(54) КАЛИБР ЧЕРНОВЫХ ВАЛКОВ ДЛЯ ПРОКАТКИ ЛИСТОВ И ПОЛОС
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочий валок черновой листопрокатной клети | 1986 |
|
SU1328016A1 |
| СПОСОБ ПЕРЕКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2013 |
|
RU2511201C1 |
| Способ получения подката для чистовой клети листового стана | 1981 |
|
SU984516A1 |
| РАБОЧИЙ ВАЛОК ЛИСТОПРОКАТНОЙ КЛЕТИ | 2004 |
|
RU2279326C2 |
| СПОСОБ ЛИСТОВОЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2277021C1 |
| Рабочий валок листопрокатной клети | 1981 |
|
SU984522A1 |
| Комплект вертикальных валков широкополосного стана горячей прокатки | 1987 |
|
SU1503913A1 |
| Вертикальный валок прокатной клети широкополосного стана | 1987 |
|
SU1482743A1 |
| Способ прокатки на непрерывных станах | 1990 |
|
SU1736647A1 |
| Рабочий валок чистовой клети непрерывного листового стана горячей прокатки | 1986 |
|
SU1388126A1 |
; 1
Изобретение относится к обработке Ьлеталлов давлением, и именно к прокатке листов и полос, и может быть использовано на толстолистовых и широкополосных станах горячей прокатки.
Известен калибр черновых валков для прокатки листов и полос, включающий кольцевые проточки валков, образующие участки асимметрии зазора валков относительно его горизонтальной оси в виде противорасположенных выступов н впадин с чередованием знака асимметрии.
Это обеспечивает асимметричные условия деформашш и исключает изгиб полосы, так как на каждом участке межвалкового зазора, равного длине волны образующей, знак асимметрии изменяется на противоположный Д . :
Недостатком известного капибра является интенсивное изменение ширины раската, особенно в процессе его последующей деформации в гладких валках, в основном за счет деформации изгиба, что
приводит к существенному снижению стабильности ширины полосы по ее длине и не позволяет улучшить прорабатываемостъ металла по толнпше н механические свойства в поперечном направлении.
Цель изобретения - повышение качест ва полосы путем улучшения ее прорабатываемости и стабилизация ширины полосы.
Поставленная цель достигается тем,
10 что в известном калибре, включающем кольцевые проточки на бочках валков, образующие участки асимметрии зазора валков относительно его горизонтальной оси с чередованием знака асимметрии,
15 ;на упомянутых участках асимметрии зазор валков вьшолнен большей величины, чем на разделяющих их переходных участках симметричного зазора.
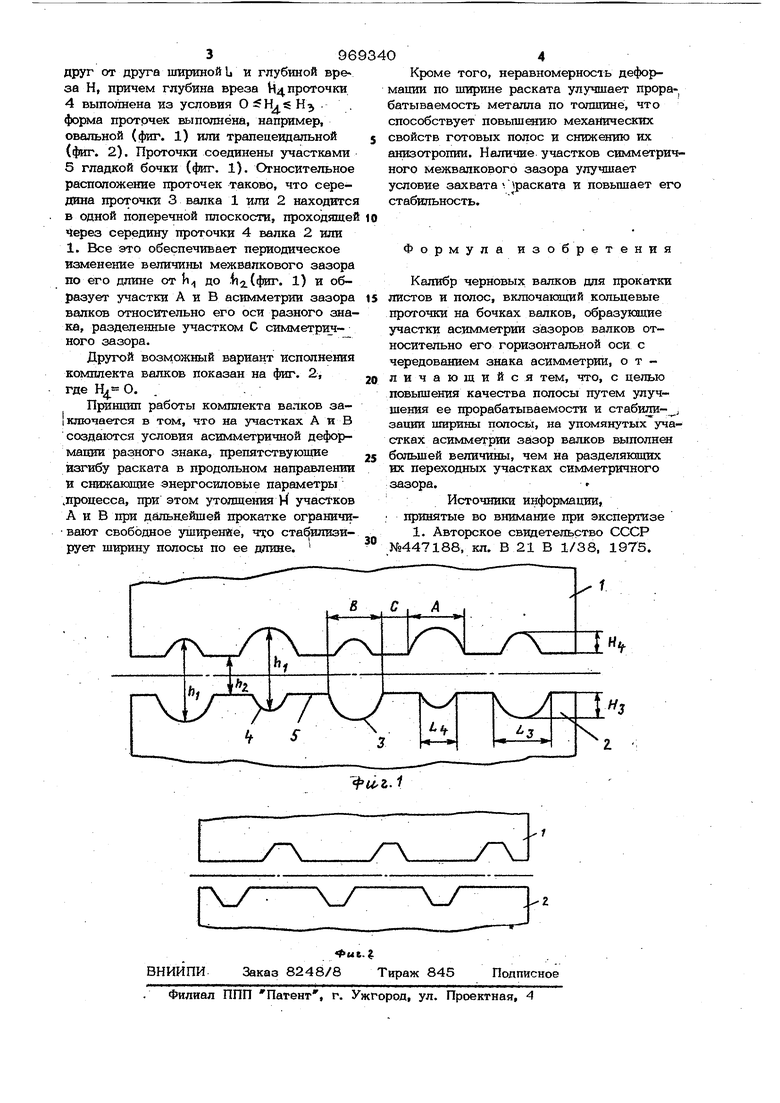
На фиг. 1 показан комплект валков,
20 на фиг. 2 - то же, вариант.
Верхний валок 1 инижний валок 2 выполнены с чередующимися кольцевыми проточками 3 и 4, которые отличаются
