(S) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БЕЗОПОЧНЫХ
ЛИТЕЙНЫХ ФОРМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления безопочных литейных форм | 1974 |
|
SU961845A1 |
| Установка для изготовления парных безопочных форм | 1980 |
|
SU876266A1 |
| Установка для горизонтально-стопочной безопочной формовки | 1978 |
|
SU738749A1 |
| Устройство для безопочной формовки | 1977 |
|
SU682318A1 |
| ОПОКА ДЛЯ ФОРМОВОЧНОЙ МАШИНЫ И СПОСОБ ФОРМОВКИ С ИСПОЛЬЗОВАНИЕМ ОПОКИ | 2005 |
|
RU2354491C2 |
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |
| Машина для изготовления безопочных форм прессованием | 1981 |
|
SU977101A1 |
| Формовочный блок безопочной формовки | 1981 |
|
SU1028417A1 |
| Формовочный автомат для безопочной горизонтально-стопочной формовки | 1987 |
|
SU1423260A1 |
| Установка для безопочной формовки | 1976 |
|
SU774775A1 |

1
Изобретение относится к литейному производству, в частности к устройствам для безопочной формовки.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является автомат для безопочной формовки, содержащий многопозиционный -поворотный стол с приводом прерывистого движения, установленный на основании и несущий ком-., плект приспособлений для крепления пресс-форм, смонтированных на каждой позиции поворотного стола, средство для подачи формовочной смеси расположенное над одной из позиций ,5 поворотного стола, прессовый узел, выталкиватель полуформ и приемный стол, расположенные на другой позиции поворотного стола напротив друг друга с обеих сторон от укрепленно- 20 го на ней приспособления для крепления пресс-форм 1.
Однако известное техническое решение не обеспечивает равномерного
распределения смеси по контуру прессующих плит, что приводит к неравномерной плотности прлуформ.
Цель изобретения - улучшение качества изготавливаемых полуформ.
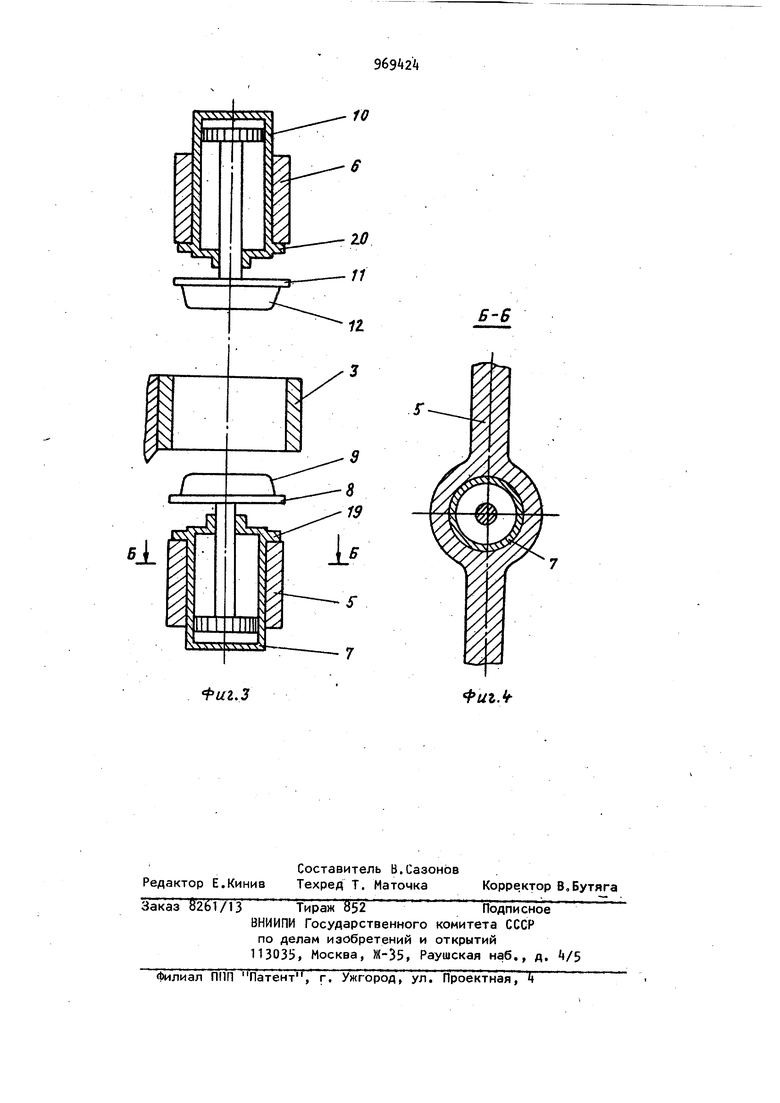
Поставленная цель достигается тем, что в известном устройстве для изготовления безопочных литейных форм, содержащем многопозиционный поворотный стол с приводом прерывистого движения, установленный на основании и несущий комплект приспособлений для крепления пресс-.форм, смонтированных на каждойпозиции поворотного стола, средство для подачи формовочной смеси, расположенное на одной из позиции поворотного стола, прессовый узел, выталкиватель полуформ и приемный стол, расположенные на ДРУ гой позиции поворотного стола напротив друг друга с обеих сторон от укрепленного на ней приспособления для крепления пресс-форм, многопозиционный поворотный стбл установлен на основании под углом 5 , а пресс-. 1)Ормы расположены под углом 45 к упомянутому столу, при этом средство для подачи формовочной смеси и прессовый узел расположены на позиции пресс-формы, параллельной основани19, а выталкиватель полуформ и приемный стол расположены на пози.