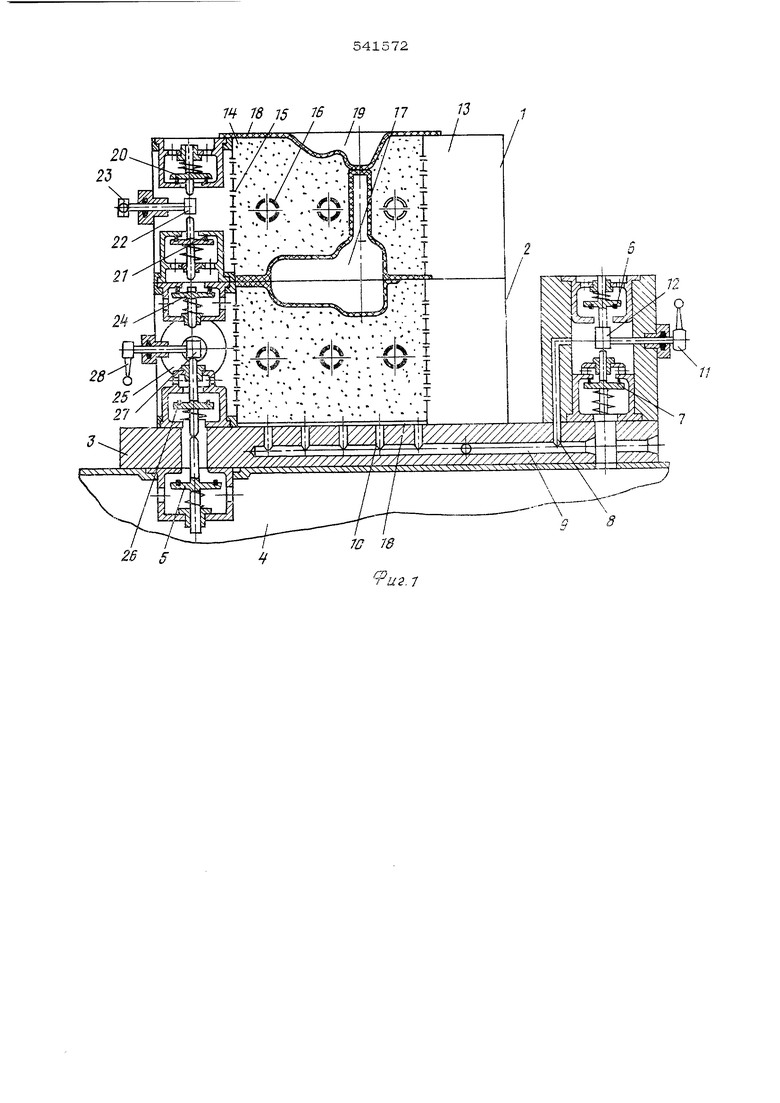
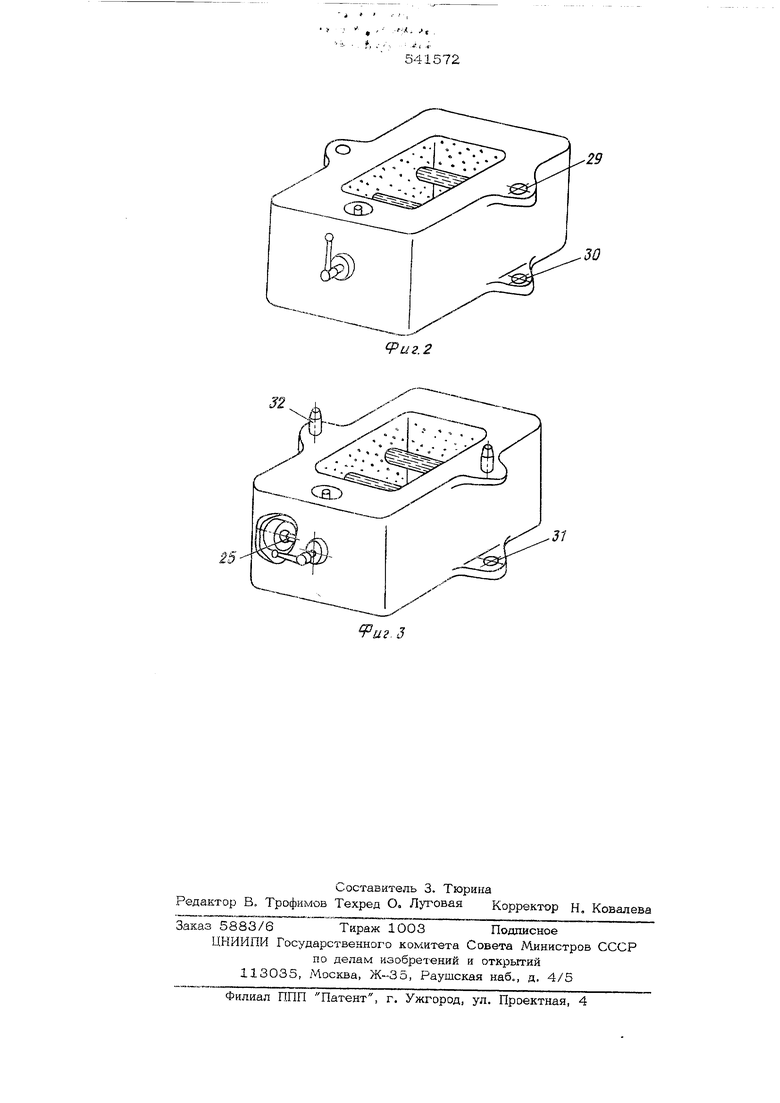
пивки; клапан 25 для сообщения с атмосферой; клапан 26 для подключения к источнику вакуума. Клапаны 25 и 26 приводятся в действие кулачком 27, связанным с рукояткой 28. Для фиксирования положения верхней и нижней опок относительно друг дру1а и относительно модельной плкты служат отверстия 29-31 и пальцы 32. Указанные фиксирующие элементы позволяют получать точное дитье без смещений по разъему формы. Устройство работает следуютим образом. На модельную плиту 3 устанавливается верхняя половина модели (на чертежах не показана). На нее накладывается нагретая термопластичная разделительная плен-ка 18, которая при включении клапана 7 при помощи рукоятки 11 плотно облегает модель за счет перепада давления между внешней и внутренней поверхностями плекiiHj поскольку рабочая поверхность модели подключена к вакуумной системе. Затем, поверх пленки насыпается сухая формовочная смесь, которая подвергается трамбовке вибратором (на чертежах не показан). После этого сверху на опоку накладывается вторая термопластичная разделительная пленка, в результате этого сухая формовочная смесь оказывается изолированной от окружающей атмосферы. В верхней термопластичной разделительной пленке отформовывается заливочная воронка 1 и опока при помощи кулачка 22, рукоятки 23, клапана 21, который в свою очередь открывает клапан 5, подключается к ресиверу 4. Затем, при помощи рукоятки 11 клапан 7 закрьшается, а клапан 6 открывается, в результате чего воздух подводится к отверстиям, связанным с термопластичной разделительной пленкой, при этом