Изобретение относится к деревообрабатывающему оборудованию и может быть использовано для сборки и сколачивания деревянных конструкций гвоздями.
Известно устройство для изготовления элементов деревянных конструкций, включающее гвоздезабивной станок, сборочное устройство, вайму (шаблон) 11-
Недостатком этого устройства являются необходимость изготовления и использования в процессе работы для каждого типоразмера стропилы малоэффективных шаблонов; отсутствие возможности одновременной забивки гвоздей в двух взаимно перпендикулярных плоскостях; ручная загрузка длинномерных заготовок, что связано с тяжелым физическим трудом.
Известна линия сборки деталей стропил, включающая установленные . последовательно подающий рольганг, сборочное устройство и гвоздезабивной станок 2.
Недостатками известной линии являются отсутствие возможности настрОйки станка в продольном направлении; отсутствие возможности одновременной сколотки по длине детали в
двух взаимно перпендикулярных плоскостях.
Цель изобретения - расширение технологических возможностей и повышения производительности.
Поставленная цель достигаеяся тем, что линия снабжена разборщиком пакетов, который установлен между подающим рольгангом и сборочным
10 устройством и выполнен в виде наклонного конвейера и кинематически связанного с ним накопителя для поштучной выдачи заготовок, причем сборочное устройство выполнено в
15 виде двух регулируемых и двух неподвижных упоров, при этом линия снабжена дополнительным гвоздезабивным станком, который установлен с возможностью продольного перемеще20ния.
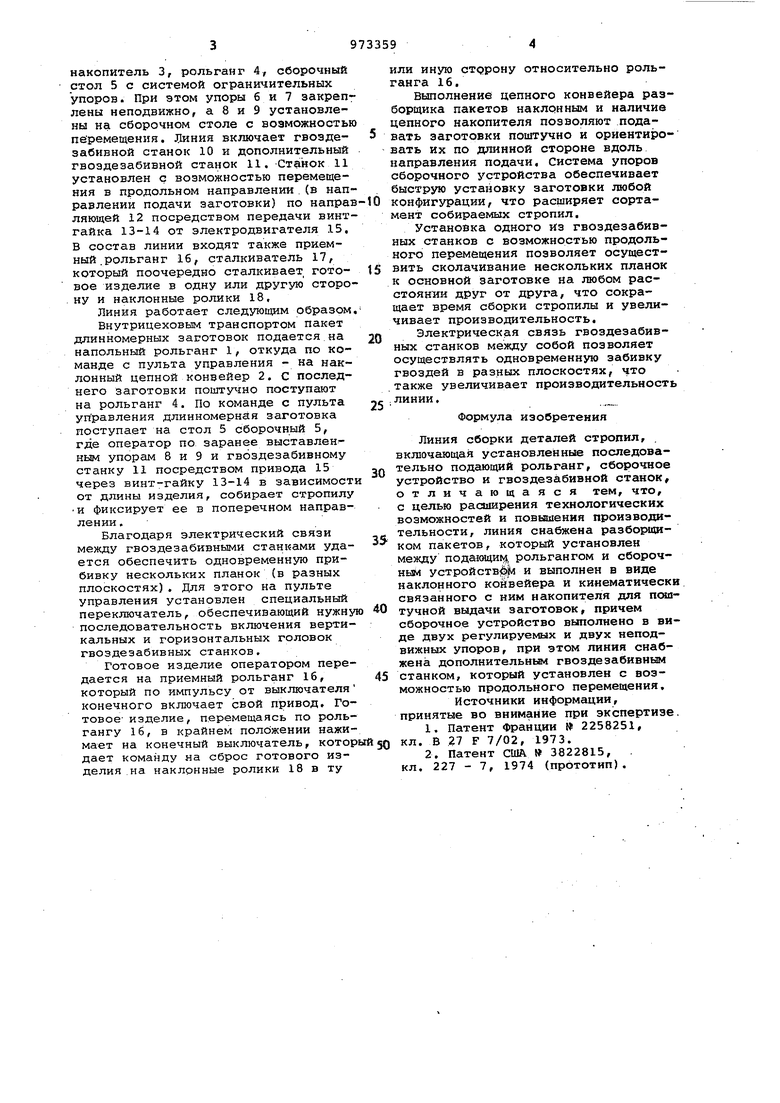
На фиг.1 изображена линия сборки деталей стропил, компоновка; на фиг.2 - схема расположения системы упоров; на фиг.З - механизм переме25щения гвоздезабивного станка; на фиг. 4 - разрез А-А на фиг.1.
