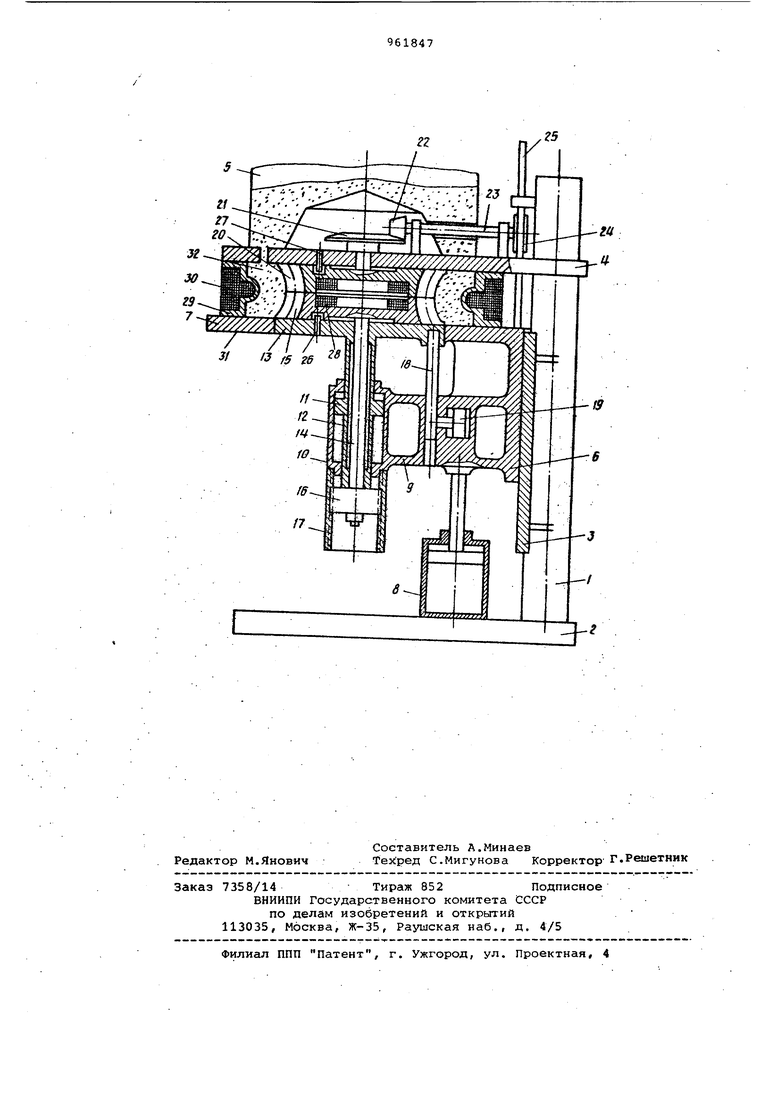
Изобретение относится к литейному производству, .в частности к оборудованию для формовки зубчатого профиля червячного колеса. Известны устройства для формовки зубчатых профилей, например, из ряда сегментных стержней 1. Наиболее близкой к предлагаемой по технической сущности и достигаем му результату является машина, соде жащая шиберную плиту с бункером пескодувного узла, подъемный стол, разъемный стержневой ящик, подмодел ную плиту с моделью, нагреватели, пневМоцилиндры и контрольно-распред лительную аппаратуру Г2. Недостатками известных машин являются низкая размерная точность из готавливаемых сложных стержней и низкая производительность. Цель изобретения - повышение раз мерной точности изготавливаемых стержней и повышение производительности машины, а также фиксации подмодельной плиты от поворота относительно подъемного стола и для их взаимного перемещения. Поставленная цель достигается тем, что в стержневой машине, содер жшаей шиберную плиту с бункером пес кодувного узла, подъемный стол, разъемный стержневой ящик, подмодельную плиту с моделью, нагреватели, пневмоцилиндры и контрольно-распределительную аппаратуру, модель зубчатого профиля червячного колеса выполнена из двух половин с плоскостью разъема, проходящей через ось червяка , а каждая полумодель установлена на подмодельной плите с упором подвижно и снабжена приводом ее поворота и выполнена с установочным пазом, взаимодействующим с упором подмодельной плиты. Подъемный стол снабжен зубчатой передачей, обеспечивающей .поворот верхней полумодели, установленной на шиберной плите, и дополнительным пневмодилиндром с поршнем и полым штоком, на конце которого выполнена винтовая пара. Подъемный стол снабжен стопорным устройством. На чертезке изображена стержневая машина, общий вид. На колонне 1, установленной на плите 2, закреплены направляющие 3 и шиберная плита 4 с бункером 5 пескодувного узла. На направляющих 3 установлены салазки 6 со столом 7, передвигаемым вверх и вниз пневмоцилиндром .8, На кронштейне 9 салазо 6установлен пневмоцилиндр 10 с поршнем 11 и полым штоком 12, на ко тором вверху закреплена подмодельна плита 13. Внутри полого штока 12 пр ходит вал 14 полумодели 15 с предварительным зубчатым профилем червячного колеса. Внизу вал 14 имеет гайку 16. Резьбовая втулка 17 закреплена на пневмоцилиндре 10. Угол подъема винтовой линии нарезки соответствует углу подъема профиля зу ба червячного колеса. На пoд 1oдeльной плите 13 закреплен штырь 18, который входит в отверстие в кронштейне 9 и служит для предотвращения поворота подмодельной плиты 13 и стопорения ее от вертикального перемещения, Стопорение производится штоком поршня 19 пневмоцилиндра. По дача поршня 19 вправо производится пружиной. Полумодель 20 одинакова с полумоделью 15, но установлена на шиберной плите 4 снизу. Для поворота полумодели 20 служат конические шестерни. 21 и 22,вал 23 с шecтepнisй 24 и рейка 25, закрепленная на столе 7. При движении стола 7 вниз полумодель 20 соответственно поворачивается. Упоры 26 и 27 входят в пазы в полумоделях, сде ланные по радиусу. В рабочем положе нии, как показано на чертеже, обе полумодели повернуты до упоров, при этом полумодель снабжена нагревателем 28. На столе 7 установлен разъемный стержневой ящик 29 с нагревателем 30. Положение стержневого ящика 29 на столе 7 фиксируется. Выступы 31 служат для лучшей передачи тепла, удерживания стержня 32 при протяжке полумодели 20 и экономии формовочной смеси. Предлагаемая стержневая машина работает следующим образом. В рабочем положении (чертеж) сто 7поднят вверх, полумодели 15 и 20 повернуты до упоров 26 и 27 и соеди .