вакуумирование смеси осуществляется через отверстия в фильтрующей оболочке 15 опоки. После поворота рукоятки 23 в нейтральное положение клапаны 20 и 21 закрываю-тся и опока 1 снимается с модельной плиты 3. Нижняя половина формы получается сле дующим образом. На модельную плиту 3 накладывается термопластичная разделительная пленка 18 на которую устанавливается опока 2. В опоку насыпается сухая формовочная смесь, на которую после трамбовки накладывает-ся вторая термопластичная разделительная пленка. Нижняя полуформа получается за счет внешнего давления на нижнюю половину модели, при этом клапаны 24 и 25 закрыты, а клапаны 26 и 5 - открыты. Пленка плотно облегчает нижнюю половину модели за счет вакуумкрования сухой формовочной смеси, причем вакуумирование осуществляется через перфорированные отсасывающие трубы 16 к фильтрующ:1е оболочку 15. После подготовки обеих половин форм производится сборка полуформ. Опока 1, которая благодаря вакуумному аккумулятору 13 может кантоваться, переносится к месту заливки, устанавливается на опоку 2. Затем рычаг поворачивается вниз, и кулачок 22 открывает клапан 21, который в свою очередь открывает клапан 24. Это необходимо для того, чтобы обе опо- ки во время заливки оставались подключенными к источнику вакуума для обеспечения постоянного отсасывания газов в процессе формования отливки. После достаточного охлаждения отлавки опоки отключается от вакуумной системы и сообщаются с атмосферой прк помощи клапанов 20 и 25, при этом клапаны 21 и 26 закрыты. Песок высьшается на опок н через охладительное к пылеулавливающее устройство поступает в бункер (на чертежах не