(54) МНОГОПОЗИЦИОННЫЙ СВАРОЧНЫЙ МАНИПУЛЯТОР
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Многопозиционный сварочный манипулятор | 1981 |
|
SU967758A1 |
| Автомат Петрова для сборки и сварки кожухов центробежных вентиляторов | 1983 |
|
SU1138284A1 |
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1985 |
|
SU1368146A1 |
| Многопозиционный манипулятор | 1985 |
|
SU1263484A1 |
| Многопозиционный манипулятор | 1981 |
|
SU1031690A1 |
| Линия для изготовления сварных тел вращения | 1987 |
|
SU1433736A1 |
| Многопозиционная установка дляСбОРКи и СВАРКи МЕТАллОКОНСТРуКций | 1978 |
|
SU795835A1 |
| Машина для заврки ламп-фар | 1975 |
|
SU589647A1 |
| Станок для изготовления электрических катушек | 1985 |
|
SU1348921A1 |
Изобретение отноштея к устройствам для сборки и сварки узлов с предварительным подогревом,- в частности узлов с кольцевыми швами.
Известен манипулятор, содержащий планшайбу с поворотными шпинделями на каждой позиции и единый привод для вращения шпинделей и для смены позиций планшайбы 1.
Этот манипулятор не обеспечивает автоматической сварки деталей с предварительным подогревом, так как загрузке и снятии деталей в позиции загрузки необходимо останавливать вращение всех шпинделей.
