(St) УСТРОЙСТВО для ТРАНСПОРТИРОВАНИЯ
1
Изобретение относится к техноло гимескому оборудованию и может быть Использовано в электронной промышленности при производстве полупроводниковых приборов, в частности в производстве микроструктур на пластинах и фотошаблонах.
Наиболее близким к предлагаемому является устройство для транспортирования деталей, преимущественно кремниевых пластин, содержащее накопитель, блок выдачи деталей из накопителя на конвейер, выполненный в виде шнура, размещенного на ведущем и ведомом колесах, при этом на замкнутом шнуре установлены гнезда для деталей в виде шайб, а на ведущем и ведомом колесах выполнены пазы для гнезд конвейера, блок управления и механизм перегрузки деталей и конвейера в накопитель 1 .,
Недостаток известного устройства заключается в низком выходе годных, из-за высокого процента боя пластин. ДЕТАЛЕЙ
что объясняется их большой хрупкостью.
Цель изобретения - повышение качества работы устройства за счет снижения боя кремниевых пластин.
Цель достигается тем, что в устройстве для транспортирования деталей, преимущественно кремниевых пластин, содерх ащем накопитель, блок выдачи деталей из накопителя, меха10низм перегрузки деталей из накопителя на конвейер, выполненный в виде замкнутого шнура, размещенного на ведущем и ведомом колесах, при этом на замкнутом шнуре установлены гнезда .
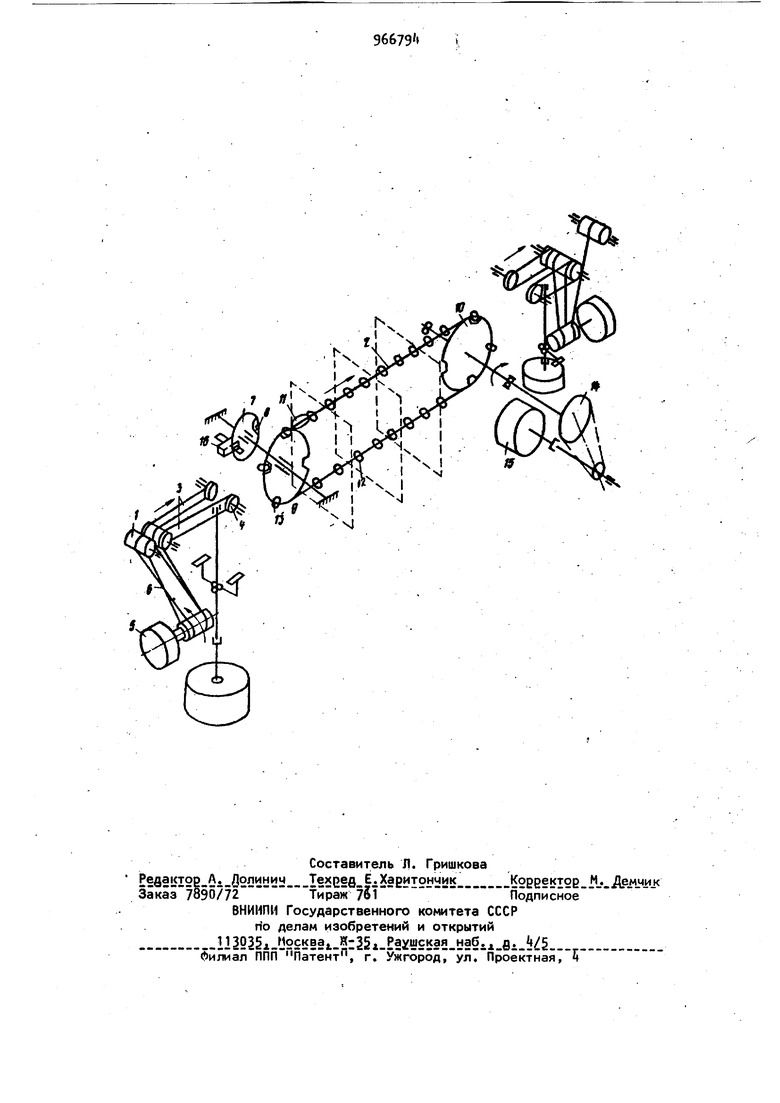
ts для деталей в виде шайб, а на ведущем и ведомом колесах выполнены пазы для гнезд конвейера, блок управления и механизм перегрузки деталей с конвейера в накопитель, механизм пере20грузки деталей из накопителя в конвейер выполнен в виде двух параллельно располо ; енныхпассиков, рабочая поверхность которых находится в одной 3Я6 плоскости с рабочей поверхностью конвейера, а блок выдачи деталей из накопителя на конвейер выполнен в ви де размещенного на одном валу с ведо мым KOjiecoM конвейера диска с пазами в которых установлены постоянные магниты, и контакта, соединенного с блоком управления, установленного с возможностью взаимодействия с каждым из постоянных магнитов диска блока выдачи деталей из накопителя на конвейер при этом количество пазов в диске бло ка выдачи деталей из накопителя на конвейер равно количеству пазов ведомого колеса конвейера. Кинематическая схема устройства представлена на чертеже. Устройство для транспортирования деталей (кремниевых пластин), например, в агрессивных средах, содержит механизм 1 перегрузки деталей из накопителя на конвейер 2, выполненный в виде двух параллельно расположенных пассиков 3, рабочая поверхность которых находится в одной плоскости с рабочей поверхностью конвейера 2. Пассик размещен на двух роликах и приводится в движение электродвигателем 5 переменного тока с приводным механизмом 6. Блок выдачи деталей из накопителя на конвейер выполнен в виде диска 7 с пазами, в которых установлены постоянные магниты 8, причем -ДИСК размещен на одном ваЛу с ведомым колесом 9 конвейера 