Изобретение относится к области подъемно-транспортного оборудования и может быть использовано при судоремонте- для кантования при сварке крупногабаритных металлоконструкций, например секций крышек судовых люковых закрытий,
Известен кантователь плоских изделий, содержащий смонтированные на основании колонну с трособлочной системой для поворота изделия, раму для изделия, одним концом соединенную с трособлочной системой, а другим смонтированную на тележке-, установленной в направляющих основания l.
Этот кантователь позволяет пере.кантовывать изделие на 180 и устанавливать его в любое наклонное положение. Но нёшичие в конструкции кантователя ргииы, оснащенной прижимами, не позволяет перекантованное изделие снять с кантователя без дополнительного поднятия и установки изделия в вертикальное положение.
Кроме того, для установки на кантоват эль следующего изделия раму устанавливают в исходное положение (зажимы сверху рамы) и закрепляют на ней изделие.
(54) КАНТОВАТЕЛЬ
Это значительно увеличивает затра ты на .вспомогательные-операции по подготовке кантователя к работе и на снятие изделия с кантователя, увеличивает затраты энергии, вызванные дополнительной работой кантующих механизмов.
Наиболее близким по технической сущности и достигаемому результату
10 к изобретению является кантователь, содержащий смонтированные на основании колонну с трособлочной системой для поворота изделия, подаижную вдоль основания кантуюшую тележку 15с поворотным кронштейном, оснащенньм опорной пятой и выдвижными зажимами для изделия и опору с зажимами для изделия, соединенными с-трособлочной системой 2.
Такой кантователь позволяет перекантовать изделие на 180, устанавливать изделие в любое наклонное положение, а также снимать изделие
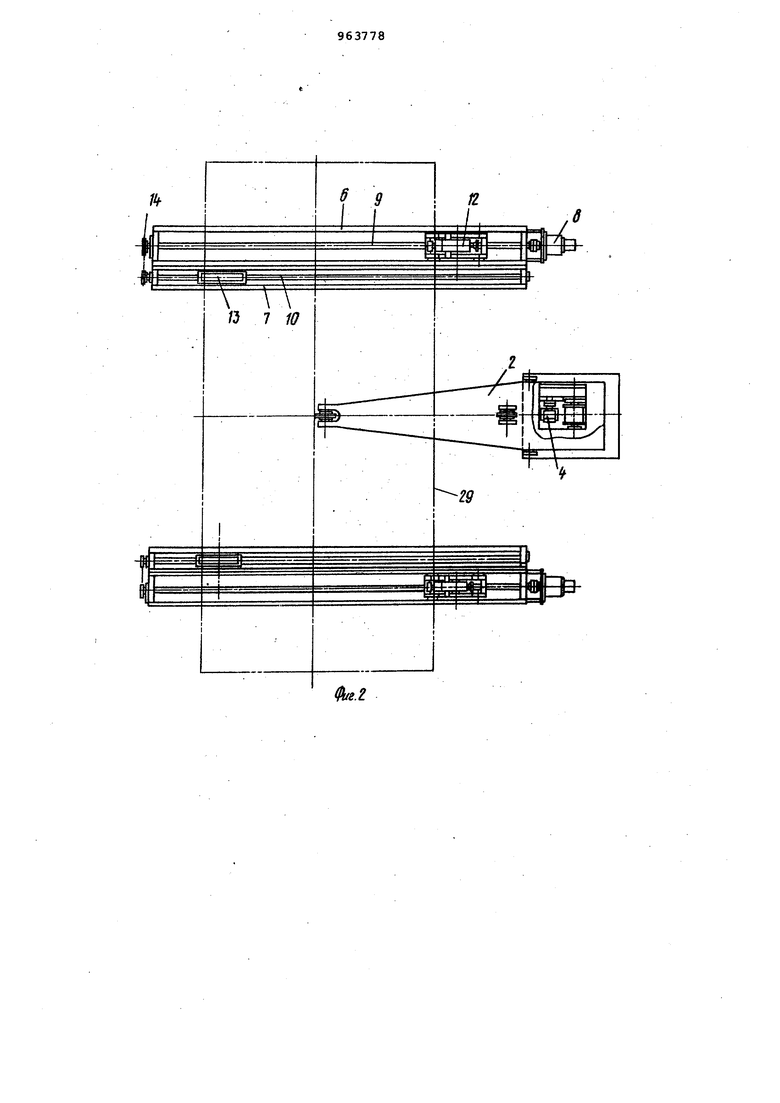
25 с кантователя после перекантовки его на ISC. При зтом выдвижные зажимы, закрепленные на поворотной раме, позволяют устанавливать и снимать изделие при любом положении рамы без дополнительных затрат времени на предварительную установку рамы в исходное положение. Но наличие в конструкции кантова теля рамы, габариты которой соответ ствуют только габаритам одного уста навливаемого изделия, и зажимов, закрепленных на раме-без возможности изменения расстояния между ни ми, не позволяет закреплять изделия различных габаритов и толщин. Целью изобретения является расши рение технологических возможностей путем обеспечения кантования изделия различных габаритов. С этой целью кантователь, содержащий смонтированные на основании колонну с трособлочной системой для поворота изделия, подвижную вдоль основания кантующую тележку с поворотным кронштейном, оснащенным опор ной пятой и выдвижными зажимами для изделия, и опору с заикимами для изд ЛИЯ, соединенными с трособлочной системой, оснащен дополнительной те лежкой, установленной на основании с возможностью перемещения в направ лении, противоположном направлению перемещения кантующей тележки и кин матически соединенной с последней, а опора смонтирована на дополнитель