(50 ПОТОЧНАЯ ЛИНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия | 1984 |
|
SU1212761A1 |
| Гибкий автоматизированный комплекс | 1988 |
|
SU1634446A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| УСТРОЙСТВО для ПЕРЕГРУЗКИ ФОРМОДЕРЖАТЕЛЕЙ | 1969 |
|
SU233883A1 |
| Склад для хранения штучных грузов | 1976 |
|
SU734088A1 |
| Конвейер для несинхронной сборки | 1989 |
|
SU1728097A1 |
| ПОТОЧНАЯ ЛИНИЯ для ПРОИЗВОДСТВА ТРЕХСЛОЙНЫХ СТЕКЛОПАНЕЛЕЙ«п ';А 1C.: ••-.'•- ^с А '10^.. - • 't СА*!;; "С Ь-.' -'>& ••iЕНБЛйСТг:^^ | 1964 |
|
SU165873A1 |
| Гибкая производственная система | 1986 |
|
SU1357193A1 |
| Поточная линия обработки холоднодеформированных труб | 1982 |
|
SU1135783A1 |
| Поточная линия для окраски и сушки крупногабаритных и длинномерных изделий | 1977 |
|
SU745818A1 |
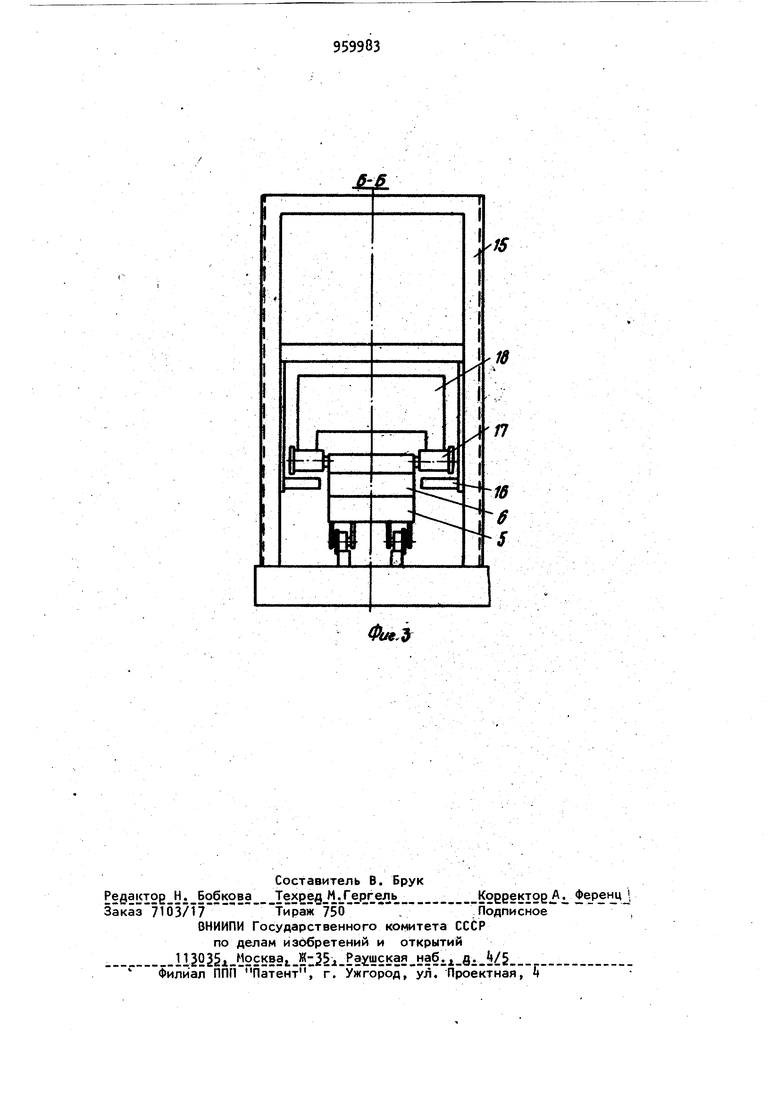
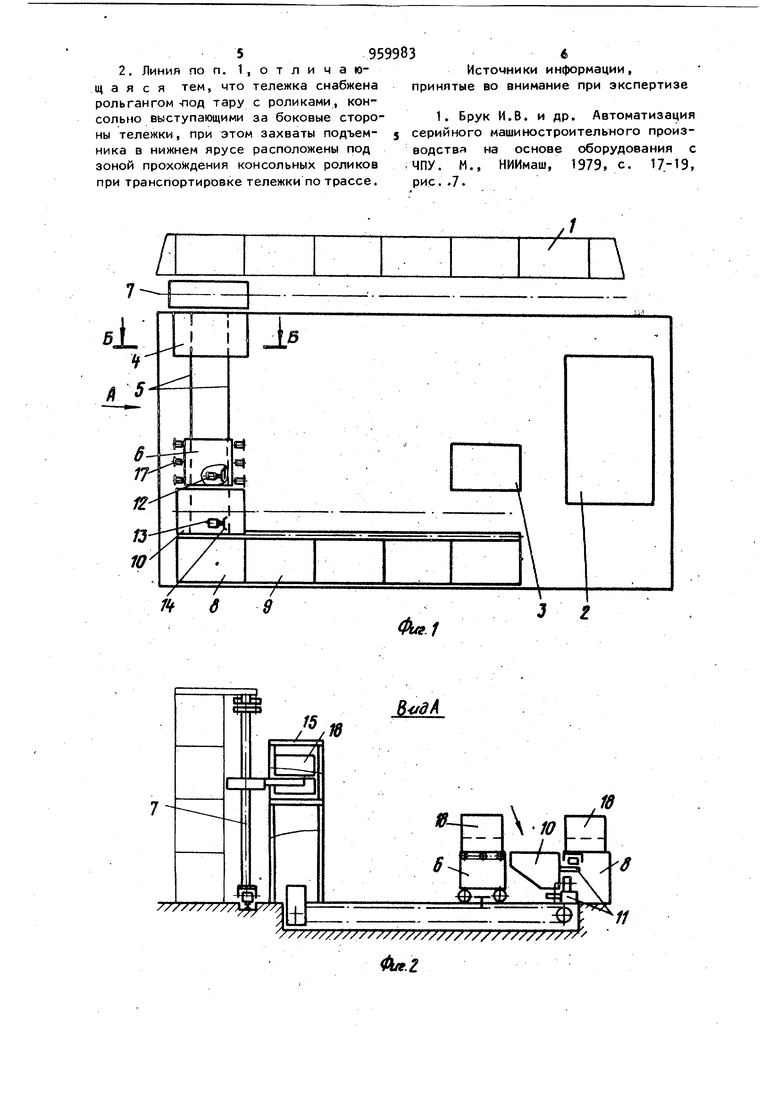
Изобретение относится к машиностроению и может быть использовано при создании автоматизированных линий и производственных комплексов из станков с ЦПУ. Известна поточная линия, содержащая склад с загрузочным устройством и станочные модули, каждый из которь имеет взаимодействующий с загрузочным устройством механизм перегрузки тары, связанный посредством тележки со станочным накопителем, который, в свою очередь, связан через передаточную каретку с металлорежущим стан ком l. Недостатком известной линии является высокая длительность стены теле жек, что снижает ее производительность. Цель изобретения - повышение производительности линии. Для достижения указанной цели трасса перемещения тележки пересечена трассой перемещения каретки, а тележка размещена с возможностью взаимодействия как с кареткой, так и непосредственно со складом, при этом механизм перегрузки тары .снабжен дву-ярусным подъемником с захватами под тару, а загрузочное устройство расположено с возможностью взаимодействия с обоими ярусами подъемника. Причем тележка снабжена рольгангом под тару с роликами, консольно выступающими за боковые стороны тележки, при этом захваты подъемника в нижнем ярусе расположены под зоной прохождения консольных ррликов при транспортировке тележек по трассе. На фиг. 1 представлен общий вид, поточной линии; на фиг. 2 - вид А, на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1. Поточная линия включает установленные вдоль склада 1 станочные моду ли,,содержащие .