Наиболее близким по техническому решению является многопозидионный сварочный манипулятор, содержащий поворотную планшайбу с закрепленными на ней шпинделями на каждой позиции, единый привод поворота планшайбы и вращения шпинделей, а также устройство для отключения вращения шпинделя на позиции загрузки 2.
В этом устройстве имеется возможность отключения одной из позиций, но отключение производится с помощью кулачковой муфты не автоматически, что снижает его производительность.
Цель изобретения - повышение производительности путем обеспечения автоматического отключения шпинделя на позиции загрузки.
С этой целью на выходном валу привода по оси поворота планшайбы и на шпинделях закреплены шкивы с охватывающими их ремнями , а устройство для отключениявращения шпинделя на позиции загрузки выполнено в виде закрепленного на основании по оси поворота планшайбы кулачка с вогнутой поверхностью со стороны позиции загрузки и шарнирно смонтированных на планшайбе соответственно каждой позиции подпружиненных двуплечих рычагов для натяжения ремней, одно из плеч каждого из которых установлено с возможностью взаимодействия с кулачком, а другое - с соответствующим ему ремнем.
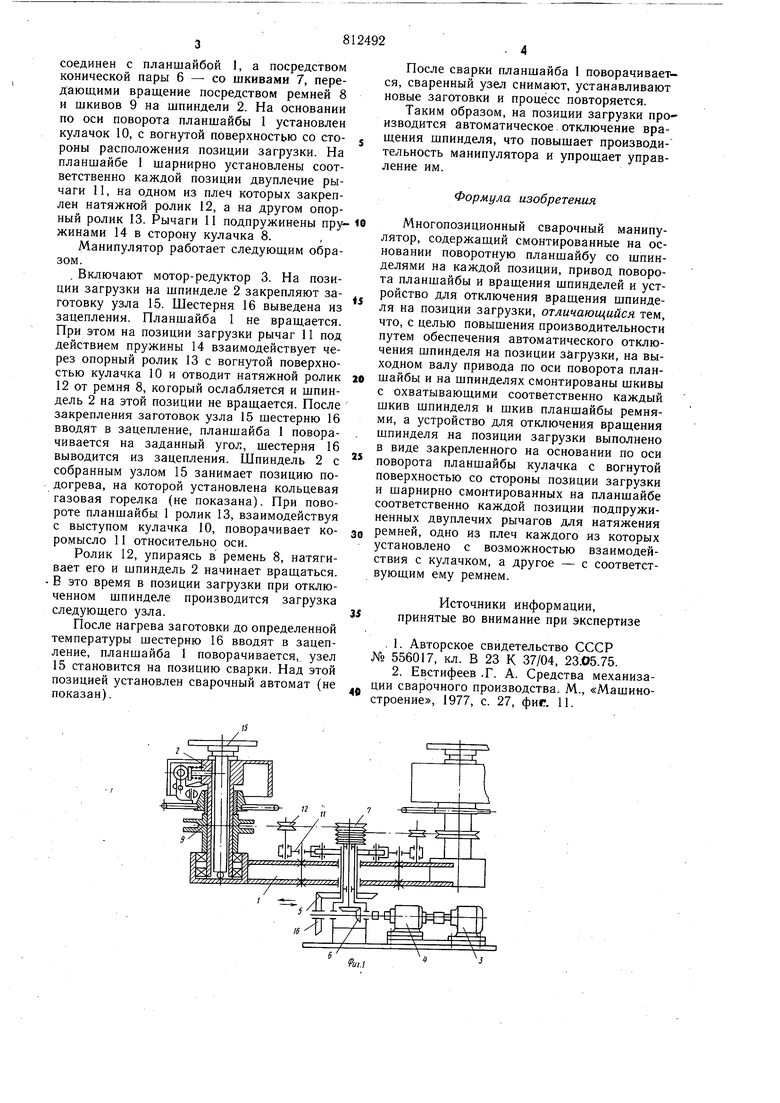
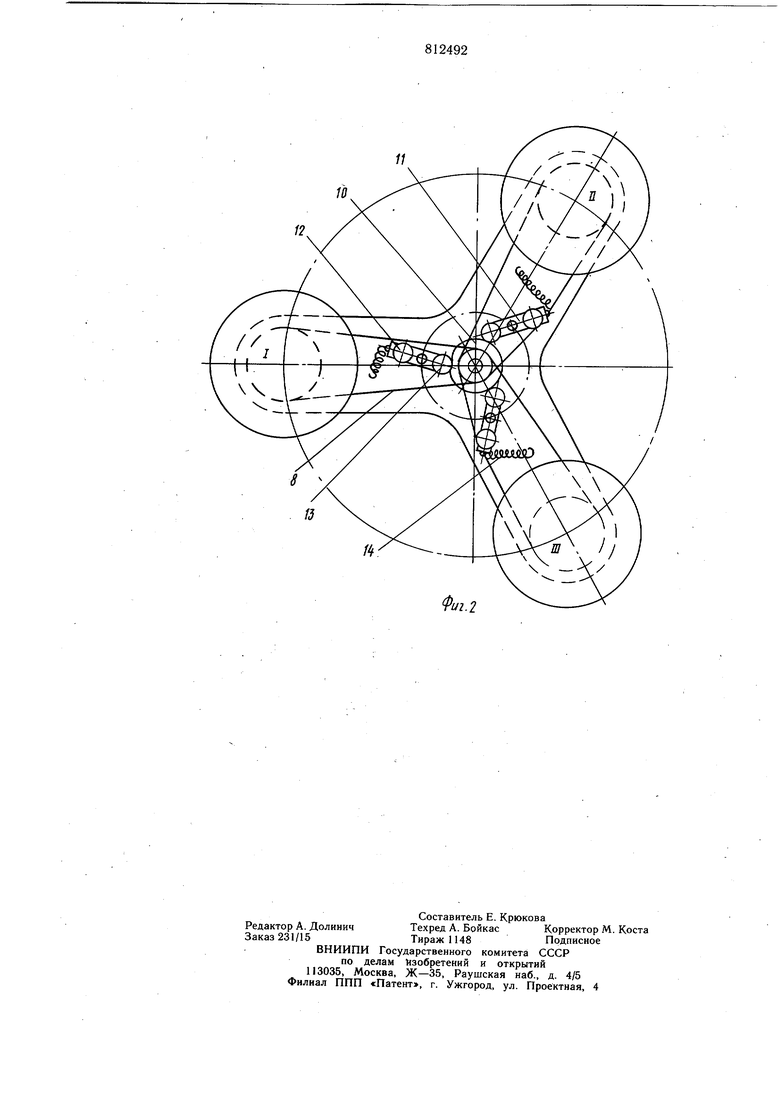
На фиг. 1 изображен манипулятор; на фиг. 2 - то же, вид сверху.
