Изобретение относится к области сварки плавящимся электродом неповоротных стыков трубопроводов большого диаметра.
Известно устройство для автоматической сварки неповоротных стыков труб, содержащее корпус, вращающуюся планшайбу с закрепленной на ней сварочной головкой, связанной рычагом с копирующим роликом [1].
Недостатком такого устройства является невозможность корректировки угла наклона сварочной головки относительно нормали к поверхности трубы в плоскости стыка при сварке в различных пространственных положениях.
Также известен автомат для дуговой сварки неповоротных стыков труб и других цилиндрических изделий, содержащий тележку с приводом, на которой размещена сварочная аппаратура, включающая сварочную головку [2].
Недостатком автомата является невозможность корректировки угла наклона сварочной головки относительно нормали к поверхности трубы в плоскости стыка.
Прототипом данного устройства является автомат для сварки пульсирующей дугой неповоротных стыков трубопроводов, состоящий из направляющей, выполненной в виде цепи, по которой вдоль стыка движется тележка с приводом, на которой крепятся механизм подачи сварочной проволоки, механизм корректировки угла наклона сварочной головки относительно нормали к поверхности трубопровода в плоскости стыка и сама сварочная головка, по оси которой подается в зону сварки сварочная проволока [3].
Недостатком данного автомата является то, что при корректировке угла наклона сварочной головки и электрода относительно нормали к поверхности трубопровода в плоскости стыка изменяется скорость сварки и вылет электрода - расстояние от токоподводящего наконечника сварочной головки до изделия, измеряемого по оси сварочной головки, то есть по пути подачи электрода.
Задачей предлагаемого изобретения является обеспечение постоянной скорости сварки и вылета электрода при корректировке угла наклона сварочной головки (электрода) относительно нормали к поверхности трубопровода в плоскости стыка в зависимости от пространственного положения сварочной ванны.
На фиг. 1 представлена схема автомата для дуговой сварки неповоротных стыков трубопроводов.
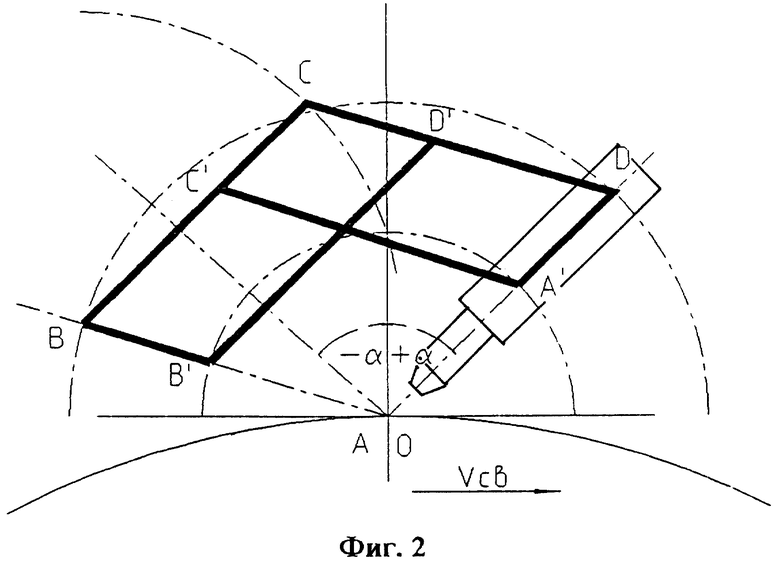
На фиг. 2 представлена схема механизма корректировки угла наклона сварочной головки относительно нормали к поверхности трубопровода в плоскости стыка.
Поставленная задача решается тем, что автомат для дуговой сварки неповоротных стыков трубопроводов содержит направляющую, выполненную в виде цепи, гибкой ленты, жесткого разъемного кольца или в виде троса, по которой движется тележка 2 с приводом. На тележке 2 расположены механизм подачи проволоки 3, сварочная головка 4 с токоподводящим наконечником 7, механизм поперечной корректировки горелки относительно линии стыка 5 и механизм 6, обеспечивающий корректировку угла наклона сварочной головки относительно нормали к поверхности трубопровода в плоскости стыка. Он отличается тем, что механизм корректировки угла наклона сварочной головки относительно нормали к поверхности трубопровода в плоскости стыка выполнен в виде двух неравносторонних параллелограммов BCD'B и CDA'С', образующих ромб ABCD так, что короткие стороны СС' и CD' расположены на длинных сторонах BC и CD соответственно и имеют общую вершину ромба С. Противоположная сторона ромба A является мнимой (и она совмещена с центром сварочной ванны).
Все вершины и точки пересечения сторон параллелограммов являются шарнирами, короткая сторона BB1 одного из которых жестко закреплена на корпусе автомата. К короткой стороне DA1 другого прикрепляется сварочная головка.
Для рассмотрения работы механизма корректировки угла наклона сварочной головки совместим мнимую вершину ромба А с центром сварочной ванны. Тогда при обозначенном направлении скорости сварки Vсв при +α сварка осуществляется углом назад, при -α сварка осуществляется углом вперед. При изменении этого угла в процессе сварки скорость сварки и вылет электрода остаются неизменными.
Применение предлагаемого автомата для дуговой сварки неповоротных стыков трубопроводов позволяет обеспечить постоянную скорость сварки и вылет электрода при корректировке угла наклона сварочной головки относительно нормали к поверхности трубопровода в плоскости стыка в зависимости от пространственного положения сварочной ванны, что улучшает качество сварки и увеличивает производительность. Кроме того, автомат не требует вмешательства оператора в процессе сварки всех слоев.