показан). Цикл операций закончен, и опоки снова поступают на формовку. ормула изобретения Оснастка для вакуумной формовки литейных форм, содержащая опоку, перфорированные трубы с фильтрующей оболочкой, укрепленные в стенках опокк, к фильтрующую оболочку, отличающаяся тем, что, с целью упрощения ее конструкции и повыщения удобства обслуживания, в стенках опоки выполнен вакуумный аккумулятор с клапанной системой управления, отделенный от ее рабочей полости фильтрующей оболочкой. Источник информации, принятый во внимание прк экспертизе изобретения: 1. Технология н оборудование яитейного производства . Экспресс - ннфор., 1974, № 5, с. 13-14 - прототип. 7 18 15 6 19 26 5 17
30
ЯР и г. 2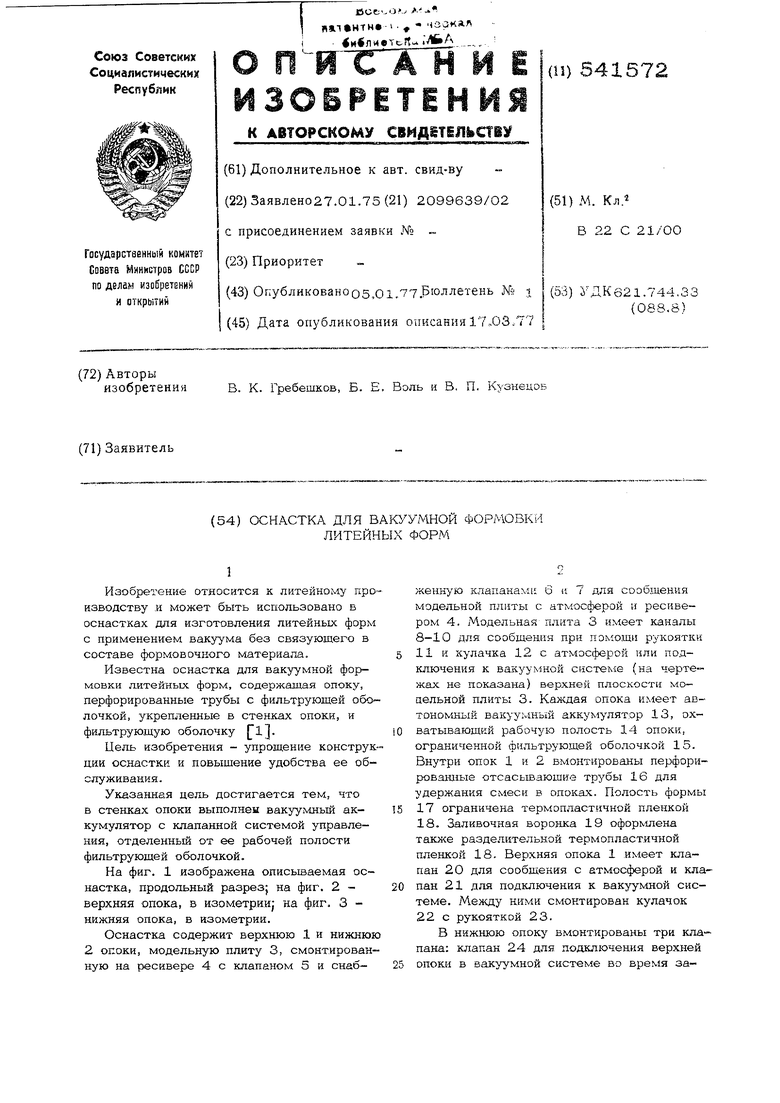
| название | год | авторы | номер документа |
|---|---|---|---|
| Оснастка для вакуумной формовки литейных форм | 1975 |
|
SU603486A1 |
| Оснастка для литья в формы из сухих формовочных материалов | 1976 |
|
SU612752A1 |
| Литейная форма | 1979 |
|
SU822977A2 |
| Оснастка для испытания формовочных материалов при вакуумной формовке | 1982 |
|
SU1066724A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1982 |
|
SU1052312A1 |
| Оснастка для вакуумной формовки | 1978 |
|
SU774772A1 |
| Способ изготовления литейных форм вакуумной формовкой и оснастка для испытания формовочных материалов | 1986 |
|
SU1426692A1 |
| Литейная форма | 1976 |
|
SU599909A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1987 |
|
SU1519822A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ОТЛИВОК С АРМИРУЮЩИМИ ЭЛЕМЕНТАМИ И ОСНАСТКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2151667C1 |