Изобретение относится к технологическому оборудованию для изготовления коллекторов электрических машин и может быть использовано в электротехнической промышленности.
Известно устройство для изготовле-. ния токоведущей части коллектора, со держащее нижнюю неподвижную и верхнюю подвижную плиты, матрицу, расположенную на нижней плите, и пунасон для формирования пластин коллектора, выполненный в виде цилиндра с продольными зубцами, пуансон для формирования петушков и цилиндрический выталкиватель, расположенные на верхней плите, привод возвратно-поступательного перемещения рабочих органов 11. (однако известное устройство обладает, недостаточной надежностью, так как режущая торцовая часть пуансона для формования пластин коллектора быстро изнашивается. Кроме того, устройство не позволяет изготавливать токоведущие части коллектора из заготовки, выполненной в виде цилиндрической втулки, так как для обеспечения центровки относительно матрицы Требуется заготовка, вьшолненная в виде втулки с фланцем.
Целью изобретения является повышение надежности и расширение тexнoлогических возможностей.
Поставленная цель достигается тем, что в устройстве для изготовления токоведущей части коллектора в. матрице выполнена цилиндрическая проточка для захода пуансона для формования петухжов, выталкиватель установлен
10 с возможностью контактирования с торцовой поверхностью пуансона для формования пластин и имеет диаметр, больше или равный наружному диаметру этого пуансона, а на внутренней поверхности пуансона для формования петушков со стороны матрицы выполнена коническая проточка, при этом меньший диаметр конуса расположен у торца пуансона.
20
Кроме того, в пуансоне для формования пластин коллектора выполнено цилиндрическое отверстие для крепления его к нижней плите, а зубцы .нарезаны по всей длине пуансона. 25
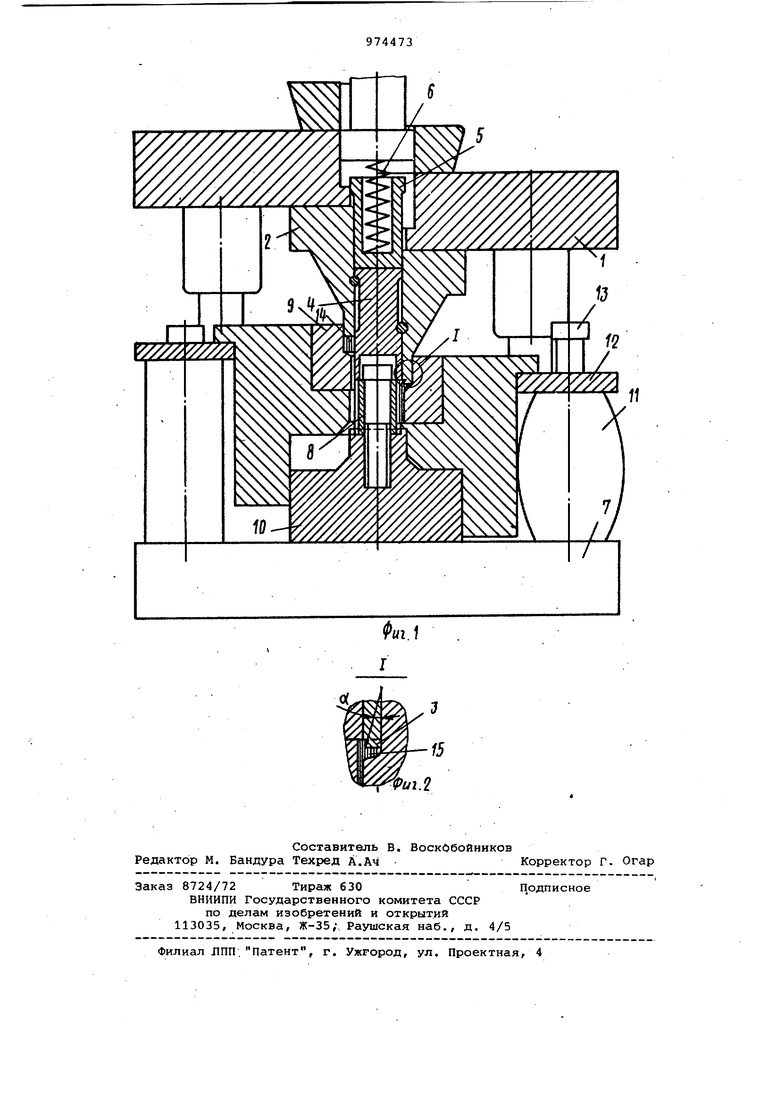
На фиг. 1 показано устройство для изготовления токоведущей части коллектора в исходном положении (слева) и в положении, соответствующем 30 окончанию изготовления токоведущей части коллектора (справа), общий вид; на фиг.. 2 - узел I на фиг. 1-. Устройство для изготовления токоведущей части коллектора содержит верхнюю подвижную плиту 1 и закрепленный на ней пуансон 2 для формования петушков. Рабочая поверхность торца пуансона 2 имеет радиальные ребра 3, число которых соответствует числу пазов в петушках коллектора, На внутренней поверхности пуансона 2 выполнена коническая проточка, при этом меньший диаметр