Источники информации
1. Авт.св. СССР N 301238, B 23 K 9/16, 1971.
2. Авт.св. СССР N 267776, B 23 K 9/16, 1970.
3. Автоматическая сварка, N 4 (217), 1971, "Автомат для сварки пульсирующей дугой неповоротных стыков трубопроводов" Ф. А. Вагнер, Г.С.Перекольский.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФУНКЦИОНАЛЬНЫЙ ДАТЧИК ПРОСТРАНСТВЕННОГО ПОЛОЖЕНИЯ СВАРОЧНОЙ ВАННЫ | 2003 |
|
RU2241207C1 |
| ЗАДАТЧИК УГЛА НАКЛОНА СВАРОЧНОЙ ГОЛОВКИ | 2015 |
|
RU2597847C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ИМПУЛЬСНОЙ МОДУЛЯЦИЕЙ ТОКА | 2004 |
|
RU2268809C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2001 |
|
RU2209713C2 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ КОРНЕВЫХ СЛОЕВ СВАРНЫХ СОЕДИНЕНИЙ | 2008 |
|
RU2381092C2 |
| СПОСОБ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ КОРНЕВОГО ШВА | 2006 |
|
RU2322331C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 2002 |
|
RU2210475C1 |
| ДАТЧИК КОРОТКИХ ЗАМЫКАНИЙ ДЛЯ ДУГОВОЙ СВАРКИ ИМПУЛЬСАМИ ТОКА И НАПРЯЖЕНИЯ В ЗАЩИТНЫХ ГАЗАХ | 1999 |
|
RU2165343C2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 2000 |
|
RU2190510C2 |
| СПОСОБ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ КОРНЕВОГО ШВА | 2008 |
|
RU2371288C1 |
Изобретение относится к области дуговой сварки плавящимся электродом неповоротных стыков трубопроводов большого диаметра. Обеспечение постоянства скорости сварки и вылета электрода при корректировке угла наклона сварочной головки в зависимости от пространственного положения сварочной ванны в процессе сварки достигается тем, что механизм корректировки угла наклона головки выполнен в виде рычажной системы. Короткая сторона одного из двух неравносторонних параллелограммов жестко закреплена на корпусе автомата. К короткой стороне другого прикреплена сварочная головка. Ось сварочной головки и ось проходящего через нее электрода параллельны короткой стороне параллелограмма. Оси проходят через центр сварочной ванны при любом угле наклона сварочной головки в плоскости сварного стыка. 2 ил.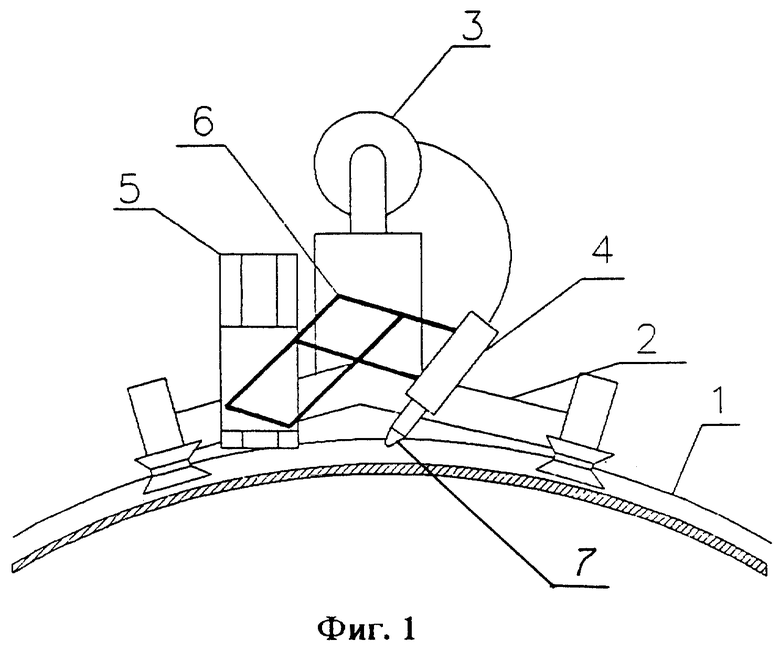
Автомат для дуговой сварки неповоротных стыков трубопроводов, содержащий направляющую и механизм корректировки угла наклона сварочной головки относительно нормали к поверхности трубопровода, отличающийся тем, что механизм корректировки угла наклона головки выполнен в виде рычажной системы и двух неравносторонних параллелограммов, короткая сторона одного из которых жестко закреплена на корпусе автомата, а к короткой стороне другого прикреплена сварочная головка, при этом ось сварочной головки и ось проходящего через нее электрода параллельны короткой стороне параллелограмма и проходят через центр сварочной ванны при любом угле наклона сварочной головки в плоскости сварного стыка.
| ВАГНЕР Ф.А | |||
| и др | |||
| Автомат для сварки пульсирующей дугой неповоротных стыков трубопроводов | |||
| Автоматическая сварка | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| АВТОМАТ ДЛЯ ДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ | 0 |
|
SU267776A1 |
| УСТРОЙСТВО для ЭЛЕКТРОДУГОВОЙ СВАРКИ с КОЛЕБАНИЯМИ СВАРОЧНОЙ ГОРЕЛКИ | 0 |
|
SU301238A1 |
| Устройство для сварки неповоротных стыков труб | 1978 |
|
SU747663A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 0 |
|
SU338337A1 |
| УСТРОЙСТВО для ДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ стыков ТРУБ в ЗАЩИТНЫХ ГАЗАХ | 0 |
|
SU364402A1 |
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU837680A1 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙСВАРКИ | 0 |
|
SU284224A1 |