2, который выполнен в виде замкнутого шнура, раз мещенного на ведущем 10 и ведомом 9 . колесах, при этом на замкнутом шнуре установлены гнезда для деталей 11 в виде шайб 12, образующие дискретные карманы. На ведущем и ведомом колесах выполнены пазы 13 в которые за ходят шайбы 12 при движении конвейера Ведущее колесо 10 конвейера 2 располо : ено на одной оси с приводной звездочкой 1, вращение которой осуществляется от электродвигателя 15 по стоянного тока. За конвейером 2 установлен механизм перегрузки деталей с конвейера в накопитель. Блок выдачи деталей из накопителя включает контакт 16, соединенный с блоком управле ния. Механизм перегрузки деталей с конвейера в накопитель выполнен идентично механизму перегрузки деталей Vi3 накопителя на конвейер. Устройство работает следующим образом. Загруженные в кассету (е показано) кремниевые пластины (толщиной 1 мм, 0 7 -150 мм) или фотошаблоны на стеклянной подложке (0 76-153 мм) поштучно выводятся пассиками (два ремня 0 3 мм) в момент опускания кассеты на шаг (-механизм опускания кассеты не показам). Диск 7, выполненный из винипласта, ( 0 мм, толщиной 10 мм) с запрессованными в него по периферии равнорасположенными четырьмя магнитами 8, например, из феррита бария, контактирует через воздушный зазор с контактом 16. Электродвигатель 15 (3000 об/мин ) приводит во вращение ведущее колесо 10 конвейера 2, ведомое колесо 9 вместе с расположенным на одной оси с ним диском 7. Колеса, выполненные из винипласта (0180 .мм) имеют паза, расположенные по окружности на равном расстоянии (глубина 20 мм, ширина 25 Wi ). Диск 7 может проворачиваться для р.егулирования времени между выдачей команды на подачу пластин, при вращении поочередно подводит свои магниты 8 к контакту 16, загерметизированному во фторопластовую трубку. В момент прохода магнита -мимо контакта последний замыкает свои контакты (не показан) и выдает импульс на опускание кас- . сеты с полупроводниковыми пластинами на шаг. Пластина попадает на вращающиеся пассики, рабочая поверхность которых расположены в одной плоскости с конвейером 2. Конвейер выполнен из .полипропиленового шнура диаметром 5 мм с расположенными на нем на расстоянии , превышающем на 10-15 мм размер пластины, шайбами из фторопласта диаметром 25 мм. Выполнение конвейера из шнура обусловлено тем, что последний обеспечивает минимальный обмен материала (агрессивной среды ) между зонами обработки, что важно для работы в таких средах. Диск 7 устанавливается относительно пазов ведомого колеса 9 так, чтобы при выдаче пластины из накопителя передняя по ходу движения конвейера шайба, ограничивающая карман, в который попадает пластина, уже вышла на плоскость движения конвейера, а задняя шайба кармана еще находилась ниже этой плоскости. С пассиков, обеспечивающих движение пластины со скоростью 8,3 м/мин, последняя проходит над шайбой, замыкаю1чей карман и находящейся в этот момент ниже плоскости движения, и бу кармача.
