1
Изобретение относится к обработке металлов давлением и может быть применено дл изготовления деталей типа рессор автомобиля.
Известен прокатный стан, содержащий последовательно установленные валковую и роликовую клети, а также привод возвратно-поступательного перемещения роликовой клети от общего для обеих клетей привода 1.
Недостатком известного стана являются узкие технологические возможности, так как на таком стане можно изготавливать детали заготовок только трубчатой формы.
Известен также прокатный стан, содер жащий расположенные на станине с возможностью возвратно-поступательного перемещения две рабочие кдети, в каждой из которых установлено по два вала с закрепленными на них валками, и привод перемещения рабочих клетей 2.
Недостатком известного стана является невозможность получения деталей с периодическим профилем.
Цель изобретения - расщирение технологических возможностей путем обеспечения возможности получения деталей с периодическим профилем.
Указанная цель достигается тем, что прокатный стан, содержащий расположенные на станине с возможностью возвратно5 поступательного перемещения две рабочие клети, в каждой из которых установлено по два вала с закрепленными на них валками, и привод перемещения рабочих клетей, снабт жен двумя связанными между собой меха,Q низмами синхронизации вращения валков и возвратно-поступательного перемещения рабочих клетей, каждый из которых выполнен в виде установленных на станине салазок, закрепленной на салазках рейки, расположенной в рабочей клети оси, двух
