(54) СМАЗКА ДЛЯ ФОРМ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
1
Изобретение относится к литейному производству, в частности, к смазкам для форм литья под давлением.
Извес-тна водная смазка, содержащая в своем составе соли, например гидроокись щелочных металлов 1.
Недостатком этой смазки является то, что она вызывает повышенную склонность к коррозии отливок и пресс-форм из-за наличия в ее составе солей.
Наиболее близкой к изобретению по технической сущности и достигаемому результату является смаз1ка для форм литья под давлением, содержащая, (вес. %):
Эмульсол20-50
Сульфонол0,01-0,1
Карбоксиметилцеллюлоза0,1-0,5 25 %-ный раствор
аммиачной воды6-10 Графит (смазывающее
вещество)8-14
Вода25-65 2.
Недостатком известной смазки является то, что ее применение ухудшает чистоту поверхности отливок вследствие образования темного налета на их поверхности и увеличения ее шероховатости из-за наличия в смазке графита, который ухудщает также санитарные условия труда.
Целью изобретения является улучшение чистоты поверхности отливок и санитарных условий труда.
Цель достигается тем, что смазка для 5 форм литья под давлением, включающая смазывающее вещество, змульсол, поверхностно-активное вещество и воду, содержит в качестве смазывающего вещества гидрофобизатор калийный при следующем соотношении ингредиентов, вес. %:
10
Гидрофобизатор калийный 43-47 Эмульсол0,8-1,2
Цоверхностно-активное
вещество1,8-2,2
ВодаОстальное.
15
Гидрофобизатор -калийный (торговая марка ГФК-1) представляет собой жидкий продукт, использование которого в составе смазки улучшает чистоту поверхности от20ливок за счет образования тонкого слоя углеводородов на поверхности пресс-форм, а также улучшает санитарные условия труда за счет исключения из состава смазки пылящего графита. Для з лучшения смачи25 ваемости пресс-форм
в смазку вводят иовещество ОП-7 или верхностно-активное ОП-10.
При содерл ании гидрофобизатора калийного менее 43 вес. % чистота поверх30ности отливскк улучшается незначительно.
а при содержании более 47 вес. % дальнейшее улучшение чистоты поверхности отливок не наблюдается.
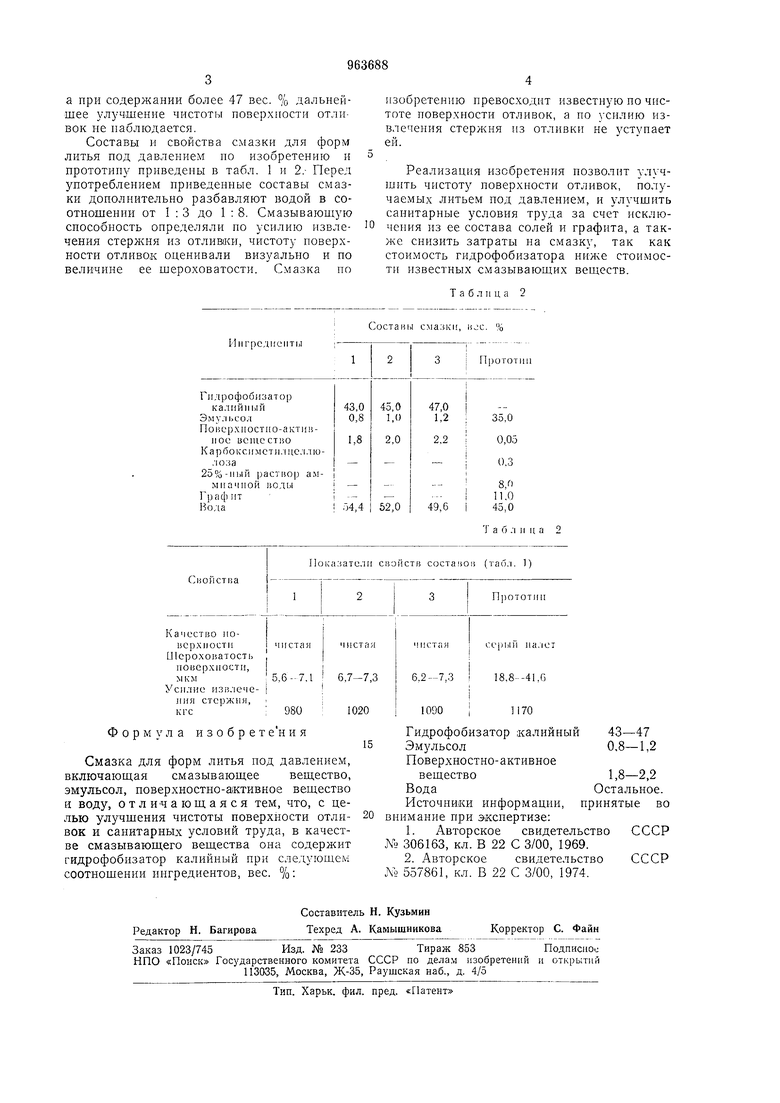
Составы и свойства смазкн для форм литья нод давлением по изобретению и прототипу приведены в табл. 1 и 2.- Перед употреблением приведенные составы смазки дополнительно разбавляют водой в соотношении от I : 3 до 1 : 8. Смазываюшую способность определяли по усилию извлечения стержня из ОТЛИВ1КИ, чистоту поверхности отливок оценивали визуально и но величине ее шероховатости. Смазка по
изобретению превосходит известную по чнстоте поверхности отливок, а ио усилию извлечения стержня из отливки не уступает ей.
Реализация изобретения позволит улучшить чистоту поверхности отлнвок, получаемых литьем нод давлением, и улучшить санитарные условия труда за счет исключения из ее состава солей и графита, а также снизить затраты на смазку, так как стоимость гидрофобизатора иил;е стоимости известных смазывающих веществ.
Т а б л II ц а 2
Составы смазки, BJC. %
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для форм при литье под давлением | 1983 |
|
SU1115839A1 |
| Смазка для пресс-форм машин литья под давлением при производстве отливок из цветных сплавов | 1987 |
|
SU1458059A1 |
| Смазка для пресс-форм | 1982 |
|
SU1097429A1 |
| Смазка для пресс-форм и прессующего поршня машин литья под давлением | 1981 |
|
SU961842A1 |
| Смазка для пресс-форм | 1979 |
|
SU833358A1 |
| Смесь для изготовления литейных форм | 1976 |
|
SU653021A1 |
| Смесь для изготовления литейных форм | 1981 |
|
SU1126353A1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ЦВЕТНЫХ СПЛАВОВ | 1990 |
|
RU2029651C1 |
| Способ нанесения смазки на модели | 1976 |
|
SU664695A1 |
| Смазка для изложниц | 1979 |
|
SU899224A1 |