на уровень плоскости движения пластины. Замыкает пластину в кармане и начинает вести ее вдоль трека 4ерез зоны о()работки (травление, промывка сушка ) со скоростью, меньшей скорости движения пластины на лассиках (.0,8 м/мин). За счет разности скоростей движения пластины на пассиках и конвейере пластина проскакивает над шайбой, замыкающей карман. При подходе пластины к позиции разгрузки паредняя шайба кармана на ведущем колесе 10 попадает в паз этого колеса и начинает опускаться относительно плос кости движения пластины. Задняя шайба проталкивает пластину на вращаю1цие ся пассики, которые обеспечивают боль шую скорость движения пластин (8,3 м/мин), за счет разности скороетей пластина отрывается от задней шай бы кармана конвейера и движется не пассики механизма перегрузки деталей с конвейера в наполнитель. . Устройство позволяет исключить й пластин. Кроме того, расширяется диапа :зон применения устройства, так как О1беспечивается возможность обработки не только полупроводниковых пластин, но и фотошаблонов на тяжелых стеклянных подложках за счет движеНИИ последних в одной плоскости. Выход годных увеличивается на 3 Лормула изобретения 1. Устройство для транспортирования деталей, преимущественно кремниевых пластин, содержащее накопитель,
теля на конвейер, выполненный в виде замкнутого шнура, размещенного на ведущем и ведомом колесах, при этом на замкнутом шнуре установлены гнезда для деталей в виде шайб, а на ведущем и ведомом колесах выполнены пазы для 1гнезд конвейера, блок управления и механизм перегрузки деталей с конвейера в накопитель, отличающееся тем, что, с целью повышения 5961 70 упирается в переднюю тай- блок выдачи деталей из накопителя, Задняя шайба, поднимаясь . механизм перегрузки деталей из накопикачества работы устройства за счет снижения боя кремниевых пластин,мёханизм перегрузки деталей из накопителя на конвейер выполнен в виде двух параллельно расположенных пассиков, рабочая поверхность которых находится в одной плоскости с рабочей поверхностью конвейера, а блок выдачи деталей из накопителя на конвейер выполнен в виде размещенного на одном валу с ведомым колесом конвейера диска с пазами, в которых установлены постоянные магниты, и контакта, соединенного с блоком управления, установленного с возможностью взаимодействия с каждым из постоянных магнитов диска блока выдачи деталей из на копителя на конвейер. . 2. Устройство по п. 1, от л и чающееся .тем, что количество пазов в диске блока выдачи деталей из накопителя на конвейер равно количест-ву пазов ведомого колеса конвейера. Источники информации, принятые во внимание при экспертизе 1. Техническое описание на установку струйного травления типа .С-2Е фирмы 1.1. Industries Incorporated, США, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШВЕЙНАЯ ПРОИЗВОДСТВЕННАЯ СИСТЕМА | 2004 |
|
RU2262561C1 |
| Устройство для перемещения и укладки плоских деталей | 1982 |
|
SU1034336A1 |
| Устройство для транспортирования и подачи на рабочую позицию плоских деталей | 1982 |
|
SU1098876A2 |
| Конвейер | 1982 |
|
SU1033402A1 |
| Устройство для транспортирования изделий | 1978 |
|
SU771767A1 |
| Устройство для транспортирования и подачи на рабочую позицию плоских деталей | 1982 |
|
SU1046177A1 |
| Элеваторное загрузочное устройство | 1986 |
|
SU1444245A1 |
| МНОГОПОТОЧНАЯ МЕХАНИЗИРОВАННАЯ ЛИНИЯ | 1970 |
|
SU283452A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ РЫБЫ В РЫБООБРАБАТЫВАЮЩИЕ МАШИНЫ | 2017 |
|
RU2649340C1 |
| Устройство для перемещения и укладки плоских деталей | 1990 |
|
SU1740288A1 |