ции пресс-формы, перпендикулярной ос нованию.. На фиг. 1 показано устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на -фиг. 3 - узел креплени гидроцилиндров в траверсах; на фиг. разрез Б-Б на фиг. 3, На станине 1 под углом 5 установ лен стол 2 с приводом прерывистого движения (не показан), на котором ра номерно по окружности установлены, например, четыре пресс-формы 3 под углом kS° относительно плоскости стола, что обеспечивает на позици ; прессования вертикальное положение . пресс-формы, а на позиции выталкивания - горизонтальное положение пресс-формы. Рама 4 снабжена траверсами 5 и 6. На траверсе 5 установлен нижний прессующий гидроцилиндр 7 с прессукхцей плитой 8 и моделью 9. На . траверсе 6 установлен верхний прессующий гидроцилиндр 10 с пресв;ующей ппитой 11 и моделью 12. За засыпкой смеси в пресс-форму 3 следит дозатор 13. На позиции выталкивания полуформ из пресс-формы установлен гидроцилин 1 с толкателем 15. Для сборки и заливки форм служат направляющие 16. Каждая форма стопки 17 заливается металлом из ковша 18. Гидроцилиндры 7и 10 крепятся к траверсам 5 и 6 I при помощи фланцев 19 и 2.0. Устройство работает следующим образом. На позиции прессования, после подвода прессующей плиты 8 в прессформу 3 для образования дна, дозатор 13 засыпает в нее смесь. Затем верхняя и нижняя прессующие плиты 11 и 8прессуют смесь. После окончания прессования плиты 8 и 11 отводятся в исходное положение, стол 2 позорачивается на один шаг, на позицию пре сования подается свободная пресс-фор ма. Параллельно с циклом изготовления полуформы, на противоположной позиции стола, толкатель 15 выталкивает из пресс-формы полуформу, подает . ее по направляющим 16 до соприкосновения со стопкой 17, проталкивает всю стопку форм на один шаг и после этого возвращается в исходное положение. При очередном повороте стола. 2 на один шаг цикл повторяется. Устройство позволит повысить качество форм за счет вертикального прессования и свободной засыпки смеси в . Формула изобретения Устройство для изготовления безопочных литейных форм, содержащее многопозиционный поворотный стол с приводом прерывистого движения, установленный на основании и несущий комплект приспособлений для крепления пресс-форм, смонтированных на каждой позиции поворотного стола, средство для подачи формовочной смеси над одной из позиций поворотного стола, прессовый узел, выталкиватель полуформ и приемный стол, расположенные на другой позиции поворотного стола напротив друг доуга .с обеих сторон от укрепленного на ней приспособлений для крепления пресс-форм, о тличающееся тем, что, с целью улучшения качества изготавливаемых форм, многопозиционный поворотный стол установлен на основании под углом )к нему, а прессформы расположены под углом упомянутому столу, при этом средство для подачи формовочной смеси и прессовый узел расположены на позиции пресс-формы, параллельной основанию, а выталкиватель полуформ и приемный стол расположены на позиции пресс-формы, перпендикулярной основанию. Источники информации, принятые во внимание при экспертизе I 1. Авторское свидетельство СССР . № it77780, кл. В22 С 11/10, 1972. 18 17 i6
Б-6
