(54) УСТРОЙСТВО ДЛЯ ОБВЯЗКИ УПЛОТНЯЕМЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обвязки уплотняемых изделий | 1985 |
|
SU1289754A1 |
| Устройство для обвязки проволокой предметов | 1977 |
|
SU729105A1 |
| Устройство для обвязки изделий | 1978 |
|
SU734071A1 |
| Многопозиционный автомат | 1981 |
|
SU1047613A1 |
| Устройство для формирования пачек длинномерного проката | 1989 |
|
SU1662909A1 |
| УПОР ДЛЯ ОСТАНОВКИ ПАКЕТА ЛИСТОВ НА РОЛЬГАНГЕ | 1989 |
|
RU2019327C1 |
| Устройство для укладки заготовок лесоматериала в пакеты | 1973 |
|
SU552261A1 |
| Машина для формирования пакетов длинномерных грузов (ее варианты) | 1980 |
|
SU984964A1 |
| Устройство для упаковки в металлическую обертку рулонов | 1983 |
|
SU1137019A1 |
| Установка для обвязки рулонов | 1985 |
|
SU1286463A1 |
1
Изобретение относится к оборудованию для упаковки (обвязки) и может быть использовано в черной металлургии, строительстве и других отраслях промышленности.
Известно устройство для обвязки уплотняемых изделий, содержащее рольганг для изделий, две прижимные плиты, одна из которых имеет привод и конечный выключатель, состоящий из пары контактов, между которыми установлен шток с пластиной для контактов 1.
Однако в случае широкого диапазона габаритов упаковываемых пакетов (требующих универсализации устройства) специализация на один определенный типоразмер пакета становится недостатком. Результатом последнего является существенное увеличение полного двойного хода при упаковке наименьших пакетов, ведущее к непроизводительным затратам времени цикла обвязки, очевидным в условиях наложения ряда поочередных вязок на последовательно уплотняемые слои пакета.
В то же время одно универсальное устройство, охватывая широкий диапазон габаритов пакета, способно обеспечить возможность продольной и поперечной обвязки каждого пакета.
Цель изобретения - повышение производительности путем уменьшения холостого хода плиты при многократном нало5 жении обвязок на изделие.
Указанная цель достигается тем, что в устройстве для обвязки уплотняемых изделий, содержашем рольганг для изделий, две прижимные плиты, одна из которых имеет привод и конечный выключатель, состоящий из пары контактов, между которыми установлен шток с пластиной для контактов, в корпусе конечного выключателя укреплена дополнительная пара контактов, расположенная по ходу штока напротив основных
15 контактов и симметрично щтоку, при этом дополнительная пара контактов подсоединена к приводу плиты.
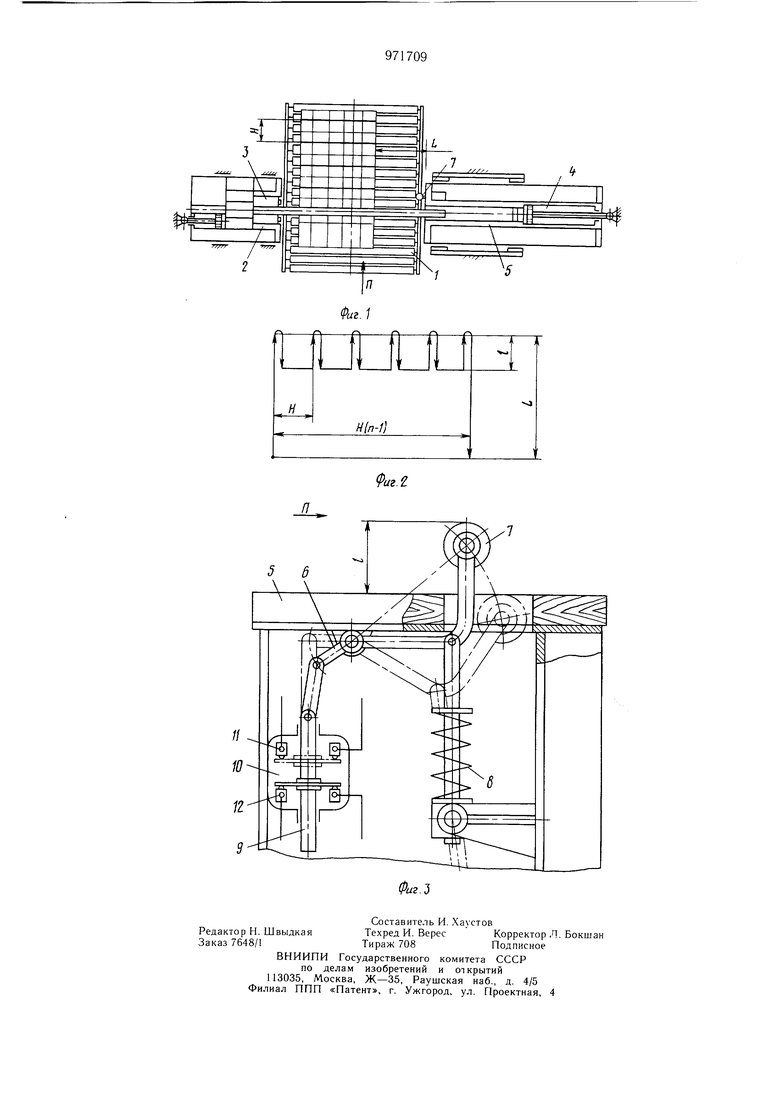
На фиг. 1 схематически изображено устройство для обвязки уплотняемых пакетов, ° план; на фиг. 2 - инверсная схема уплотнения; на фиг. 3 - механизм позиционного ограничения хода двустороннего действия. Устройство содержит транспортный рольганг 1, упорную плиту 2 уплотнителя с механизмом 3 обвязки, рабочий гидроцилиндр 4, подвижную упорную плиту 5, двуплечий рычаг 6, контактный ролик 7, нружину 8, выдвижной шток 9 нутевого конечного выключателя 10, пару электроконтактов 11 положения упора плиты в пакет, пару электроконтактов 12 промежуточного ответвленного положения плиты уплотнителя. Устройство работает следующим образом. Пакет .магнезиальных кирпичей по рольгангу 1 транспортируется в зону послойного уплотнения и обвязки с незначительным зазором от упорной плиты 2 уплотнителя. В автоматическом режиме производится подвод плиты 2 с механизмом 3 обвязки до упора в пакет с ее остановкой. После этого с помощью рабочего цилиндра 4 осуществляется подво/о. к пакету подвижной упорной плиты 5 на полный ход (от исходного положения до упора в него). Двуплечий рычаг 6 при упоре в пакет роликом 7 поворачивается в горизонтальной плоскости относительно закрепленной в плите 5 оси, сжимая пружин) 8 и перемещая выдвижной щток 9 путевого выключателя 10. При утапливании ролика 7 в пазу упорной плиты 5 происходит замыкание нары контактов 11 выключателя двойного действия. Этим подается сигнал на выполнение очередной вязки при продолжающемся уплотнении соответствующего слоя пакета. После отработки этой операции происходит отвод упорной плиты малого хода 2 с механиз.мом обвязки в исходную позицию, а подвижной упорной плиты 5 - в среднее положение, постоянное для всех нромежуточн1з1х (кроме первой и последней) вязок пакета. Таким образом, только подвод плиты 5 при первой вязке пакета и отвод при последней происходит с полным (переменным) ходом. При этом систе.ма авто.матики блокирует сигнал промежуточного положения плиты 5 только при необходимости полного хода. На фиг. 2 при условно неподвижном пакете показаны пере.мещения относительно него плиты уплотнителя в последователькости вязок, где L - полный (переменный) ход плиты при подводе к пакету и отводе в исходное положение, I - сокращенный ход плиты при отводе от пакета в промежуточное положение и при подводе к нему, Н - щаг межоперационной транспортировки пакета для последующей вязки, П - количество вязок на пакете, стрелка с буквой П - направление транспортировки пакетов. По мере отвода от пакета плиты 5 под действием пружины 8 двуплечий рычаг поворачивается и перемещает выдвижной щток электрического выключателя 10, замыкая в промежуточном положении нлиты пару контактов 12 выключателя двойного действия, при этом подается сигнал на последующие операции. При отводе плиты 5 в промежуточное положение двуплечий рычаг сохраняет контакт с пакетом независимо от его габаритов. При транспортировке пакета на последующую вязку ролик на внещнем конце выдвинутого рычага катится но боковой плоскости пакета, гар-антируя минимально допустимое дискретное от него раестояние. Такая конструкция позиционного ограничителя хода подвижной плиты уплотнителя в условиях наложения ряда поочередных вязок на последовательно уплотняе.мые пакета с габаритами широкого диапазона обеспечивает сокращение времени цикла обвязки пакета ДТ, а следовательно новыщение производительности при обвязке согласно циклограмме работы устройства при.мерно на 17/о. Сокращение времени цикла обвязки выражается фор.мулой л т - 2()(i:0 /i 1 -Y) где V - скорость перемещения подвижной упорной плиты уплотнителя. При этом за счет еущественного еокращения хода упорной плиты при промежуточных вязках пакета повыщается долговечность узлов уплотнителя. Формула изобретения Устройство для обвязки уплотняе.мых изделий, содержащее рольганг для изделий, две прижимные плиты, одна из которых имеет привод и конечный выключатель, состоящий из пары контактов, .между которыми установлен щток с пластиной для контактов, отличающееся тем, что, с целью повышения производительности путем уменьшения холостого хода нлиты при многократном наложении обвязок на изделие, в корпусе конечного выключателя укреплена дополнительная пара контактов, расположенных по ходу штока напротив, основных контактов и симметрично штоку, при этом дополнительная пара контактов подсоединена к приводу плиты. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 734071, кл. В 65 В 13/18, 1978.