конуса расположен у торца пуансона. Половина угла конуса составляет 1-5. Внутри пуансона 2 концентрично ему установлен цилиндрический выталкиватель 4. В верхней подвижной плите 1 смонтирован толкатель 5, внутри которого установлена пружина.6. На нижней неподвижной плите 7 установлен пуансон 8для формования пластин коллектора, выполненный в виде цилиндра с продольньлми зубца ми на наружной поверхности и цилинд рическим отверстием для крепления его к нижней плите. Продольные зубцы -нарезаны на всей длине пуансона на нижней неподвижной плите 7 закре .лена матрица 9. В матрице 9 выполне на цилиндрическая проточка для захо да пуансона 2. Пуансон- 8 смонтирова на опоре 10. Кроме того, устройство снабжено упругими элементами 11 для съема готовых изделий с пуансона 8 и ограничителями 12, контактирующими с головками болтов 13. Заготовка 14 токоведущей части коллектора выполнена в виде цилиндрической втул-ки. Выталкиватель 4 установлен в пуансоне 2 с ВОЗМОЖНОСТЬЮ контактирова ния с торцовой поверхностью пуансона 8 и имеет диаметр, больше или ра ный наружному диаметру пуансона 8. Устройство снабжено также приводом возвратно-поступательного перемещения рабочих органов (не показан Устройство Для изготовления токо ведущей части коллекторов работает следующим образом. Заготовку 14, у которой внутренний диаметр больше диаметра пуансона 8 и выталкивателя 4, устанавливают в цилиндрическую проточку матрицы 9, центрируя ее по этой цилинд Ьической поверхности, К верхней пли ire 1 прикладывают рабочее усилие, под действием которого она начинает двигаться вниз. При этом торец выта кивателя 4 сначала контактирует с торцом пуансона 8, а затем торец пуансона 2 соприкасается с торцом заготовки 14. При дальнейшем движении верхней плиты 1 вниз упругие эл менты 11 сжимаются/ а матрица 9 са|дится на опору 10, происходит радиальное обжатие заготовки 14 вокруг пуансона 8 с истечением материала заготовки в зазор между матрицей 9 и пуансоном 8. При этом торец пуансона 8 не изнашивается, что увеличивает надежность работы устройства, При обратном (холостом) ходе верхней плиты 1 пуансон 2 с выталкиватеем 4 и толкателем 5 -поднимаются. атрица 9 под действием усилия упруи элементов 11 движется вверх до оприкосновения ограничителей 12 с головками болтов 13, одновременно снимая полученное изделие с пуансона 8. При дальнейшем ходе верхней плиты 1 готовое изделие 15 остается в верхней части устройства, удерживаясь радиальными ребрами 3, и затем удаляется