Изобретение относится к обработке металлов давлением, а именно к изготовлению поковок типа пластин и плит и может быть использовано в тяжелом, энергетическом и транспортном машиностроении.
Цель изобретения - сокращение расхода металла за счет получения равных торцов на поковке.
На фиг. 1 показана заготовка после протяжки в ширину; На фиг. 2 - то же, после протяжки в длину; на фиг. 3 - то же, после протяжки п.о боковым граням; на фиг. 4 - то же, после протяжки в длину до выравнивания горизонтальных плоскостей; на фиг, 5 - готовая поковка пластины.
Способ реализуют следующим образом.
Первоначально заготовку протягивают до ширины, равной 1,1-1,08 BQ, где Bf, - ширина готовой поковки. Далее заготовку протягивают в длину до толщины (0,25-0,30) Б и после кан товки на 90 протягивают в длину по боковым граням до поковочной ширины В,,. Б результате указанной операции сечение пластины (поперечное) получа
ется криволинейным с излишком метал- 30 1200 С и передают на ковку под пресс
усилием 60 МН.
Первоначально слиток протягивают до ширины 1530 мм, после чего протягивают в длину до толщины 350 мм. .
тягивают по боковым граням до размера 1400 мм, после кантовки на 90
ла по периферийным участкам. Затем заготовку кантуют на 90 и протягивают в длину до выравнивания горизонтальных плоскостей. В результате . по бокам торцов заготовки, перпенди- э Далее заготовку кантуют на 90° и про- кулярных направлению протяжки, образуются симметрично расположенные языки. При око нчательной протяжке протягивают в длину до толщины 350мм, до поковочных размеров вогнутьй про- а затем - до окончательной поковоч40 ной толщины 220 мм с чередованием
кантовки на 90 и правки по боковым
граням,
Предлагаемьй способ позволяет
сократить расход металла за счет по- 45 лучения ровнЕлх торцов поковки-.
филь выравнивается, и торцы становятся прямолинейными. Параметры способа определены экспериментально и обоснованы следующим. Протяжка до ширины, равной 1,1-1,08 ширины поковки, позволяет при последующей протяжке по боковым граням ковать заготовку со степенью деформации 10-8%. Данные степени деформации обеспечивают тре- буемьй набор металла на концевых участках поперечного сечения заготов- д ки по ее длине. Увеличение или уменьшение деформации, которая зависит от ширины заготовки, позволяет получить, соответственно, или излишек объема металла, или его недостаток на концевых участках поперечного сечения заготовки. Б результате при последующей протяжке в длину заготовки с поперечным сечением данной форФормула изобретения
Способ ковки пластины, включающий протяжку заготовки в ширину и длину в чередующейся последовательности с кантовкой заготовки на 90° и ее правкой по боковым граням, а также окон- 5 чательную протяжку до поковочных размеров, отличаЮ Щийся тем, что, с целью сокращения расхода металла, первую протяжку в ширину осуществляют до получения размера
мы до выравнивания горизонтальных плоскостей, а затем при окончательной протяжке до поковочных размеров, торцы поковки приобретают или волнистьй профиль (с излишком металла по бокам), или языки. Установленные параметры по толщине 0,25-0,30 Б при протяжке заготовки в длину (фиг. 2) обоснованы следующим. Б случае протяжки заготовки на толщину менее 0,25 ширины поковки при последующей ее протяжке по боковым граням происходит изгиб заготовки и недостаточный набор объема металла на
концах ее поперечного сечения, что не позволяет выравнить торцы при окончательной протяжке заготовки в длину. Использование для протяжки по боковым граням заготовки толщиной
более 0,30 ширины поковки не позволяет получить ровные торцы, так как интенсивная протяжка в длину, вызванная большой толщиной заготовки, при- вопит к образованию языков.
Пример. Изготавливают пластину размером 1400-2300-220 мм из стали 65Г16Н7М2ФЗ, Слиток ЭШП размером 1300-550-1000 мм нагревают до
усилием 60 МН.
Первоначально слиток протягивают до ширины 1530 мм, после чего протягивают в длину до толщины 350 мм. .
Далее заготовку кантуют на 90° и про- протягивают в длину до толщины 350мм а затем - до окончательной поковочтягивают по боковым граням до размера 1400 мм, после кантовки на 90
Далее заготовку кантуют на 90° и про- протягивают в длину до толщины 350мм а затем - до окончательной поковоч д
Формула изобретения
Способ ковки пластины, включающий протяжку заготовки в ширину и длину в чередующейся последовательности с кантовкой заготовки на 90° и ее правкой по боковым граням, а также окон- 5 чательную протяжку до поковочных размеров, отличаЮ Щийся тем, что, с целью сокращения расхода металла, первую протяжку в ширину осуществляют до получения размера
1,08-1,1 ширины поковки, последующую протяжку в длину - до толщины, равной 0,25-0,30 ширины поковки, затем протягивают полуфабрикат по его боковым граням до получения ширины.
