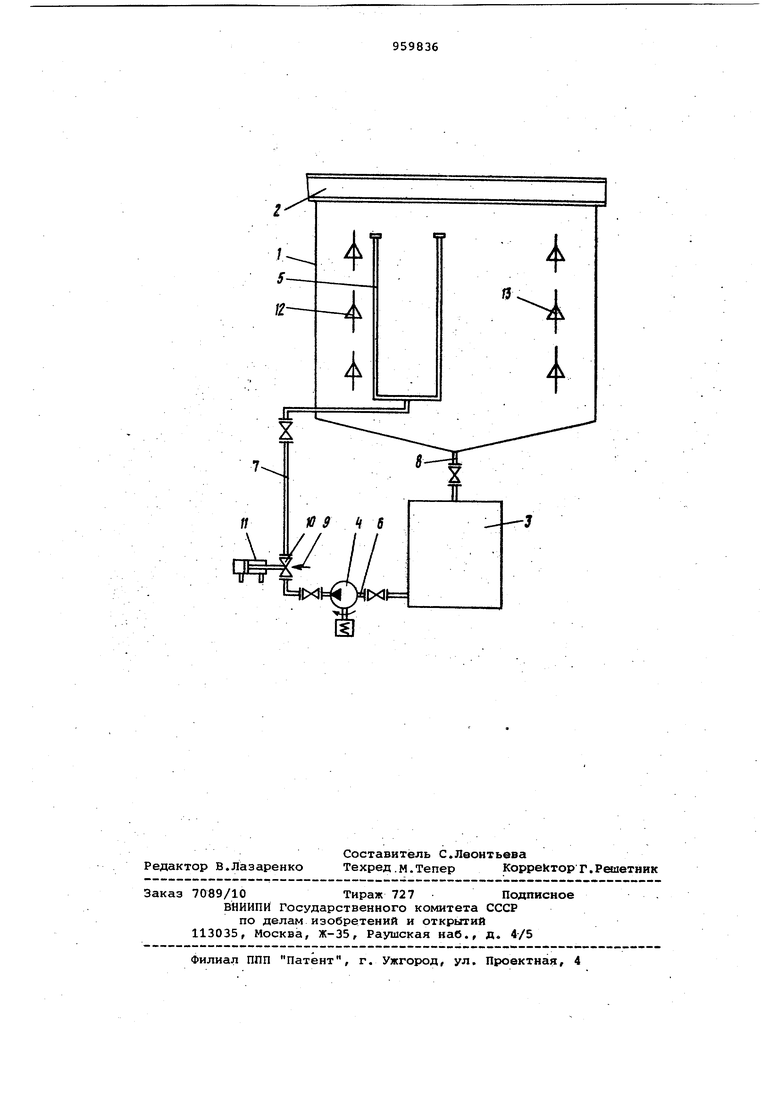
Установка содержит корпус (не показан) с камерой 1 облива и конвейером 2, вентиляционную систему (не показана), систему/краскоподачипромывки, включающую баки для краски 3 и растворителя (не показан), насосы 4 (второй, резервный насос не показан), фильтры, теплообменник (не пЬказаны), контуры облива 5 и промывки (не показаны), связанные между собой всасывающими 6, нагнетательным, 7 и сливным 8 трубопроводами с арматурой, и. установленный на нагнетательном трубопроводе 7 приводной переключатель 9, содержащий пробковый кран 10, соединенный . с пневматическим приводом 11, и систему датчиков. 12 и 13 обнаружения и положения изделия в камере 1 облива относительно контуров 5, при этом датчики 12 и 13 электрически связаны с насосами 4 и приводным переключателем 9.
Работает установка следующим образом. .
Изделие, перемещаемое в установке конвейером 2, попадает в сферу действия датчиков 12, импульс от которых включает насос 4 и приводит в действие приводной переключатель 9, пробковый кран 10 которого йневмоприводом 11 устанавливается на рабочий режим, т.е. открывает нагнетательный трубопровод 7 между насосом и контурами 5. Краска из бака насосом 4 по трубопроводам 6 и 7 подается в контуры 5, вытекая из которых окра шивает изделие. Избыток поданной краски из камеры 1 облива по сливному трубопроводу 8 возвращается в бак 3. Окрашенное изделие, пройдя контуры 5, попадает в сферу деистВИЯ датчиков 13, импульс от которых останавливает насос 4 и приводит в действие приводной переключатель 9, пробковый кран 10 которого пневмоприводом 11 перекрывает нагнетательный трубопровод 7 между насосом 4 и контурами 5, препятствуя тем самым освобождению системы краскоподачи от краски, т.е. оставляя ее аполненной. При повторном включении насоса не затрачивается время на заполнение системы краскоподачи и контуры 5 после включения насоса 4 начинают действовать практически сразу после перевода пробкового крана 10 приводного переключателя 9 с нерабочего режима на рабочий. При этом повторное включение насоса 4 и приводного переключателя 9 происходит только
при вхояэдении изделия в сферу действия датчиков 12, а их выключение происходит при вхождении изделия в сферу действия датчиков 13 только при условии отсутствия изделия в сфере действия датчиков 12.
Таким образрм, при прохождении через контуры 5 камеры 1 облива негруженных участков конвейера 2 подача краски насосом 4 из бака 3 в контуры 5 не производится, что исключает испарение растворителя из крас ки, находящейся в баке 3. Вязкость краски в баке 3 стабилизируется,, а с ней и качество получаемого покрыти Кроме того, экономится электроэнергия.
Применение предлагаемой установки позволитснизить расход растворителя на 20-30%, стабилизировать качество наносимого покрытия, уменьшить расход электроэнергии в системе краскоподачи на 15-20%. Одновременно снижение расхода растворителя позволит повысить взрыврпожаробезопасност установки и уменьшить загрязнение воздушного бассейна в результате снижения количества выбрасываемых паров растворителя из установки в атмосфер
Формула изобретения
1.Установка для окраски изделий струйным обливом, содержащая корпус
с камерой облива, конвейер, систему краскоподачи с баками, насосами и контурами, соединеиными между собой всасывающимиj нагнетательным и сливным трубопроводами, и датчики обнаружения и положения изделия в камере облива относительно контуров, отличающаяся тем, что, с целью снижения расхода растворителя и электроэнергии и повышения качества покрытия, она снабжена приводным переключателем, смонтированным на нагнетательном трубопроводе систёклы краскойодачи мехаду насосами и контурами, при этом насосы и приводной перекота)чатель электрически связаны с датчиками обнаружения и положения изделия в KeiMepe облива относительно контуров.
2.Установка по п.1, отличающаяся тем, что приводной переключатель выполнен в виде пробкового крана.
Источники информации, принятые во внимание при экспертизе
1. Патент .СЗЙА 3847111, Кл. 118-2, опублик. 1974 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для окраски изделий методом струйного облива | 1980 |
|
SU902847A1 |
| Установка струйного облива | 1988 |
|
SU1607974A1 |
| Установка струйного облива | 1981 |
|
SU959837A1 |
| Установка струйного облива | 1983 |
|
SU1131545A1 |
| Установка для нанесения покрытий струйным обливом | 1978 |
|
SU670341A1 |
| Установка струйного облива | 1974 |
|
SU586931A1 |
| Камера для окраски изделий методом струйного облива | 1981 |
|
SU1007754A1 |
| Установка для нанесения покрытий струйным обливом на крупногабаритные изделия | 1987 |
|
SU1407575A1 |
| Установка струйного облива для окраски изделий | 1982 |
|
SU1060249A1 |
| Установка для окраски изделий | 1991 |
|
SU1780855A1 |