выталкивателем 4 посредством усилия, передающегося через толкатель 5. Предлагаемое изобретение позволяет повысить надежность и расширить технологические возможности устройства для изготовления токоведущей части коллектора. Формула изобретения 1. Устройство для изготовлениятоковедущей части коллектора, содержащее нижнюю неподвижную и верхнюю подвижную плиты, матрицу, расположенную на нижней плите, и пуансон для формования пластин коллектора, выполненный в виде цилиндра с продольными зубцами, пуансон для формования петушков и цилиндрический выталкиватель, расположенные на верхней плите, привод возвратно-поступательного перемещения рабочих органов, отличающееся тем, что, с целью повьошения надежности и расширения технологических возможностей, в матрице выполнена цилиндрическая проточка для захода пуансона для формования петушков, выталкиватель установлен с возможностью контактирования с торцовой поверхностью пуансона для формования пластин и имеет диаметр, больше или равный наружному диаметру этого пуансона, а на внутренней поверхности пуансона для формования петушков со стороны матрицы выполнена коническая проточка, при этом меньший диаметр конуса, расположен у торца пунасона. 2. Устройство по п. 1, отличающееся тем, что в пуансоне для формования пластин коллектора выполнено цилиндрическое отверстие для крепления его к нижней плите, а зубцы нарезаны по всей длине пуансона. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке 2678072/24-07, 1978.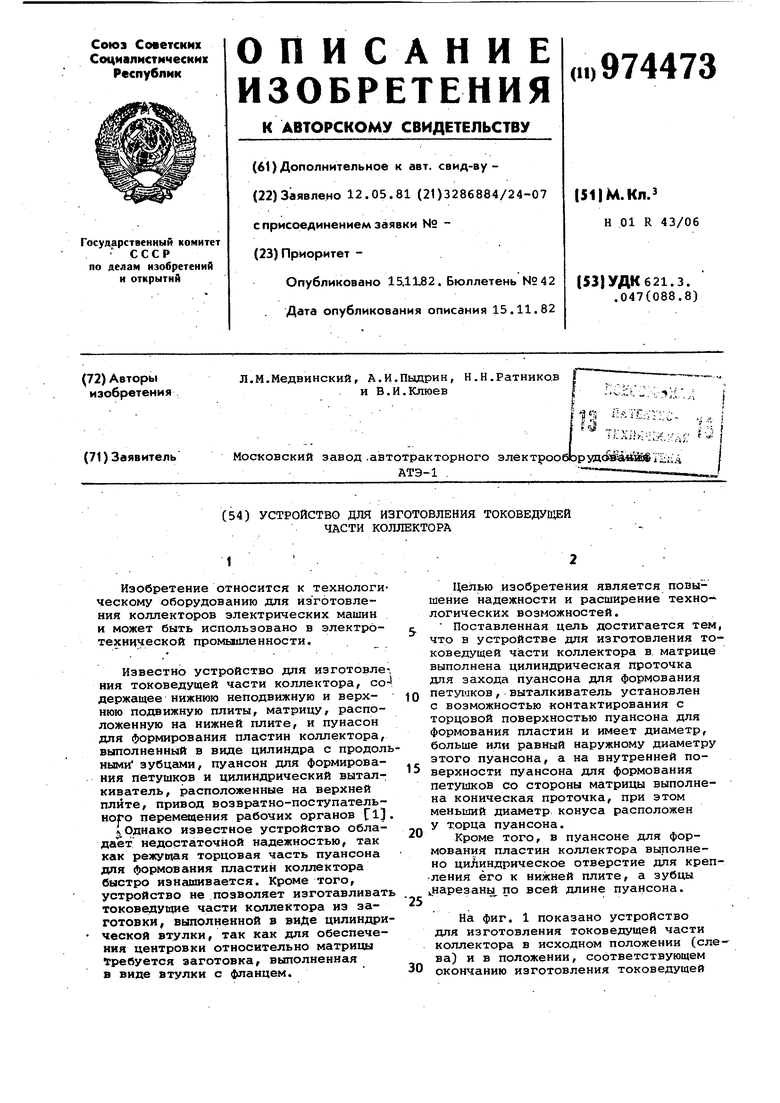
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления токоведущей части коллектора | 1982 |
|
SU1081716A1 |
| КОЛЛЕКТОР ЭЛЕКТРИЧЕСКИХ МАШИН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2233518C2 |
| Способ изготовления коллектора электродвигателя из трубной заготовки | 1982 |
|
SU1083272A1 |
| Устройство для прессования изделий из порошка | 1981 |
|
SU946801A1 |
| Штамп для изготовления деталей корончатого типа | 1974 |
|
SU533440A1 |
| Способ изготовления цилиндрических деталей с профильными торцовыми поверхностями и штамп для его осуществления | 1981 |
|
SU997943A1 |
| Штамп совмещенного действия | 1989 |
|
SU1768344A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСТУПЕНЧАТОЙ ТОНКОСТЕННОЙ ОБОЛОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2807406C1 |
| Способ изготовления полых деталей из трубчатой заготовки и устройство для его осуществления | 1989 |
|
SU1741949A1 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |