Изобретение относится к обработке металлов давлением, а именно к способам ковки заготовок.
Известен способ обработки металлов давлением, включающий осадку заготовки бойками,с рабочими поверхностями, образованными чередующимися выступами и впадинами, с периодическим смещеним заготовки относительно рабочих поверхностей бойков до совпадения соответствующих выступов к впадин C lОднако известный способ не обеспечивает возможности качественной проработки структуры металла слитка при ковке из него заготовок.
Цель изобретения - улучшение качества поковок путем более полной проработки структуры.
Указанная цель достигается тем, что согласно способу обработки металлов давлением, включающему осадку заготовки бойками с рабочими поверхнocтя ш, образованными чередующимися выступами и впадинами, с периодическим смещением заготовки относительно рабочих поверхностей бойков до совпадения соответствующих выступов и впадин, смещение заготовки осуществляют параллельным переносом ее вдоль
рабочей поверхности бойка на расстояние, равное половине шага между выступами.
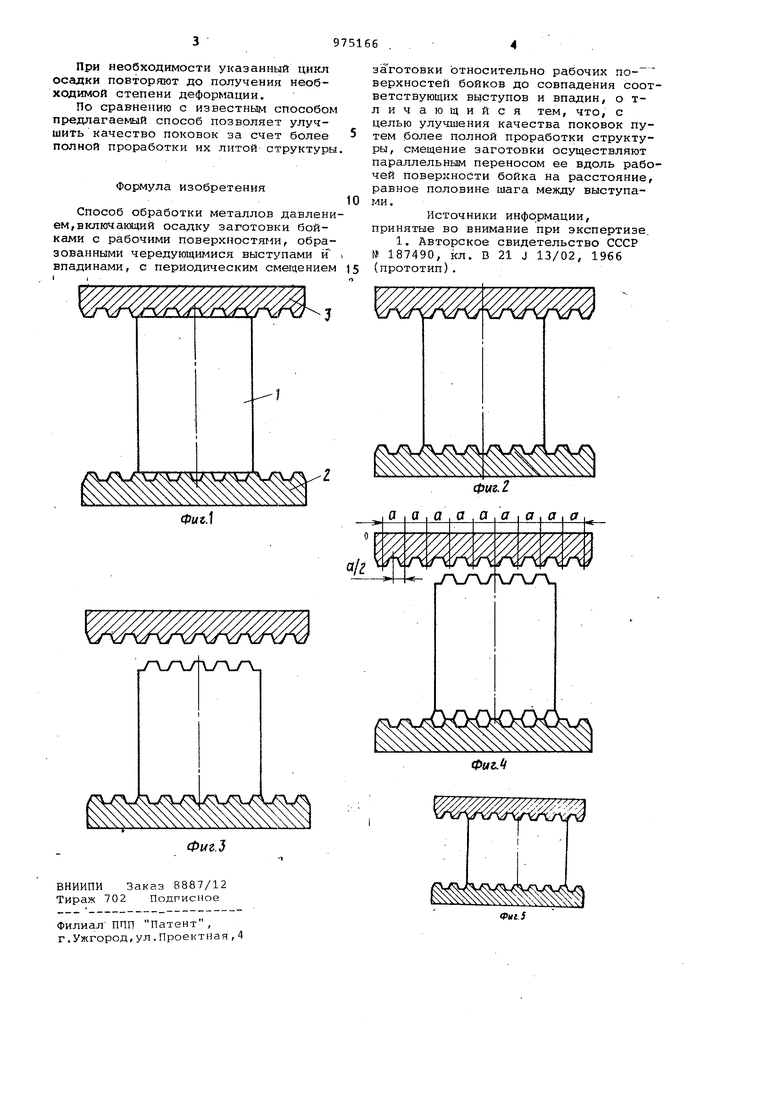
На фиг. 1 показано положение заroTOBKif между рифлеными бойками до начала осадки; на фиг. 2 - стадия заполнения рельефа бойков металлом/ на фиг. 3 - полохсение заготовки с
10 приподнятым верхним бойком; на фиг. 4 - положение заготовки, смещенной относительно выступов и впадин бойков на величину, равную половине их шага, на фиг. 5 - очередная стадия
15 заполнения рельефа бойков металлом.
Заготовку 1 устанавливают на нижний боек 2 пресса и осаживают верхним бойком 3.
20
При осадке заготовки 1 происходит заполнение рифлений бойков 2 и 3. Во время подъема траверсы пресса верхний боек 3 выходит иЗ контакта с за- готовкой и ее перемещают вдоль рабочей поверхности бойков на величину, равную половине шага а между выступами бойков (фиг. 4), и у танавлквают на нижний боек 2 с совмещением выступов заготовки 1 и бойков 2 и 3
30 и снова осаживгцот.
При необходимости указанньай цикл осадки повторяют до получения необходимой степени деформации.
По сравнению с известным способом предлагаемый способ позволяет улучшить качество поковок за счет более полной проработки их литой структуры.
Формула изобретения
Способ обработки металлов давлением, в ключ акаций осадку заготовки бойками с рабочими поверхностями, образованными чередующимися выступами и , впадинами, с периодическим смещением 15
заготовки относительно рабочих по- верхностей бойков до совпадения соответствующих выступов и впадин, о тличающийся тем, что, с целью улучшения качества поковок путем более полной проработки структуры, смещение заготовки осуществляют параллельным переносом ее вдоль рабочей поверхности бойка на расстояние, равное половине шага между выступами.
Источники информации, принятые во внимание при экспертизе.
1. Авторское свидетельство СССР № 187490, кл. В 21 J 13/02, 1966 (прототип),
| название | год | авторы | номер документа |
|---|---|---|---|
| Кузнечный инструмент | 1987 |
|
SU1455470A1 |
| Кузнечный инструмент | 1979 |
|
SU837540A1 |
| Кузнечный вырезной боек | 1976 |
|
SU616024A1 |
| Инструмент для осадки с кручением | 1982 |
|
SU1044405A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 1992 |
|
RU2047415C1 |
| Способ ковки поковок | 1975 |
|
SU637184A1 |
| Боек для осадки слитков | 1984 |
|
SU1278097A1 |
| Кузнечный инструмент | 1981 |
|
SU1017427A1 |
| СПОСОБ КОВКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2006 |
|
RU2326749C1 |
| Способ обработки заготовок | 1989 |
|
SU1697963A1 |
фиг. 2
Фмг.1
