Изобретение относится к литейному производству, в частности к способам изготовления литейных форм, контроля и автоматизации этого процесса.
Цель изобретения - расширение функциональных возможностей за счет обеспечения прослеживания меченых полуформ на линии, имеющей непрерывные конвейеры.
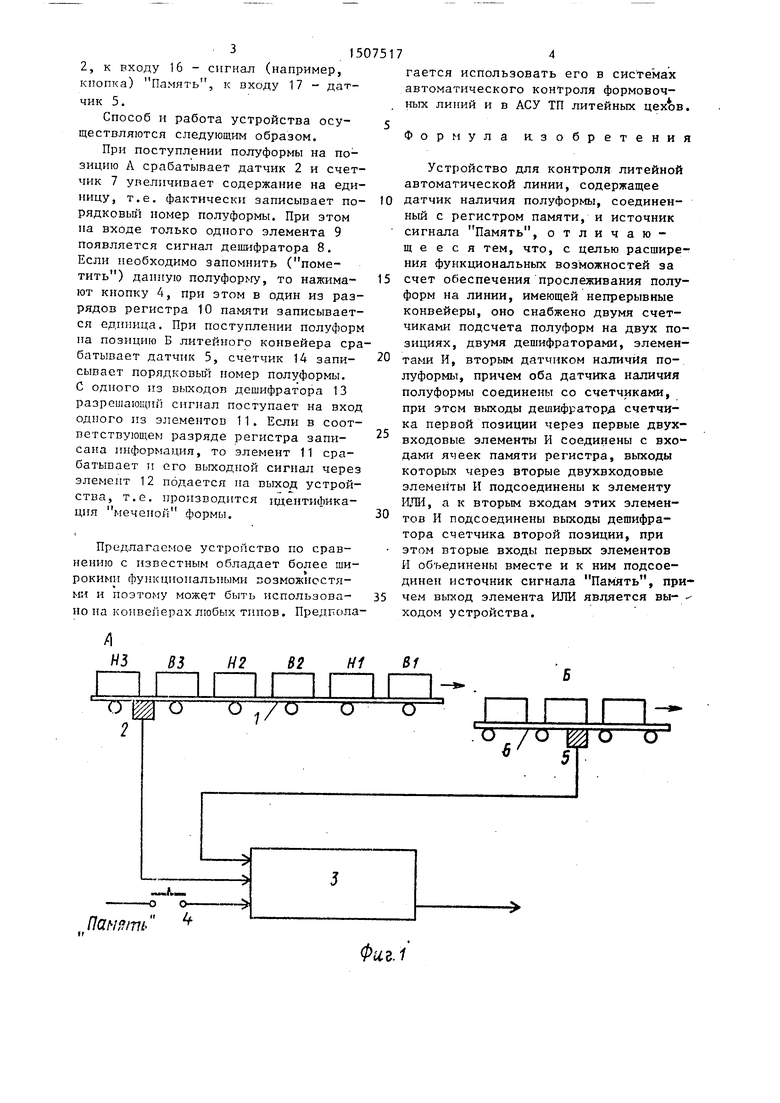
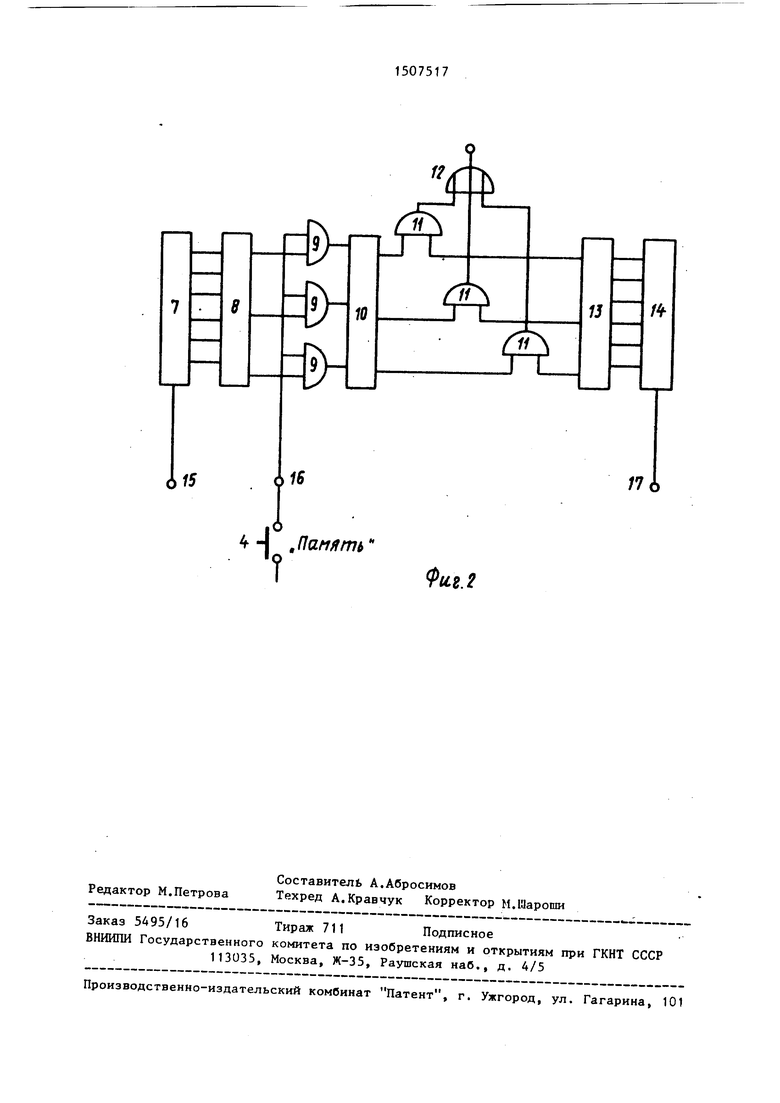
.На фиг.1 представлена технологи-I ческая линия, общий вид; на фиг.2 - блок-схема устройства контроля.