Манипулятор содержит смонтированную на основании поворотную планщайбу 1 с расположенными на ней шпинделями 2, а также привод, который состоит из моторредуктора 3 и вариатора 4. Выходной вал привода посредством конической пары 5 соединен с планшайбой 1, а посредством конической пары 6 - со шкивами 7, передающими вращение посредством ремней 8 и щкивов 9 на щпиндели 2. На основании по оси поворота планшайбы 1 установлен кулачок 10, с вогнутой поверхностью со стороны расположения позиции загрузки. На планшайбе 1 щарнирно установлены соответственно каждой позиции двуплечие рычаги 11, на одном из плеч которых закреплен натяжкой ролик 12, а на другом опорный ролик 13. Рычаги 11 подпружинены пружинами 14 в сторону кулачка 8. Манипулятор работает следующим образом. . Включают мотор-редуктор 3. На позиции загрузки на шпинделе 2 закрепляют заготовку узла 15. Шестерня 16 выведена из зацепления. Планшайба 1 не вращается. При этом на позиции загрузки рычаг 11 под действием пружины 14 взаимодействует через опорный ролик 13 с вогнутой поверхностью кулачка 10 и отводит натяжной ролик 12 от ремня 8, который ослабляется и шпиндель 2 на этой позиции не вращается. После закрепления заготовок узла 15 шестерню 16 вводят в зацепление, планшайба 1 поворачивается на заданный угол, шестерня 16 выводится из зацепления. Шпиндель 2с собранным узлом 15 занимает позицию подогрева, на которой установлена кольцевая газовая горелка (не показана). При повороте планшайбы 1 ролик 13, взаимодействуя с выступом кулачка 10, поворачивает коромысло 11 относительно оси. Ролик 12, упираясь в ремень 8, натягивает его и шпиндель 2 начинает вращаться. В это время в позиции загрузки при отключенном шпинделе производится загрузка следующего узла. После нагрева заготовки до определенной температуры шестерню 16 вводят в зацепление, планшайба 1 поворачивается, узел 15 становится на позицию сварки. Над этой позицией установлен сварочный автомат (не показан). После сварки планшайба 1 поворачивается, сваренный узел снимают, устанавливают новые заготовки и процесс повторяется. Таким образом, на позиции загрузки производится автоматическое, отключение вращения щпинделя, что повышает производительность манипулятора и упрощает управление им. Формула изобретения Многопозиционный сварочный манипулятор, содержащий смонтированные на основании поворотную планшайбу со шпинделями на каждой позиции, привод поворота планшайбы и вращения щпинделей и устройство для отключения вращения щпинделя на позиции загрузки, отличающийся тем, что, с целью повышения производительности путем обеспечения автоматического отключения шпинделя на позиции загрузки, на выходном валу привода по оси поворота планшайбы и на шпинделях смонтированы шкивы с охватывающими соответственно каждый шкив щпинделя и щкив планшайбы ремнями, а устройство для отключения вращения шпинделя на позиции загрузки выполнено в виде закрепленного на основании по оси поворота планшайбы кулачка с вогнутой поверхностью со стороны позиции загрузки и шарнирно смонтированных на планшайбе соответственно каждой позиции подпружиненных двуплечих рычагов для натяжения ремней, одно из плеч каждого из которых установлено с возможностью взаимодействия с кулачком, а другое - с соответствующим ему ремнем. Источники информации, принятые во внимание при экспертизе . 1. Авторское свидетельство СССР № 556017, кл. В 23 К 37/04, 23.О5.75. 2. Евстифеев .Г. А. Средства механизации сварочного производства. М., «Машиностроение, 1977, с. 27, фиг. 11.
W
12
13
