Изобретение относится к обработке металлов давлением, в частности к правке металлических листов и лент.
Цель изобретения - повышение качества правки тонких листов из труднодеформируемых металлов и сплавов за счет интенсификации процесса правки при приложении дополнигельных растягивающих напряжений.
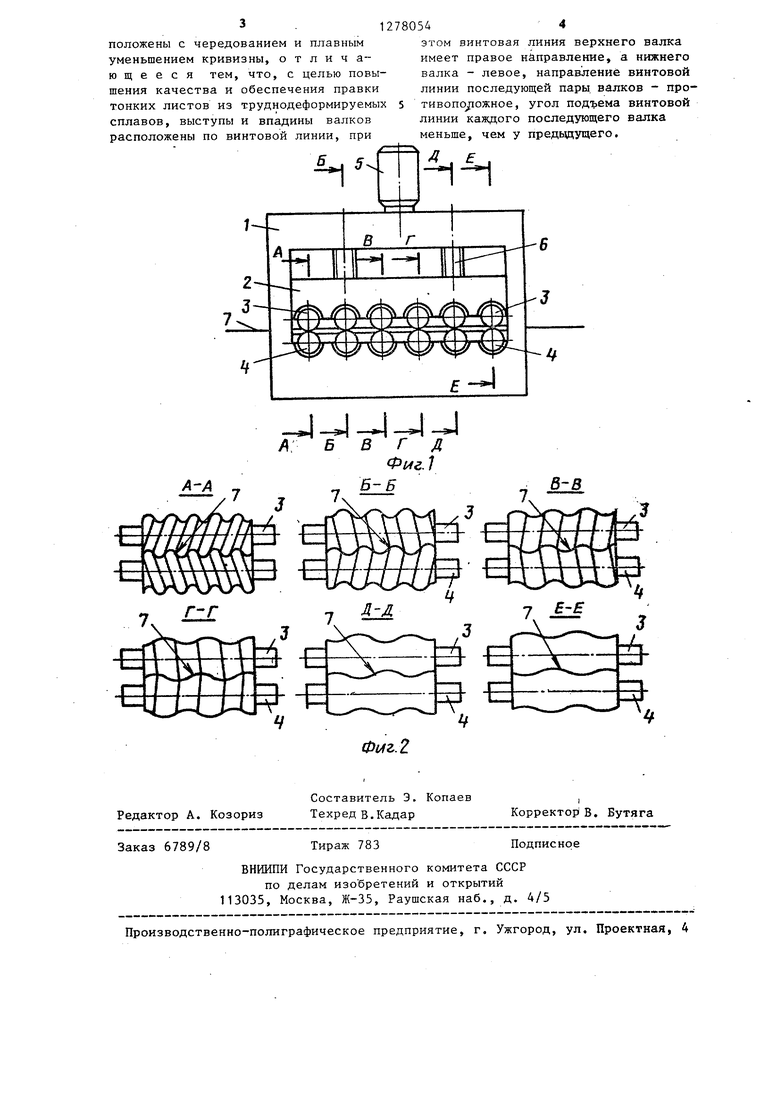
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - разр€1зы ,, В-Б, , Г-Г, Д-Д, Е-Е rfa фиг. 1 валковых обойм, поясняюпре вид про- ,филя валков.
Устройство содержит станину 1,
подвижную траверсу 2, верхние правильные валки 3, установленные в подгаипниках на траверсе, и нижние правильные валки 4, установленные в станине. Верхние и нижние валки .имеют индивидуальный привод и расположены попарно один над другим, образуя обоймы. Валки в обойме имеют. профиль из плавно сопрягающихся выетупов и впадин, которые выполнены по винтовой линии. При этом, если на верхнем валке обоймы эта винтовая линия имеет правое направление, то на нижнем левое. Профили верхнего и нжкнего валков в обойме плавно сопрягаются. Направление винтовой линии профиля валков чередуются в последующих и предьщущих обоймах (фиг. 2, разрезы А-А - Е-Е),,
На станине установлен нажимной механизм 5, перемещающий траверсу 2 с помощью винтов 6. Вращающиеся валки ос ществляют транспортировку и правку листа 7. Кроме общего нажимного механизма, каждьй верхний валок 1имеет независимую регулировку для более точной настройки его положения (не показано), При помощи нажимного механизма верхние валки 3 в обоймах устанавливаются над нижними вaлкa ffl 4 с зазором, соответствующим толщине листа 7 ,
Устройство работает следующим образом.
