(54) ШТАМП ДЛЯ ПОЛУЧЕНИЯ и-ОБРАЗНЫХ И Г-ОБРАЗНЫХ ДЕТАЛЕЙ ПУТЕМ ГИБКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки Г-образных изделий | 1987 |
|
SU1445838A1 |
| Устройство для изготовления U-образных деталей гибкой прямолинейных заготовок проталкиванием | 1980 |
|
SU935173A1 |
| Штамп для гибки | 1979 |
|
SU845965A1 |
| Гибочный штамп | 1982 |
|
SU1110514A1 |
| Переналаживаемый штамп для @ -образной гибки | 1981 |
|
SU1011301A1 |
| Штамп совмещенного действия для гибки и отрезки выводов радиоэлементов | 1980 |
|
SU974619A1 |
| Узел пуансона гибочного штампа | 1987 |
|
SU1523221A1 |
| Штамп для гибки П-образных деталей | 1987 |
|
SU1470391A1 |
| Штамп совмещенного действия | 1980 |
|
SU902931A1 |
| Штамп для гибки П-образных деталей | 1985 |
|
SU1286319A1 |

1
Изобретение относится к обработке металлов давлением, в частности к штамповой оснастке, и может быть использовано для .получения U-образный н Г-образных деталей.
Известен штамп для получения подобных деталей, содержащий установленный на верхней плите пуансон, и установленн) т нижней плите матрицу к виде двух поворачивающихся вокруг своих осей роликов 1.
Недостатком указанното штампа является невозможность изготовления деталей с раз личным профилем гибки без переделки пуансона и матрицы, являющейся трудоемкой деталью.
Наиболее близким по технической сущности и достигаемому результату к изобретению является штамп для получения U-образных и Г-образный деталей путем гибки, содержащей верхнюю плиту с подвижными гибочными элементами, взаимодействующим с пуансоном, и подпружиненным к нижней плите и установленным под пуансоном прижимом, связанным с побочными .элементами I2J.
Недостатком известного штампа является то,.что при иаличю регулировки гибочных элементов на различный профиль . изгибаемых деталей эта регулировка осуществляется путем многократного постепенного подбора профиля, образуемого гибочными элементами при взаимодействии с пуансоном.
Цель изобретения - облегчение настройки штампа на требуемый угол гибки.
10
Эта цель достигается тем, что в штампе для получения Ц-образных И Г-образных де талей путем гибки, содержащем верхнюю шшту с жестко установленным пуансоном и нижнюю шшту с подвижными гибочными
15 элементами, взаимодействующими с пуансо ном, и подпружиненным к нижней плите и установленным под пуансоном прижимом, связанным с гибочными элемеитами, каждьж гибочный элемент вьшо.ш1ен в виде ро.пика,
20 расположенного на оси, закрепленной на нижней плите с возможностью перемещения относительно нее, и снабженного связанной О.ЦННМ концом с осью гягой, другой конец
которой установлен с возможностью взаимо действия с боковой поверхностью прижима, имеющей профиль, соответствующий профи лю рабочей поверхности пуансона.