ной тележке с возможностью подъема. На фиг.1 изображен кантователь; на фиг.2 - то же, вид сверху; на фиг.3 - узел 1 на фиг.1. Кантователь содержит смонтированную на основании 1 колонну 2,осн щенную трособлочной системой 3 с лебедкой 4. колонна установлена с возможностью наклона приводом 5. На основании смонтированы направ ляющие 16 и 7, в которых с возможностью перемещения посредством приводов 8 с ходовыми винтами 9 и 10 и плавающими гайками 11 установлены кантующая тележка 12 и дополнительная тележка 13. Ходовые винты 9 и 10 кинематически связаны цепной передачей 14 . Кантующая тележка 12 имеет стой-, ки 15, на оси 16 которых установлен поворотный кронштейн 17 с опорной пятой 18 и направляющими 19, в кото рых установлены выдвижные посредством винтов 20 зажимы 21 для изделия выполненные в виде планок 22 с винтовым прижимом 23. На кронштейне 17 смонтирован упор 24, взаимодействующий с упорами 25 стойки 15. Дополнительная тележка 13 снабжена подъемной опорой 26, зажимы 27 которой выполнены в виде струбцины соединенной с трособлочной системой 3 колонны 2. подъем опоры 26 осуществляется винтовым приводом 28. Кантователь работает следующим образом. Кантующие 12 и дополнительные 13 тележки включением привода 8 устанавливаются в рабочее положение, т.е. раздвигаются или сдвигаются на расстояние, соответствующее ширине изделия 29 (кантуемой секции). Верхние зажимы 21 кантующих тележек винтами 20 вдвигают в нерабочее положение, позволяющее установить секцию 29 на нижние зажимы, выдвинутые в рабочее положение. Кронштейны U7 своими упорами 24 упираются в упоры 25 стоек 15. Прижимы 23 нижних зажимов предварительно опускают или поднимают с учетом толщины устанавливаемого изделия . Опоры 26 тележек 13 винтовыми приводами- 28 поднимают или опускают на высоту, соответствующую высоте опорных поверхностей прижимов 23 нижних зажимов тележек 12. Колонну 2 включением привода 5 отклоняют на небольшой угол в вертикальной плоскости, отключают привод 5 конечным выключателем (на черт. не показан). Грузоподъемным средством (на черт, не показано) изделие (секцию) 29 опускают на тележки 12 и 13. Верхние зажимы 21 выдвигают в рабочее положение и прижимы 23 подводят к поверхности секции (плотное прижатие прижимов к поверхности секции не обязательно).i Колонну 2 включением привода 5 наклоняют в рабочее положение до. совпадения верхнего блока трособлочной системы 3 с осью симметрии кантователя. е грубцину 27 закрепляют на боковой стенке изделия 29. Включают лебедку 4 и, как только кромка боковой стенки изделия оторвется от опоры 26, включают приводы 8 перемещения тележек 12 и13, которые движутся навстречу друг другу. Скорости подъема кромки изделия и перемещения тележек согласованы таким образом, что, когда изделие окажется в вертикальном положении, тележки 12, на которые опирается изделие при развороте, пересекут ось симметрии кантователя. Лебедка 4 переключается на опускание секции и, как только секция своей противоположной стороной коснется поверхностей опор 26 тележек 13, отключают приводы 8 перемещения тележек 12 и 13, а.затем лебедку 4. Отсоединяют струбцину 27 от секии изделия. Поднимают прижимы 23 ерхних зажимов 21, которые винтами 0 вдвигают в кронштейн 17. Включеием привода 5 колонну 2 отклоняют. зделие 29 снимают с кантователя. Кантователь готов к выполнению чередной операции кантования издеЛИЙ, ширина и толщина которых соответствует ранее перекантованной.