. -Лист 7 подается в первую валковую обойму, захватывается пр1авиль- ными валками и изгибается профршем валков в поперечном направлени. ,Пройди первую обойму, лист перемещается к второй обойме и одновфеменно под действием винтовых профилей верхнего и нижнего валков перемещается вправо. Далее он захватывается валками второй обоймь и движется к третьей обойме, одновременно смещаясь влево. Затем лист захватывается валками третьей обоймы и т.д.
Профиль валков второй обоймы выполнен с меньшим1-з радиусами кривиз-. ны и углом подъема винтовой линии. Кроме того,, валки во второй обойме установлены так, что выступы на верхнем валке первой обоймы соответствует впадине на верхнем валхе второй обоймы и наоборот (фиг. 2, разрез В-Б). Величина поперечного перемещения листа определяется подъемом винтового профиля валков и расстоянием между валковыми обоймами. Длина валков ..выбирается с учетом поперечного перемещения листа при правке. За счет такого перемещения листа между
обоймами в нем создаются растягивающие напряжения. Лист перемещаетс.я и в продольном направлении, проходя последовательно через обоймы, и в поперечном направлении, смещаясь
вдоль каждой обоймы влево или вправо. Величина изгиба листа плавно уменьшается по направлению его перемещения при правке с таким расчетом, чтобы в последних обоймах деформация
листа лежала в упругой области.
Правка листа осуществляется за счет деформации, возникающей как под действием знакопеременного изгиба листа в профилированных валках, так
и.за счет знакопеременной деформации растяжения металла между валковы1чи обоймами.
Эффективность предлагаемого уст- ройства определяется -возможностью более качественной правки особенно тонких листов из труднодеформируеь5ых металлов и сплавов.
45
Формула изобретения
Устройство для правки листов, содержащее последовательно установленные в станине двухвалковые обоймы с оппозитно расположенными в каждой из них верхним к нижним валками, на наружной поверхности которых выполнены плавно сопрягающиеся между сов
бой выстзшы и впадины, при этом выступы верхнего валка обоймы размещены во впадинах нижнего, а выступы каждого последующего по ходу правки валка и впадины предьщущего расположены с чередованием и плавным уменьшением кривизны, отличающееся тем, что, с целью повышения качества и обеспечения правки тонких листов из труднодеформируемых сплавов, выступы и впадины валков расположены по винтовой линии, при
544
этом винтовая линия верхнего валка имеет правое направление, а нижнего валка - левое, направление винтовой линии последующей пары, валков - про- тивопо южное, угол подт5 8ма винтовой линии каждого последующего валка меньше, чем у предьщущего.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для правки листов | 1980 |
|
SU969361A1 |
| СПОСОБ ВАЛКОВОЙ ПРАВКИ ИЗДЕЛИЙ | 1997 |
|
RU2113305C1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2116150C1 |
| Устройство для правки проката | 1980 |
|
SU893303A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2236319C2 |
| Машина для правки тонкостенных труб | 1974 |
|
SU504581A1 |
| Устройство для правки проката | 1982 |
|
SU1037998A1 |
| ЧЕТЫРЕХВАЛКОВЫЙ МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 2006 |
|
RU2352410C2 |
| Рабочая валковая клеть | 1987 |
|
SU1475755A1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2179900C1 |
Изобретение относится к обработке металлов давлением, в частности к правке металлических листов и лент, и обеспечивает высокое качество при правке листов из труднодеформируемых сплавов. Устройство содержит правильные обоймы. Выступы верхнего валка расположены во впадинах нижнего. Выступы и впадины валков расположены по ви.нтовой линии. Винтовая линия верхнего валка имеет правое направление, а винтовая линия нижнего валка - левое, направление винтовой линии последующей пары валков - противоположное. Угол подъема винтовой линии каждого последующего валка меньше предыдущего. Верхние валки при работе выставляются над нижними с требуемым зазором. Лист подается на первую валковую обойму, изгибается в поперечном направлении. Одновременно лист под действием винтового расположения впадин и выступов перемещается вправо, захватывается валками второй обоймы, изгибается в поперечном направлении и перемещается влево.; Величина поперечного .перемещения листа определяется углом подъема винтовой линии. За счет поперечного перемещения листа в обоймах создаются растягивающие напряжения. На последних валках профиль выполнен плавно сопрягающимся из выступов и впадин, чтобы напряжения деформации металла лежали в упругой области. Правка листа осуществляется за счет деформации, возникающей под действием знакопеременного изгиба листа в. валках, и за счет знакопеременной деформации растяжения металла между валковьми обоймами. 2 ил. е INS 00
9 Н эЦ -Ы
Л: в в г д Фи. 7
5-5
5-5
Редактор А. Козориз
Составитель Э. Копаев Техред В.Кадар
Заказ 6789/8
Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
0iiz2
KoppeKToii В. Бутяга