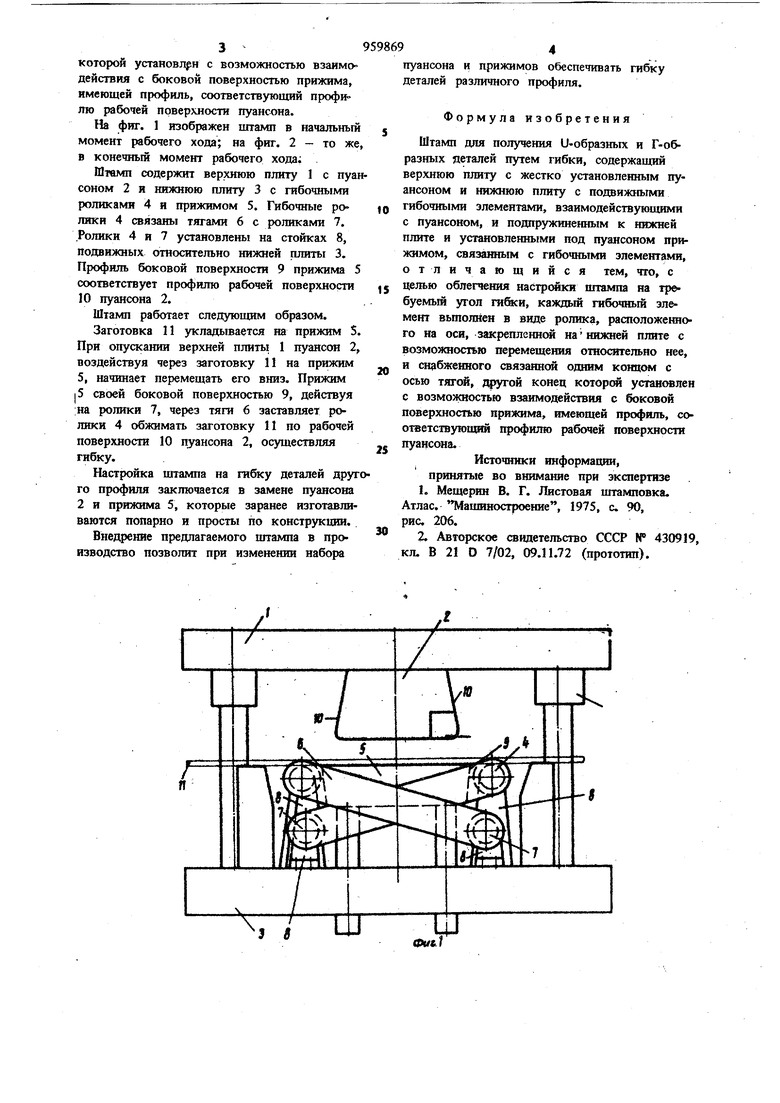
На фиг, I изображен иггамп в начальный момент рабочего хода; на фиг. 2 - то же, в конечный момент рабочего хода; .
Штамп содержит верхнюю плиту 1 с пуансоном 2 и нижнюю плиту 3 с гибочными роликами 4 и прижимом 5. Гибочные ро лики 4 связаны тягами 6 с роликами 7. Ролики 4 и 7 установлены на стойках 8, подвижных относительно нижней плиты 3. Профиль боковой поверхности 9 прижима 5 соответствует профилю рабочей поверхности 10 пуансоиа 2.
Штамп работает следующим образом.
Заготовка 11 зтсладывается на прижим S. При опускании верхней плить 1 пуансон 2, воздействуя через заготовку 11 на прижим 5, начинает перемещать его вниз. Прижим |5 своей боковой поверхностью 9, действуя ;на ролики 7, через тяги 6 заставляет ролики 4 обжимать заготовку 11 по рабочей поверхности 10 пуансона 2, осуществляя гибку.
Настройка щтампа на гибку деталей другого профиля заключается в замене пуансона 2 и прижима 5, которые заранее изготавливаются попарно и просты по констрзкции.
Внедрение предлагаемого штампа в производство позволит при изменении набора
пуансона и прнжнмов обеспечивать гибку деталей различного профиля.
Формула изобретения
Штамп для получения U-образных и Г-образных деталей путем гибки, содержащий верхнюю плиту с жестко установленным пуансоном и нижнюю плиту с подвижными гибочными элементами, взаимодействующими с пуансоном, и подпружиненным к нижней плите и установленными под пуансоном прижимом, связанным с гибочными злементами, отличающийся тем, что, с целью облегчения настройки щтампа на требуемый угол гибки, каждый гибочный злемент вьшолнен в виде ролика, растоложенного на оси, закрепленнсж нанижней плите с возможностью перемещения относительно нее, и снабженного связанной одним концом с осью тягой, яругой конец которой установлен с возможностью взаимодействия с боковой поверхностью прижима, имеющей профиль, соответствуюцц профилю рабочей поверхности пуансона.
Источники информации, принятые во внимание при зкспертизе
/щ sLU