равной ширине поковки, а перед окон чательной протяжкой до поковочных размеров выполняют протяжку в длину с выравниванием его поверхности в плане.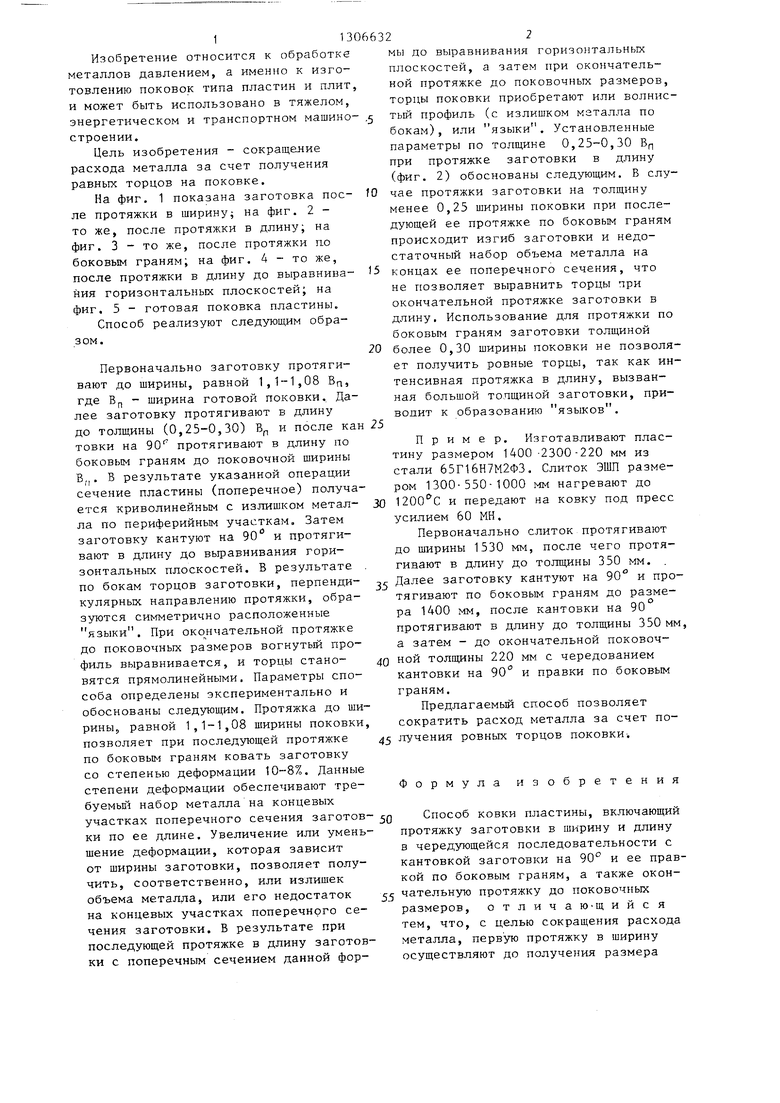
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки поковок типа пластин | 1990 |
|
SU1761364A1 |
| Способ ковки поковок типа штамповых кубиков | 1986 |
|
SU1424926A1 |
| Способ ковки поковок типа кубиков | 1987 |
|
SU1442318A1 |
| Способ изготовления поковок прямоугольного сечения | 1985 |
|
SU1281328A1 |
| Способ ковки поковок типа пластин | 1980 |
|
SU889248A1 |
| Способ ковки поковок со стержнем и плоскими головками | 1985 |
|
SU1328045A1 |
| Способ ковки поковок | 1988 |
|
SU1608005A1 |
| Способ ковки пластин | 1983 |
|
SU1100032A1 |
| Способ ковки поковок типа валов | 1991 |
|
SU1816242A3 |
| Способ ковки поковок типа пластин | 1987 |
|
SU1532169A1 |
Изобретение относится к области . обработки металлов давлением, в частности к изготовлению поковок типа пластин и плит. Целью изобретения является сокращение расхода металла на поковку. Способ ковки пластины включает протяжку заготовки и последующее чередование протяжки в длину с кантовкой заготовки на 90° и ее правкой по боковым граням. При этом после протяжки заготовки по длине осуществляют протяжку по ее боковым граням до ширины, равной ширине поковки, кантуют заготовку на 90 и осуществляют протяжку по длине, вы- равния ее горизонтальные плоскости, причем протяжку заготовки по ширине осуществляют до размера 1,1-1,08 поковочной ширины, а протяжку по длине - до 0,25-0,30 поковочной ширины. 5 ил. i (Л со о О5 О5 00 to
0,25-0,50 Вп
Фи.г.1
Фаг. 2
«; «
Фиг. 5
9иг.
Редактор Э.Слиган
Составитель Н.Тимофеева Техред Л.Олейник
Заказ 1481/7
Тираж 583Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фаг. 5
Корректор Т.Колб
| Семенов Е.И | |||
| Ковка и объемная штамповка | |||
| М.: Высшая школа, 1972, с | |||
| Способ получения продукта конденсации бетанафтола с формальдегидом | 1923 |
|
SU131A1 |
| Способ получения камфоры | 1921 |
|
SU119A1 |
