(S4) УСТРОЙСТВО ДЛЯ НАМОТКИ С НАТЯЖЕНИЕМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования натяжения проволоки при намотке | 1981 |
|
SU959864A1 |
| Устройство для регулирования натяжения при намотке мелкосортного проката | 1980 |
|
SU871874A1 |
| Моталка для намотки проката с натяжением | 1978 |
|
SU768520A1 |
| Система автоматического регулирования скорости и натяжения при намотке мелкосортного проката | 1980 |
|
SU940894A1 |
| Устройство для регулирования скорости при намотке мелкосортного проката | 1980 |
|
SU893287A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Способ регулирования скорости моталки проката | 1980 |
|
SU893289A1 |
| Устройство для регулирования натяжения металла на моталке мелкосортного стана | 1980 |
|
SU897365A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Способ намотки мелкосортногопРОКАТА B буНТы | 1979 |
|
SU835559A1 |
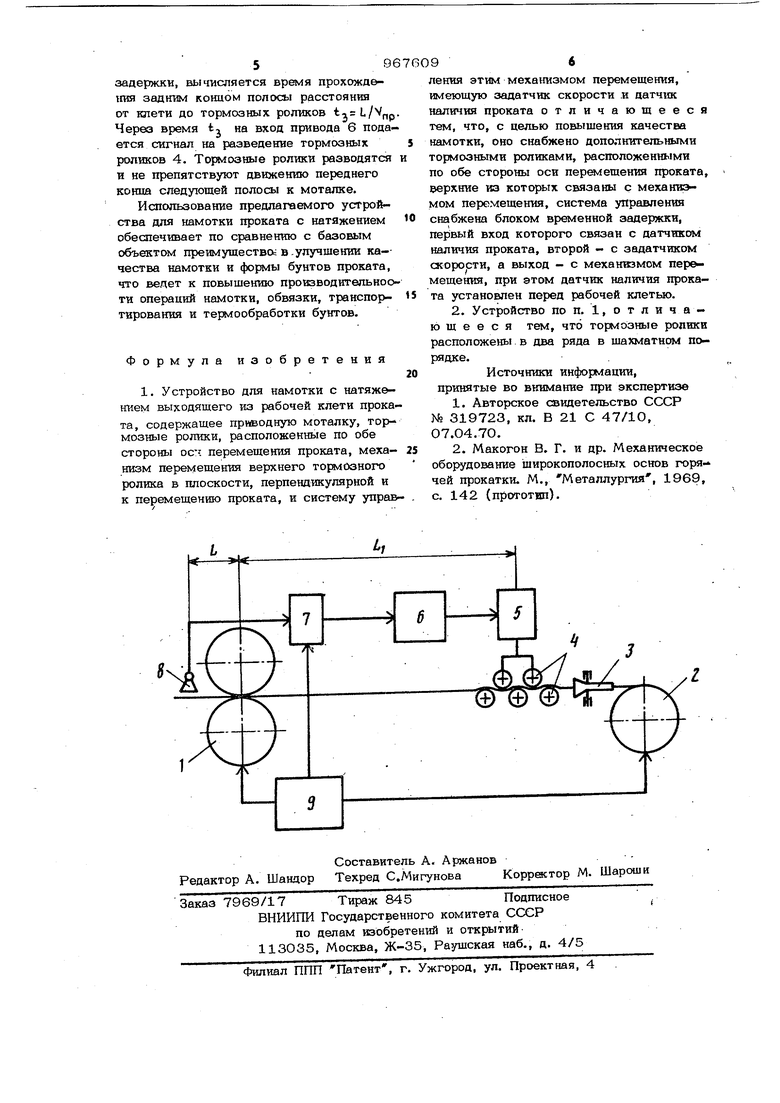
Изобретение относится к обработке металлов давлением и, в частности, к про водству проволоки в- бунтах. Известно устройство для намотки ви- тевиднь1Х материалов, содержащее моталку с укладчиком, кинематически связанную с устройством для подачи материала, два ряда приводных или неприводных роликов. Устройства обеспечивают напряжение материала при намотке путем продвижения его между роликами Cl. Недостатком этих устройств является , отсутствие управляемого привода механтсзма пе }е9 е1цения и невозможность вследствие этого, регулировать взаимное положение роликов в процессе подачи материала к моталке и намотки. Поэтому такие устройства не могут быть использованы при намотке проката на современных высокоскоростных непрерывных станах, так как требуют значительного снижения скорости подачи материала при прохождегНИИ переднего конца полосы между роликами. Известно также устройство для камотки с натяжением выходящего из рабочей клети проката, содержащее приводную моталку, тормозные ролики, расположенные по обе стороны проката, механизм переме- тения верхнего тормозного ролика в плоскости, перпендикулярной перемещению проката, и систему управления перемещением верхнего тормозного ролика, связеганую с его механизмом перемещения, и имеющую задатчик скорости и датчик наличия про-г ката. Натяжение проката в процес4&е намот- . ки создается за счет разности скоростей моталки и прокатной клети, и после выхода заднего кошш полосы из клети - за счет разности скоростей вращения моталки и тормозных роликов по команде датчика наличия проката 2 . Недостатком известного) устройства является отсутствие регулирования мсыента изменения режима работы тормозных роликов по команде датчика в зависимости от скорости прокатки таким образом, чтобы натяжение соэаавапось тормозными роликами в момент выхода проката иэ клети. При низких скоростях прокатки измене ние режима работы тормозных роликов по команде датчика происходит до окончания прокатки в клети. В этом случае прежде-; временное торможение раската тормозным роликами увеличивает износ тормозных роликов и приводит к дополнительным затратам энергии. При высоких скоростях прокатки полоса выходит из клети до начала тормозными роликами, при этом часть полосы наматываетс;я без натяжения, что ухудшает качество намот- ки. Недостатком устройства является также использование для торможения двух тормозных роликов, между которыми зажимается полоса. При увеличении усилия прижатия роликов с целью удержания