нены. Стерншевой ящик замкнут. После подачи формовочной смеси из бункера 5 образуется Стержень 32, кото рый под воздействием температуры на гревателей затвердевает. Когда стер жень готов, срабатывает распределитель«ый золотник и воздух сперва во действует на поршень 19, шток котор го застопорит штырь 18. После возду пойдет в верхнюю полость пневмоци-. линдра 8 и стол 7 вместе с пневмоцилиндром 10, подмодельной плитой 13, стержневым ящиком 29 и стержнем 32 пойдет вниз. Одновременно с опус канием стола 7 рейка 25 будет повор чив.ать шестерню 24 и через конические шестерни 22 и 21 - полумодель 20. Одновременно будет происходить опускание стержня 32 и вывинчивание зубчатого профиля полумодели 20 Из стержня 32. Когда полумодель 20 выйдет из стержня 32 и стол 7 опустится вниз до упора, воздух из правой полости цилиндра выйдет и поршань 19 отойдет вправо. После этого сработает пневмоцилиндр 10 и подмодельная плита 13с полумоделью 15 начнет опускаться вниз. При этом гайка 16 через вал 14 начнет поворачиваться полумоделью 15. Одновременно будет происходить опускание полумодели 15 и вывинчивание зубчатого профиля полумодели 15 из стержня 32. Когда полумодель 15 выйдет из стержня 32, стержневой ящик 29 раздвигается и готовый стержень 32 удаляется. Использование -предлагаемой конструкции позволит значительно повысить размерную точность изготавливаемых сложных стержней и производительность стержневой мгшины, Формула изобретения 1.Стержневая машина преимущественно для формовки зубчатого профиля червячного колеса, содержащая шиберн ную плиту с бункером пескодувного узла, подъемный стол, разъемный стержневой ящик, подмодельную плиту с моделью, нагреватели, пневмоцилиндры и контрольно-распределительную аппаратуру, отличающаяся тем, что, с целью повышения размерной точности изготавливаемых стержней и повышения производительности машины, модель зубчатого профиля червячного колеса выполнена из двух половин с . плоскостью разъема, проходящей через ось червяка, а каждая полумодель установлена на подаюдельной плите с упором подвижно и снабжена приводом ее поворота и выполнена с установочным пазом, взаимодействующим с упором подмодельной плиты. 2.Машина по п.1, отличающая с я Т.ем, что подъемный стол снабжен зубчатой передачей, обеспечивающей поворот верхней полумодели, установленной на шиберной плите, и дополнительным пневмоцилиндром с поршнем и полым штоком, на конце которого выполнена винтовая пара. 3.Машина по пп. 1 и 2, о т л ичающая ся тем, что, с целью фиксации подмодельной плиты от поворота относительно подъемного стола и для их взаимного перемещения, подъемный стол снабжен стопорным устройством. Источники информации, принятые во внимание при экспертизе 1.Рыжиков А.А. Технологические основы литейного производства. М., Машгиз, 1962, с. 115-118, 211-214. 2.Аксенов П.Н. Оборудование литейных цехов, М., Машиностроение, 196-8, с. 135-136.
гг
| название | год | авторы | номер документа |
|---|---|---|---|
| Пескодувная машина | 1974 |
|
SU728979A1 |
| Линия для изготовления литейных стержней | 1982 |
|
SU1026932A1 |
| Пескодувная машина | 1977 |
|
SU944751A1 |
| Способ изготовления литейных форм и стержней и устройство для его осуществления | 1988 |
|
SU1579629A1 |
| ПЕСКОДУВНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ В НАГРЕВАЕМЫХ ЯЩИКАХ | 1971 |
|
SU295340A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ | 1999 |
|
RU2153949C1 |
| Пескодувная машина для изготовления стержней | 1984 |
|
SU1163970A1 |
| Линия для изготовления стержней | 1981 |
|
SU1025481A1 |
| Многопозиционный автомат для изготовления литейных стержней | 1980 |
|
SU910316A1 |
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |