(54) МАТРИЦА БРИКЕТНОГО ПРЕССА
| название | год | авторы | номер документа |
|---|---|---|---|
| Брикетный пресс | 1983 |
|
SU1139631A2 |
| Брикетный пресс | 1983 |
|
SU1153070A1 |
| ПРЕСС БРИКЕТНЫЙ УНИВЕРСАЛЬНЫЙ | 1998 |
|
RU2147994C1 |
| БРИКЕТНЫЙ ШТЕМПЕЛЬНЫЙ ПРЕСС | 1996 |
|
RU2088406C1 |
| Матрица брикетного пресса | 1982 |
|
SU1050881A1 |
| Брикетный пресс | 1973 |
|
SU664848A1 |
| Брикетный пресс | 1989 |
|
SU1738679A1 |
| Пресс брикетный | 1979 |
|
SU863407A2 |
| Штемпельный пресс для брикетирования соли | 1973 |
|
SU469617A1 |
| Брикетный пресс | 1949 |
|
SU87068A1 |
1
Изобретение относится к сельскому хохяйству, в частности к устройствам для брикетирования кормов.
Известна матрица брикетного пресса, включающая два параллельно расположенных диска с радиальными каналами между ними, имеющими переменную длину, причем диски выполнены из съемных, примыкающих друг к другу колец 1.
Недостатком данного устройства является сложность конструкции и трудоемкость изготовления.
Наиболее близким техническим решением к предлагаемому является матрица брикетного пресса, радиальные каналы которой состоят из формирующей части цилиндрической формы, за которой расположена расширяющаяся часть, выполненная в виде обратного конуса, переходящая далее в калибрующую цилиндрическую часть. За счет такого выполнения каналов, материал после запрессовки в отверстия имеет возможность бокового расширения в конической части и лишен возможности расширения в направлении обратном проталкиванию его в каналы, что устраняет необходимость в затратах энергии для повторного сжатия расширившегося слоя, и следовательно, энергозатраты на прессование корма, на такой матрице уменьшаются. Отсутствие перемещения материала относительно стенок каналов при освобождении его из-под нагрузки вызывает уменьшение степени их износа 2.
Недостатком данного устройства является большая труоемкость выполнения в 10 матрице большого числа каналов сложной формы. Особые затруднения вызывает выполнение внутренних конических полостей с достаточной степенью точности и шероховатости рабочих поверхностей.
Цель изобретения - уменьшение трудоемкости изготовления матрицы.
Поставленная цель достигается тем, что отношение размера поперечного сечения калибрующей части к наименьшему размеру поперечного сечения формирующей части меньще коэффициента расширения прессуемого материала, а калибрующая часть выполнена в виде сменной втулки, установленной по отношению к формующей
части с зазором, определяемым выражением
- -%-4
где л - величина зазора;
d, -средний размер частиц брикетируемого материала; d -размер наименьшего поперечного
сечения формирующей части; cf -угол внутреннего трения прессуемого материала;
-коэффициент расширения брикета, а втулка размещена в выполненных со стороны их наибольщего диаметра уступах дисков.
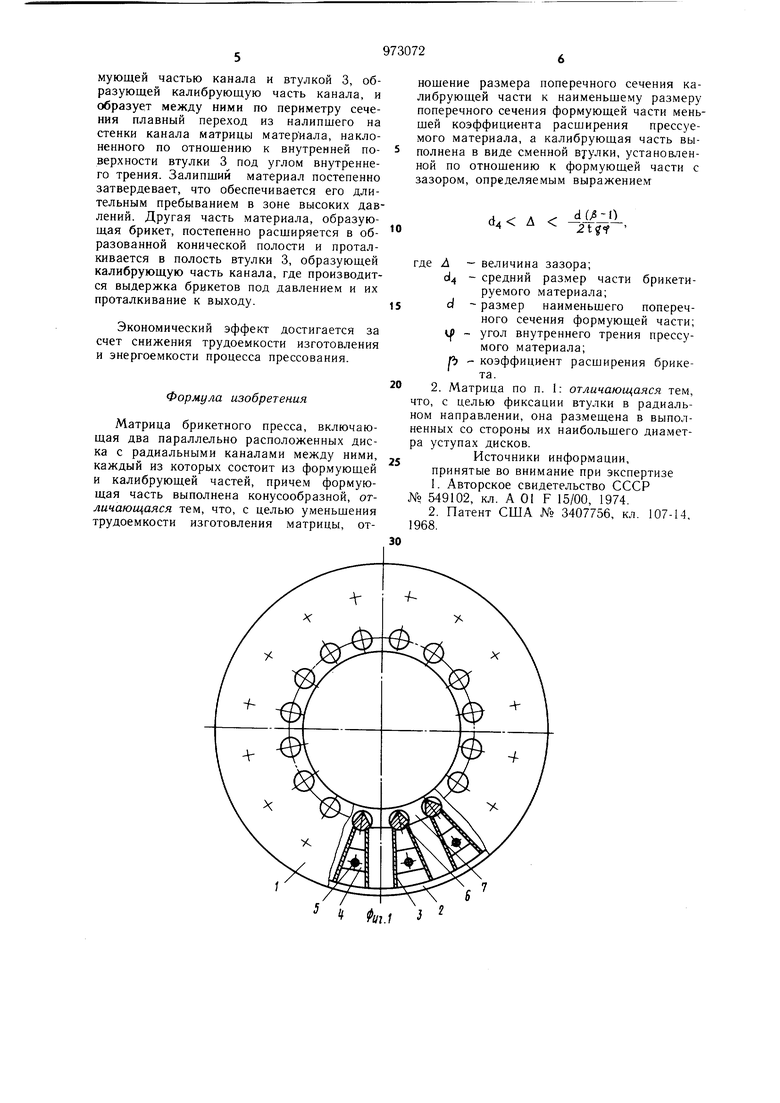
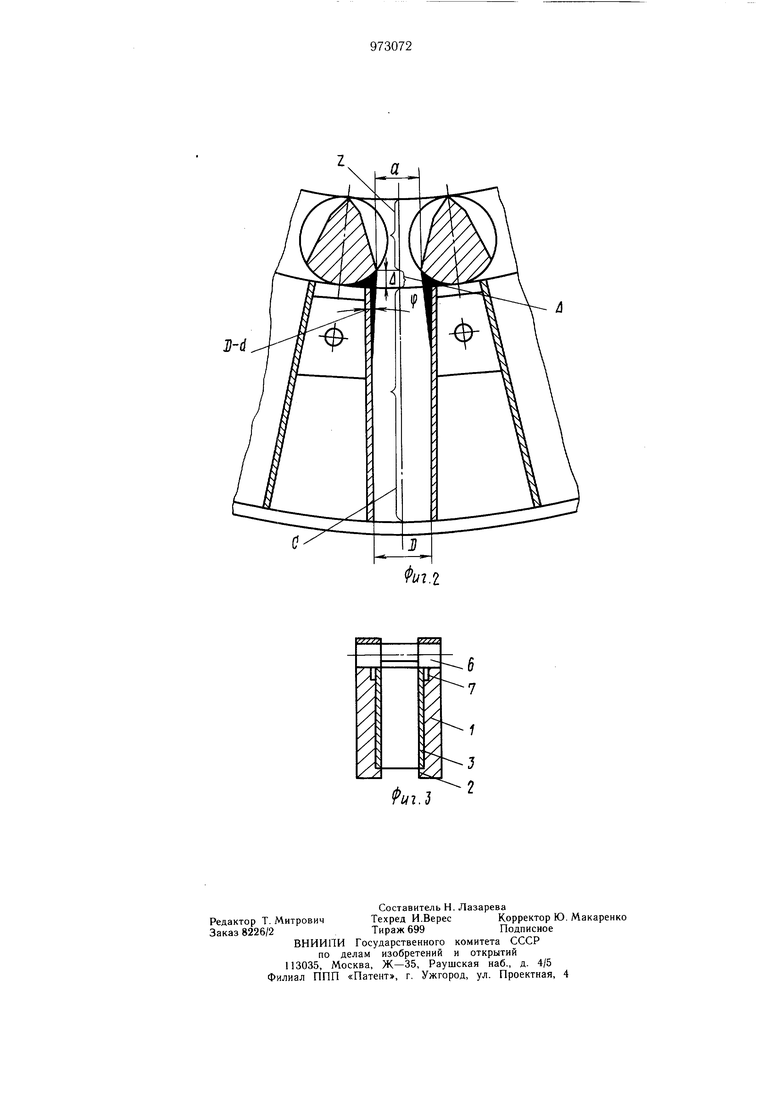
На фиг. 1 изображена матрица брикетного пресса, общий вид; на фиг. 2 - канал матрицы, продольный разрез; на фиг. 3 то же, поперечный разрез.