На фиг.1 изображен участок формовочной линии 1, на рольганговом конвейере которой находятся полуформы
верха (В) и полуформы
низа
(Н).
На позиции А конвейера установлен конечный выключатель 2, электрический выход которого подключен к вхо- устройства 3 контроля (прослежийноспом, проесчет ных ерывоги-I.2 -
ормо конрмы
(Н).
ен чесвхо-еживания и идентификации). На второй вход устройства подведен сигнал Память,, например от кнопки 4. К третьему входу устройства 3 подключен выход датчика 5, установленного на , позиции В литейного конвейера 6.
Схема устройства контроля (фиг.2) состоит из счетчика 7 полуформ на позиции запоминания с дешифратором 8. Выходы дешифратора через элементы И 9 подключены к записывающим входам ячеек памяти регистра 10. Выходы ячеек памяти через элементы И 11 подключены к выходному элементу ИШ1 12 устройства. На вторые входы элементов 11 подключены выходы дешифратора 13 счетчика 14 количества полуформ на позиции идентификации. Количество элементов 9 и 11 определяется количеством разрядов регистра 10. К входу 15 подключен датчик
ел
о ч
СП
315
2, к входу 16 - сигнал (например, кнопка) Память, к входу 17 - датчик 5.
Способ и работа устройства осу- ществляются следующим образом.
При поступлении полуформы на позицию А срабатывает датчик 2 и счетчик 7 увеличивает содержание на единицу, т.е. фактически записывает порядковый номер полуформы. При этом на входе только одного элемента 9 появляется сигнал дешифратора 8. Если необходимо запомнить (пометить) данную полуформу, то нажимают кнопку 4, при этом в один из разрядов регистра 10 памяти записывается единица. При поступлении полуформ на позицию Б литейного конвейера срабатывает датчик 5, счетчик 14 записывает порядковый номер полуформы. С одного из врлходов дешифратора 13 разрешающий сигнал поступает на вход одного из элементов 11. Если в соответствующем разряде регистра записана информация, то элемент 11 срабатывает и его выходной сигнал через элемент 12 подается на выход устройства, т.е. производится вдентифика
ция меченой формы.
Предлагаемое устройство по сравнени)о с известным обладает более ши
рокими функциональными возможностями и поэтому может быть использова- но на конвейерах любых типов. Предпола0
5
0
5
0
5
гается использовать его в системах автоматического контроля формовочных линий и в АСУ ТП литейных цехов.
Формула изобретения
Устройство для контроля литейной автоматической линии, содержащее датчик наличия полуформы, соединенный с регистром памяти, и источник сигнала Память, отличающееся тем, что, с целью расширения функциональных возможностей за счет обеспечения прослеживания полуформ на линии, имеющей непрерывные конвейеры, оно снабжено двумя счетчиками подсчета полуформ на двух позициях, двумя дешифраторами, элементами И, вторым датчиком наличия полуформы, причем оба датчика наличия полуформы соединены со счетчиками, при этом выходы дешифратору счетчика первой позиции через первые двух- входовые элементы И соединены с входами ячеек памяти регистра, выходы которых через вторые двухвходовые элементы И подсоединены к элементу ИЛИ, а к вторым входам этих элементов И подсоединены выходы дешифратора счетчика второй позиции, при этом вторые входы первых элементов И объединены вместе и к ним подсоединен источник сигнала Память, причем выход элемента ИЛИ является вы- - ходом устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подсчета перемещающихся изделий | 1983 |
|
SU1121687A2 |
| УСТРОЙСТВО ДЛЯ СОРТИРОВКИ БРЕВЕН НА КОНВЕЙЕРЕ | 1966 |
|
SU214389A1 |
| УСТРОЙСТВО для СЛЕЖЕНИЯ ЗА ГРУЗАМИ НА КОНВЕЙЕРЕ | 1972 |
|
SU334552A1 |
| Многоканальный анализатор электрофизиологических сигналов | 1991 |
|
SU1806603A1 |
| Устройство для подсчета перемещающихся изделий | 1981 |
|
SU963021A1 |
| Многоканальная система управления для обслуживания торгового комплекса общественного питания | 1985 |
|
SU1278882A1 |
| Устройство для учета перемещаемых изделий | 1984 |
|
SU1231523A1 |
| Устройство для программного управления автооператором | 1987 |
|
SU1536355A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО СЛЕЖЕНИЯ ЗА ПЕРЕМЕЩЕНИЕМ ШТУЧНЫХ ГРУЗОВ ПРИ ИХ СОРТИРОВКЕ | 1964 |
|
SU222765A1 |
| Устройство управления для кассетной памяти на цилиндрических магнитных доменах | 1987 |
|
SU1495850A1 |
Изобретение относится к литейному производству, в частности к способам изготовления литейных форм, контроля и автоматизации этого процесса. Цель изобретения - расширение функциональных возможностей за счет обеспечения прослеживания полуформ на линии, имеющей непрерывные конвейеры. Согласно изобретению на позиции маркирования подсчитывают и запоминают порядковый номер поступления полуформы, а на выбранной позиции распознавания производят подсчет полуформ, сравнивают полученные номера и при их совпадении производят идентификацию "меченой" полуформы. 2 ил.
Фиг.1
4-I .nafi/rmt
fu8.2
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