15 зубчатых колес, закрепленных на каждом конце оси, одно из которых связано зубчатым зацеплением с рейкой, а другое - с приводом перемещения рабочих деталей, двух щестерен, каждая из которых установлена на соответствующем валу с валками и связанным, зацеплением одна с другой и с одним из зубчатых колес.
Прокатный стан снабжен механизмом фиксации заготовки, расположенным на станИне между рабочими клетями.
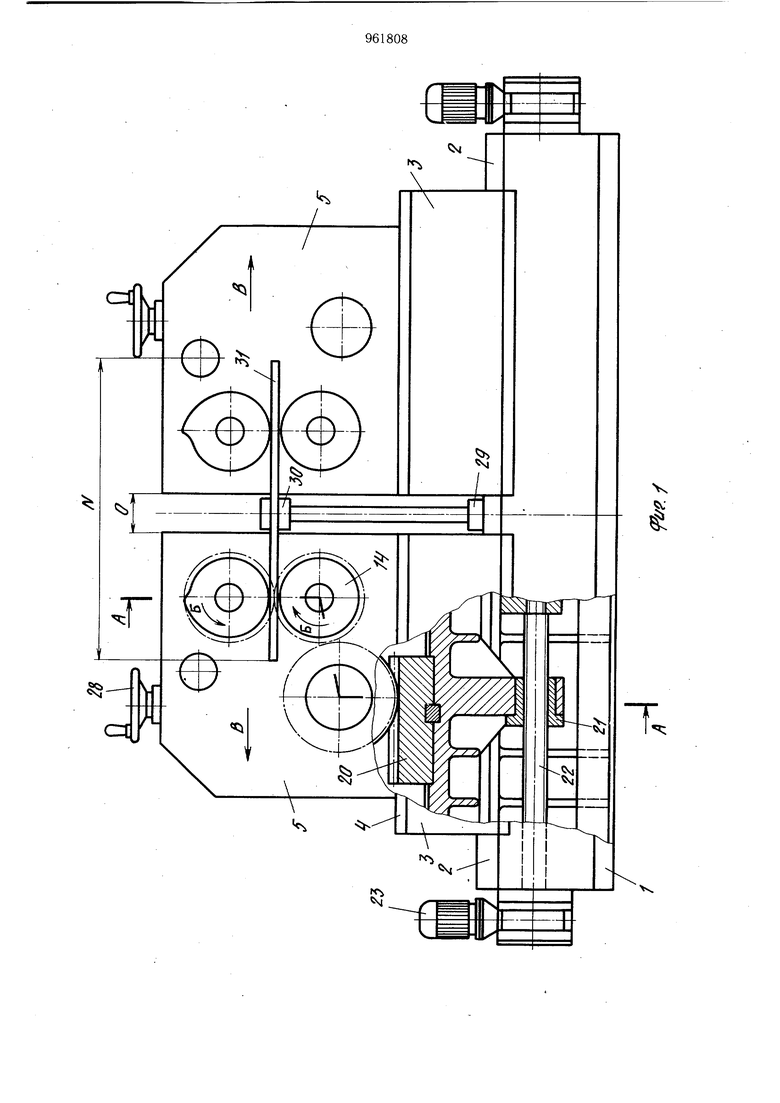
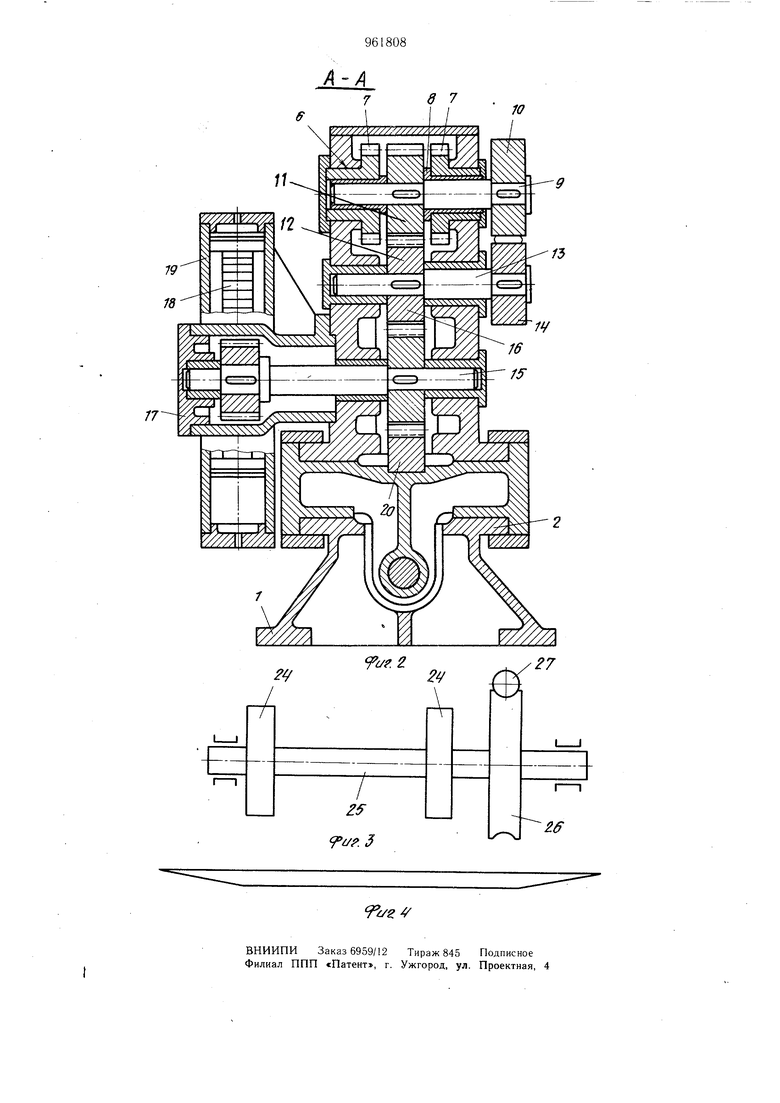
На фиг. 1 показан стан, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - узел регулировки расстояния между валками; на фиг. 4 - готовая деталь.
На станине 1 выполнены направляющие 2, на которых размещены салазки 3 с направляющими 4, на которых в свою очередь смонтированы первая и вторая валковые клети 5, имеющие одинаковое конструктивное выполнение. В гнездах 6 клети 5 расположены эксцентриковые шестерни 7 с втулками 8, в которых смонтирован вал 9 с верхним валком 10 и щестерней 11, которая находится в зацеплении с шестерней 12, расположенной на валу 13, несущем нижний валок 14. .В клети 5 расположена ось 15 с расположенными на каждом ее конце зубчатыми колесами 16 и 17, причем зубчатое колесо 16 связано зацеплением с щестерней 12, а зубчатое колесо 17 связано зацеплением с поршнем-рейкой 18, смонтированной в цилиндре 19, кроме того, зубчатое колесо 16 связано зацеплением с рейкой 20, закрепленной на салазках 3.