Матрица включает боковые диски 1, на большем диаметре которых выполнены кольцевые уступы 2, направленные в сторону установки втулок 3, образующих калибрующую часть каналов матрицы и упирающихся для предотвращения от смещения в радиальном направлении в уступы 2 боковых дисков 1, дистанционные элементы 4, установленные в промежутках между каналами, крепежные элементы 5, стягивающие боковые диски 1, вставки 6, имеющие клиновую рабочую часть и цилиндрические хвостовики, установленные в отверстия, выполненные в боковых дисках 1 и накладках 7, устанавливаемых на диски 1 в начале канала.
При таком выполнении матрицы уменьшается трудоемкость ее изготовления, так как уменьшаются требования к точности изготовления. При изготовлении матрицы сборной, между втулками и дисками появляется свободное пространство, вследствие чего снижается металлоемкость матрицы.
Вместе с тем, наличие зазора между формующей и калибрующей частями канала не ухудшает качества получаемых брикетов, так как в процессе эксплуатации этот зазор заполняется частицами прессуемого материала и, вследствие выполнения формующей и калибрующей частей разного поперечного сечения в переходной зоне между ними по периметру сечения образуется плавный переход из налипшего на стенки канала матрицы материала, наклоненного по отношению к стенке калибруюшей части под углом внутреннего трения. Залипший материал постепенно затвердевает, что обеспечивается его длительным пребыванием в зоне высоких давлений, и не образует прочной связи с формируемым брикетом, обладаюшим гораздо меньшей прочностью.
Для формирования плавного перехода между калибрующей и формующей частями канала из прессуемого материала и образования его прочной связи со стенками минимальная величина зазора ДщшДОлжна пре выщать средний размер частиц d4 , прессуемого материала, т. е.
(1)
Максимальная величина зазора не должна превыщать длины поверхности прилилания вдоль оси канала, в противном случае на стенках канала возникают углубления, увеличивающие сопротивление канала.
Учитывая, что перепад высоты по стенке канала между формующей и калибрующей частями равен (D-d)/2, где D -
размер поперечного сечения калибрующей части; d - наименьший размер поперечного сечения формующей части, а угол наклона поверхности налипшего материала к стенке калибрующей части равен углу внутрюннего трения , максимальное значение
величины зазора равно:
12}
inax2t 4
25 Так как
D R
ЗГ
(3)
т. е. отношение размера калибруюшей части к наименьшему размеру поперечного се30 чения формующей части меньше коэффициента расширения материала, то
Л
(4)
iimax 2tff
Таким образом, величина зазора, разделяющего формующую зону от калибрующей с учетом выражений (1) и (4) определяется нера1венством:
.
(5)
где Л -величина зазора;
сч -средний размер части брикетируемого материала;
d - размер наименьшего поперечного сечения формуюшей части канала;
Ч -угол внутреннего трения прессуемого материала;
j6 - коэффициент расширения брикета.
Работа матрицы брикетного пресса осуществляется следующим образом.
Подаваемый на брикетирование корм запрессовывается вальцами пресса в формуюшую часть каналов матрицы, образованную боковыми поверхностями вставок 6 и накладками 7, и проталкивается вдоль канала прессования. Далее часть материаа запрессовывается в зазор Д между формующей частью канала и втулкой 3, образующей калибрующую часть канала, и образует между ними по периметру сечения плавный переход из налипшего на стенки канала матрицы материала, наклоненного по отношению к внутренней поверхности втулки 3 под углом внутреннего трения. Залипший материал постепенно затвердевает, что обеспечивается его длительным пребыванием в зоне высоких давлений. Другая часть материала, образующая брикет, постепенно расширяется в образованной конической полости и проталкивается в полость втулки 3, образующей калибрующую часть канала, где производится выдержка брикетов под давлением и их проталкивание к выходу.
Экономический эффект достигается за счет снижения трудоемкости изготовления и энергоемкости процесса прессования.
Формула изобретения
Матрица брикетного пресса, включающая два параллельно расположенных диска с радиальными каналами между ними, каждый из которых состоит из формующей и калибрующей частей, причем формующая часть выполнена конусообразной, огличающаяся тем, что, с целью уменьшения трудоемкости изготовления матрицы, отношение размера поперечного сечения калибрующей части к наименьшему размеру поперечного сечения формующей части меньшей коэффициента расширения прессуемого материала, а калибрующая часть выполнена в виде сменной вуулки, установленной по отнощению к формующей части с зазором, определяемым выражением
d4 Д
где Л величина зазора;
d - средний размер части брикетируемого материала; d - размер наименьшего поперечного сечения формующей части; Ц) угол внутреннего трения прессумого материала;
fb - коэффициент расширения брикета.
Источники информации, принятые во внимание при экспертизе
№
7