Линия сборки деталей стропил включает напольный рольганг 1, разборщик плотных пакетов, содержащий
30 наклонный цепной конвейер 2 и цепной
накопитель 3, рольганг 4, сборочный стол 5 с системой ограничительных упоров. При этом упоры б и 7 закреп лены неподвижно, а 8 и 9 установлены на сборочном столе с возможностью перемещения. Линия включает гвоздезабивной станок 10 и дополнительный гвоэдеэабивной станок 11. Станок 11 установлен с возможностью перемещения в продольном направлении.(в направлении подачи заготовки) по направ ляющей 12 посредством передачи винтгайка 13-14 от электродвигателя 15. В состав линии входят также приемный.рольганг 16, сталкиватель 17, который поочередно сталкивает, готовое изделие в одну или другую сторону и наклонные ролики 18,
Линия работает следующим образом.Внутрицеховым транспортом пакет длинномерных заготовок подается на напольный рольганг 1, откуда по команде с пульта управления - на наклонный цепной конвейер 2. С последнего Заготовки поштучно поступают на рольганг 4. По команде с пульта управления длинномерная заготовка поступает на стол 5 сборочный 5, где оператор по заранее выставленным упорам 8 и 9 и гвоздезабивному станку 11 посредством привода 15 через винт-гайку 13-14 в зависимости от длины изделия, собирает стропилу и фиксирует ее в поперечном направлении .
Благодаря электрический связи между гвоздезабивными станками удается обеспечить одновременную прибивку нескольких планок (в разных плоскостях). Для этого на пульте управления установлен специальный переключатель, обеспечивающий нужную последовательность включения вертикальных и горизонтальных головок гвоздезабивных станков.
Готовое изделие оператором передается на приемный рольганг 16, который по импульсу от выключателя конечного включает свой привод. Готовое- изделие, перемещаясь по рольгангу 16, в крайнем положении нажимает на конечный выключатель, которы дает команду на сброс готового изделия на наклонные ролики 18 в ту
или иную сторону относительно рольганга 16.
Выполнение цепного конвейера разборщика пакетов наклонным и наличие цепного накопителя позволяют подавать заготовки поштучно и ориентировать их по длинной стороне вдоль направления подачи. Система упоров сборочного устройства обеспечивает быструю установку заготовки любой конфигурации, что расширяет сортамент собираемых стропил.
Установка одного из гвоздезабивных станков с возможностью продольного перемещения позволяет осуществить сколачивание нескольких планок к основной заготовке на любом расстоянии друг от друга, что сокращает время сборки стропилы и увеличивает производительность.
Электрическая связь гвоздезабивных станков между собой позволяет осуществлять одновременную забивку гвоздей в разных плоскостях, что также увеличивает производительност линии,
Формула изобретения
Линия сборки деталей стропил, включающая установленные последовательно подающий рольганг, сборочное устройство и гвоздезабивной станок, отличающаяся тем, что, с целью расширения технологических возможностей и повышения производительности, линия снабжена разборщиком пакетов, который установлен между , рольгангом и сборочным устройств1рл и выполнен в виде наклонного конвейера и кинематическ связанного с ним накопителя для псйптучной выдачи заготовок, причем сборочное устройство выполнено в виде двух регулируемых и двух неподвижных упоров, при этом линия снабжена дополнительньм гвоздезабивным станком, который установлен с возможностью продольного перемещения.
Источники информации, принятые во внимание при экспертизе
1.Патент Франции 2258251, кл. В 27 F 7/02, 1973.
2.Патент США 3822815, кл. 227 - 7, 1974 (прототип).
fit™
IPIDH
| название | год | авторы | номер документа |
|---|---|---|---|
| Гвоздезабивной станок для сбивки элементов стропил | 1981 |
|
SU952588A1 |
| Линия изготовления заготовок из пиломатериалов для клееных конструкций | 1983 |
|
SU1142289A1 |
| Установка для резки каменных блоков на плиты | 1986 |
|
SU1409458A1 |
| Поточная линия для сборки и сварки плоскостных ферм | 1977 |
|
SU749606A1 |
| Автоматическая линия для изготовления полых изделий горячей обкаткой концов трубчатых заготовок | 1982 |
|
SU1085657A1 |
| Линия для изготовления доньев бочек | 1983 |
|
SU1147566A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ПОДАЧИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2016 |
|
RU2615826C1 |
| Устройство для поштучной выдачи длинномерных заготовок из пакета | 1980 |
|
SU880925A1 |
| Станок для сборки щитов деревянной тары | 1982 |
|
SU1117215A1 |
| УСТРОЙСТВО ДЛЯ РАЗБОРКИ ПАКЕТОВ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2043286C1 |

ft rtl/
к
1 ТТГ ГГНЬзЖ1
ЭДг
±±
за
т у f у Y «/
./
А
Ф&г.Ч