Если необходимо перекантовывать изделие, ширина и толщина которого отличается от ширины и толщины ранее перекантованного изделия, тележки 12 и 13 раздвигают или сдвигают на необходимый размер, соответствующий ширине изделия, а прижимы 23 нижних зажимов тележек 12 и опоры 26 тележек 13 поднимгиот или опускают на размер, соответствующий толщине изделия.
Выполнение кантователя с тележками, смонтированными в направляющих основания с возможностью перемещения в противоположных направлениях, позволяет устанавливать, закреплять, перекантовывать изделия на 180 различных габаритов и снимать с кантователя при любых его положениях с минимальными затратами времени на установку в исходное (рабрчее) положение тележек.
Кроме того, кантователь обеспечивает закрепление секций крышек судовых люковых закрытий, имеющих на торцах выступающие кронштейны.
Формула изобретения
1. Кантователь, содержащий смонтированные на основании колонну с
трособлочной системой для поворота изделия, подвижную вдоль основания кантунЯцую тележку с поворотным кронштейном, оснащенным опорной пятой и выдвижнЕлми зажимами для изделия, и опору с зажимами для изделия,
соединенныгли с трособлочной системой, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения кантования изделий различнь-х габаритов, кантователь оснащен дополнительной тележкой, установленной на основании с возможностью перемещения в направлении, противоположном направлению
перемещения кантующей тележки, и кинематически соединенной с последней, а опора смонтирована на дополнительной тележке с возможностью подъема. 2. Кантователь по п. 1, отличающийся тем, что кантующая тележка оснащена упором для поворотного кронштейна.
Источники информации, принятые во внимание при зкспертизе
25
1, Гитлевич А.Д. Механизация и автоматизация сварочного производМашиностроение
1972,
ства. М., с. 75.
30
2. Авторское свидетельство СССР 590195, кл. В 65 G 7/00, 1973 (прототип).


| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь крупногабаритных листовых изделий | 1988 |
|
SU1585045A1 |
| Участок для подачи,кантования и выгрузки изделий | 1985 |
|
SU1340958A1 |
| Кантователь | 1982 |
|
SU1133066A1 |
| Кантователь рамных изделий | 1981 |
|
SU998068A1 |
| КАНТОВАТЕЛЬ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2065628C1 |
| Кантователь для поворота под сварку длинномерных коробчатых изделий | 1988 |
|
SU1655741A1 |
| Кантователь | 1979 |
|
SU829380A1 |
| Устройство для кантования изделий | 1990 |
|
SU1724552A1 |
| Кантователь | 1983 |
|
SU1117176A2 |
| Устройство для кантования крупногабаритных изделий | 1978 |
|
SU789379A1 |