установленные на прямоугольной площадке станок 2, снабженный стационарным столом 3, меха3 95 низм i перегрузки и подвижную по прямолинейной трассе. 5 тележку 6 внутри модульной связи. Загрузочное устройство 7 выполнено в виде штабелера. Станочный модуль снабжен нако пителем 8 с ячейками 9. Вдоль накопителя 8 перемещается каретка 10. Трас,сы перемещения тележки 6 и каретки 10 пересекаются, при этом трасса перемещения тележки 6 доходит до накопителя 8. Каретка 10 перемещается вдоль накопителя 8 по направляющим 11. Привод 6 выполнен цепным. Вдоль трассы перемещения тележки 6 установлены датчики 12 и 13 полох ений тележки для взаимо переда 4и груза с тележки 6 на каретку 10 и обратно и с тележки 6 в накопитель 8. Каретка 10 имеет лыжу 14 для взашюдействия с датчиком 13- Стационарный стол 3 расположен у зоны перемещения и обслуживания каретки 10. Механизм перегрузки снабжен двухъярусным подъемником 15 с захватами 16 вилочного типа. На верхней, плоскоети тележки смонтирован рольганг с кон сольно выступающими за боковые стороны тележки 6 роликами 17. Ви.пЬчные захваты 16 расположены в нижнем ярусе под зоной прохождения роликов 17 при транспортировке тележки 6. На рол ганг устанавливается тара 18. Вилочные захваты 16 расположены в нижнем ярусе со смещением относительно осей роликов 17. Поточная линия работает следующим образом., Тара 18 с обработанными на станке .деталями перемещается тележкой 6 к механизму k перегрузки. Двухъярусный подъемник 15, вилочные захваты 16 которого располагаются в нижнем ярусе, оключается и поднимает тару 18 н верхний . Вызванное загрузочное устройство 7, получив в ячейке склада 1 тару 18 с заготовками, прибывае к механизму перегрузки 4 данного ста ночного модуля и загружает ее на рольганг тележки 6. Как только тележ ка 6 с заготовками выходит из зоны загрузки, загрузочное устройство 7 поднимается вверх и снимает с верхне яруса подъемника тару 18 с обработан ными заготовками. Таким образом, вре мя простоя загрузочного устройства сокращено до минимума, что в целом повышает производительность линии, т как загрузочное устройство является наиболее загруженным агрегатом. Тележка 6 с обработанными деталями по трассе перемещается в направлении каретки 