В станине 1 смонтирована гайка 21, связанная с винтом 22, соединенным с мотор-редуктором 23. Шестерня 7 зацеплена с щестернями 24, расположенными на валу 2, на котором установлено червячное колесо 26, которое через червяк 27 связано с маховичком 28. На станине 1 закреплен механизм фиксации загбтовки, выполненный в виде столика 29 с зажимом 30 для крепления изделия 31, расположенный между рабочими клетями.
Работа стана осуществляется следующим образом.
От маховичка 28 через червячную пару 27-28, щестерни 24 и эксцентриковые шестерни 7 опускают или поднимают верхний валок 10, устанавливая необходимый зазор валками 10 и 14. На столике 29 укрепляют заготовку, а с помощью мотор-редуктора 23, винта 22 и гайки 21 устанавливают длину обжатия. В цилиндр 19 под порщень 18 подают под давлением рабочую жидкость. Норшень-рейка 18, перемещаясь вращает зубчатое колесо 17 и через ось 15 - зубчатое колесо 16, которое передает вращение рейки 20 и шестерни 12, а через последнюю и щестерни 11. Шестерни 11 и 12 вращают валки 10 и 14 в направлении стрелок Б, а валковая клеть 5 перемещается в направлении стрелки В, одновременно в противоположном направлении перемещается вторая клеть.
При встраивании стана в автоматическую линию поршень-рейка 18 обеспечивает расхождение валковых клетей на расстояние между клетями О большее, чем длина изделия N, с таким расчетом, чтобы изделие свободно проходило между клетями.
По сравнению с базовым объектом, в качестве которого выбран прототип, предлагаемый стан позволяет расширить технологические возможности путем обеспечения возможности осуществления операций оттяжки концов изделий.
Формула изобретения
1.Прокатный стан, содержащий расположенные на станине с возможностью возвратно-поступательного перемещения две
рабочие клети, в каждой из которых установлено по два вала с закрепленными на них валками , и привод перемещения рабочих клетей, отличающийся тем, что, с целью расширения технологических возможностей
5 путем обеспечения возможности получения деталей с периодическим профилем, он снабжен двумя связанными между собой механизмами синхронизации вращения валков и возвратно-поступательного перемещения рабочих клетей, каждый из которых выполнен в виде установленных на станине салазок, закрепленной на салазках рейки, расположенной в рабочей клети оси, двух зубчатых колес, закрепленных на каждом конце оси, одно из которых связано зубчатым зацеплением с рейкой, а другое - с приводом перемещения рабочих клетей, двух шестерен, каждая из которых установлена на соответствующем валу с валками и связанных зацеплением одна с другой и с одним из зубчатых колес.
0 2. Прокатный стан по п. 1, отличающийся тем, что он снабжен механиз.мо.м фиксации заготовки, расположенным на станине между рабочими клетями.
Источники информации, принятые во внимание при экспертизе
5 1. Авторское свидетельство СССР № 360117, кл. В 21 В 21/00, 1971.
2.Патент США № 3874212,
кл. Б 21 В 21/00, 1975 (прототип).
19
18
2
10
fa. 2
27
2
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| СТАН ДЛЯ РАСКАТКИ КОЛЕЦ | 1993 |
|
RU2042463C1 |
| Устройство для обработки пера лопаток | 1979 |
|
SU863111A1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU682292A1 |
| Планетарный стан | 1982 |
|
SU1015939A1 |
| Клеть прокатного стана | 1987 |
|
SU1509145A1 |
| Стан холодной прокатки труб | 1987 |
|
SU1419769A1 |
| ДВУХКАЛИБРОВАЯ КОМБИНИРОВАННАЯ КЛЕТЬ | 1995 |
|
RU2088351C1 |
| Рабочая клеть многониточного стана холодной прокатки труб | 1971 |
|
SU566639A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1992 |
|
RU2088353C1 |