полосы от проскальзывания происходит смятие профиля, образование . царапин, рисок на поверхности проката, что является нарушением требований стандартов к качеству. При уменьшении усилия прижатия не обеспечивается эффективное торможение проката. Целью изобретений является повышение качества намотки. Цель достигается тем, чтЪ устройство для намотки с натяжением выходяшего из рабочей клети проката, содержащее приводную моталку, тормозные ролики, расположенные по обе стороны оси перемещения проката, механизм перемещения верхнего тормозного ролика в плоскости, перпендикулярной к перемёшенио проката и систему управления этим механюмом перемешения, имеющую задатчик скорости и датчик наличия проката, снабжено дополнительными тормозными роликами, расположенными по обе стороны оси перемещения проката, верхние из которых связаны с механизмом перемещения, сио тема управления снабжена блоком вре-. манной задержки, первый вход которого связан с датчиком наличия проката, второй вход - с задатчиком скорости, а выход - с механизмом перемещения, при этом датчик наличия проката установлен перед рабочей клетью. Тормозные ролики расположены в два ряда в шахматном порядке. На чертеже представлено схематическое изображение устройства для намотки проката с натяжением. Устройство для намотки проката с натяжением состоит вз прокатной клети 96 94 1, моталки 2 с укладчиком 3, тормоэных роликов 4, снабженных механизмтзм 5 перемещения и приводом 6, который связан с выходом блока 7 временной адержки, первый вход которого подключен к датчику 8 наличия проката, а втор й - к датчику 9 скорости, связанную с приводами прокатной клети и моталки, Устройство работает следующим образом. До начала работы валки прокатной клети 1 и моталка 2 приводятся во вращение со скоростью, Заданной задатчкком 9 скорости. Механизм 5 перемещения тормозных роликов 4 находится в исходном положении, тормозные ролики 4 разведены и не препятствуют прохождению полосы к моталке 2. Металл подают к прокатной клети 1. Датчик 9 наличия проката подает сигнал в блок 7временной задержки о наличии металла. 8блоке 7 временной задержки подготавливаются электрические цепи для прохождения сигнала об отсутствии металла деpefa клетью. На выход блока 7 временной задержки сигнал не поступает. Металл, прсжатанный в клети 1, транспортируе-рся между разведенными рядами тормозных роликов 4 к укладчику 3 и в моталку 2. Разность, линейных скоростей моталки и клети достигают настройкой их приводов, чем обеспечивают намотку с натяжением в процессе прокатки. В конце процесса прокатки, когда рао стояние от места установки датчика 8 до вертикальной оск клети 1 равно Ц , поступает сигнал датчика в блок 7 временной задержки об отсутствии металда перед клетью. При поступлении, сигнала об отсутствии металла в блоке 7 временной задержки происходит вычисление времени задержки, равного частному от деления известного расстояния U на скорость прокатки заданнз ю задатчиком 9 скорости t Из этой величины вычитается время t необходимое для срабатывания механизма 5 перемещения тормозных роликов и через период времени, равный разности t j-1 подается команда на вход привода 6 на сведение тормозных роликов. Механизм 5 перемещения осуществляет сведение тормозных роликов 4 до необходимого положения, соответствующего диаметру и марке стали проката, чем обеспечивают создание требуемого натяжения одновременно в блоке 7 временной