10, расположенной в начале работы .,у первой ячейки накопителя 8. Так как каретка 10 нажимает своей лыжей Ц на датчик 13 то в момент под. хода тележки 6 к датчику 13 привод перемещения тележки 6 выключается, и она стыкуется с кареткой 10. Тара 18 вручную по рольгангу перемещается на каретку 10, а тележка 6 возвращается к механизму k перегрузки. Каретка доставляет тару 18 с заготовками к станку 2. В то время, когда станок 2 обрабатывает заготовки, поступившие в станочный модуль с первой тарой 18, загрузочное устройство подает последующие тары 18 с заготовками, которые посредством тележки 6, сначала укладываются в накопитель 8, так как в отсутствие каретки 10 тележка 6 пе-. ремещается до датчика 12 и взаимодействует непосредственно с накопителем 8 при передаче второй тары 18 с заготовками. В дальнейшем последующие тары 18 с заготовками принимает на себя каретка 1И и передает их в свободные ячейки накопителя. Таким образом, простои линии по вине транспорта сведены к минимуму, что повышает эффективность работы поточной линии. Формула изобретения 1. Поточная линия, содержащая склад с загрузочным устройством и станочные модули, каждый из которых и.меет взаимодействующий с загрузочным устройством механизм перегрузки тары, связанный посредством тележки со станочным накопителем, который, в свою очередь, связан через передаточную каретку с металлорежущим станком, отличающаяся тем, что, с целью повышения производительности линии, трасса перемещения тележки пересечена трассой перемещения каретки, а тележка размещена с возможностью взаимодействия как с кареткой, так и непосредственно со складом, при этом механизм перегрузки тары снабжен двухъярусным подъемником с захватами под тару, а загрузочное устройство расположено с возможностью взаимодействия с обоими ярусами подъемника. 595 2, Линия поп. 1,oтличaюu а я с я тем, что тележка снабжена рольгангом -под тару с роликами, консольно выступающими за боковые стороны тележки, при этом захваты подъемника в нижнем ярусе расположены под зоной прохождения консольных роликов при транспортировке тележки по трассе.
Источники информации, принятые во внимание при экспертизе 1. Брук И.В. и др. Автоматизация серийного машиностроительного производствя на основе оборудования с ЧПУ. М., НИИмаш, 1979, с. 17-19, рис, .7.
IS
Фи9,Ъ
