(54) ЖЕЛОБ ЦЕНТРОБЕЖНОЙ ТРУБОЛИТЕЙНОЙ
МАШИНЫ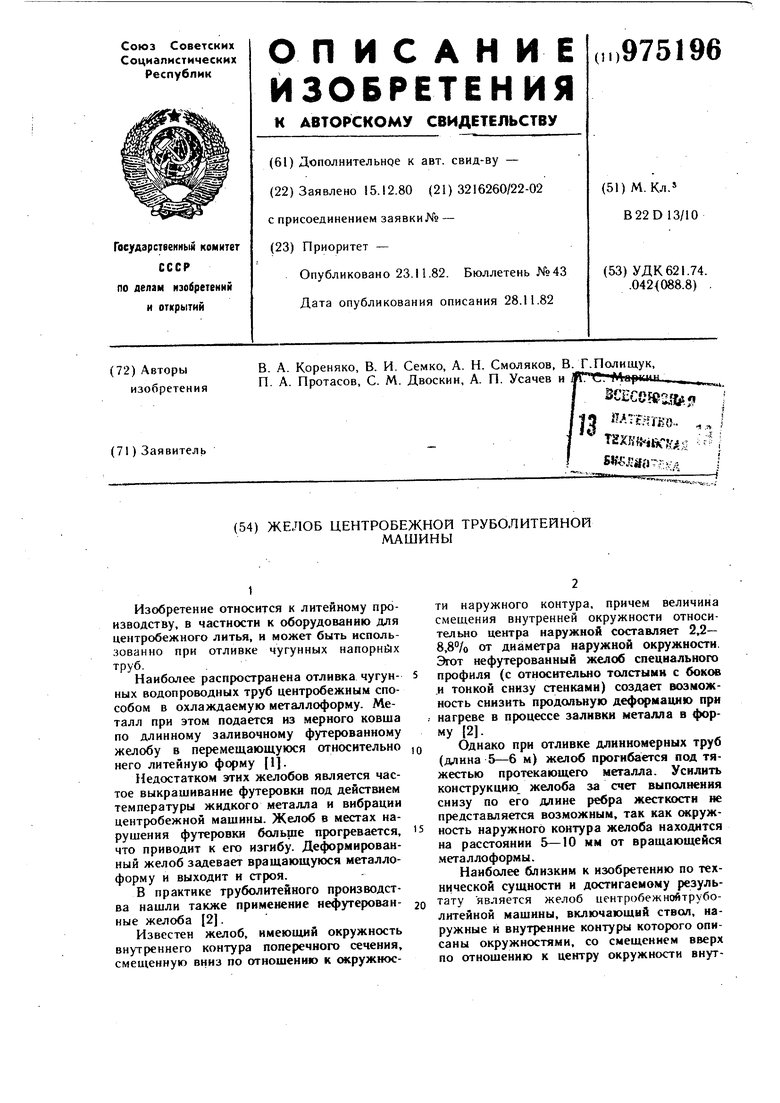
| название | год | авторы | номер документа |
|---|---|---|---|
| Желоб центробежной труболитейной машины | 1978 |
|
SU697250A1 |
| Желоб для центробежной труболитейной машины | 1974 |
|
SU463508A1 |
| Способ центробежного литья чугунных труб | 1978 |
|
SU789226A1 |
| Способ получения центробежнолитых чугунных труб | 1978 |
|
SU662252A2 |
| Способ центробежного литья чугунных труб | 1980 |
|
SU865504A1 |
| Устройство для центробежного литья труб | 1981 |
|
SU996083A1 |
| Форма для центробежного литья труб | 1980 |
|
SU942875A1 |
| Центробежная труболитейная пневматическая машина | 1957 |
|
SU110512A1 |
| Труболитейная установка | 1972 |
|
SU504608A1 |
| Чугун | 1984 |
|
SU1320255A1 |
Изобретение относится к литейному производству, в частности к оборудованию для центробежного литья, и может быть использованио при отливке чугунных напорнйх труб. Наиболее распространена отливка чугуниых водопроводных труб центробежным способом в охлаждаемую металлоформу. Металл при этом подается из мериого ковша по длинному заливочному футерованиому желобу в перемещающуюся относительно него лнтейную форму 1. Недостатком этих желобов является частое выкрашивание футеровки под действием температуры жидкого металла н вибрации центробежной машины. Желоб в местах нарушения футеровки больше прогревается, что приводит к его изгибу. Деформированный желоб задевает вращающуюся металлоформу и выходит и строя. В практике труболитейного производства нашли также применение иефутерованные желоба 2. Известен желоб, имеющий окружность внутреннего контура поперечного сечеиия, смещенную вниз по отношению к окружности наружного контура, причем величина смещения внутренней окружности относительно центра наружной составляет 2,2- 8,8% от диаметра наружной окружности. Эют нефутероваиный желоб специального профиля (с относительно толстыми с боков и тонкой снизу стенками) создает возможность снизить продольную деформацию при нагреве в процессе заливки металла в форму |2. Однако при отливке длинномерных труб (длина 5-6 м) желоб прогибается под тяжестью протекающего металла. Усилить конструкцию желоба за счет выполнення снизу по его длине ребра жесткости не представляется возможным, так как окружность наружного контура желоба находится на расстоянии 5-10 мм от вращающейся металлоформы. Наиболее близким к изобретению по технической сущности и достигаемому результату является желоб центробежнойтруболитейной машины, включающий ствол, наружные и внутренние контуры которого описаны окружностями, со смещением вверх по отношению к центру окружности внутреннего контура центра окружности наружного контура 4J.
Однако конструкция известного желоба сложна и трудоемка в изготов 1ении из-за выполнения в нижней его части по всей длине выступающего клина. Этот клин придает необходимую жесткость конструкции желоба, что очень важно при отливке длинномерных труб. Изготовление клина отдельно, а затем сваривание его с корпусом желоба приводит к короблению последнего. Выполнение клина вместе с корпусом желоба при помощи механической обработки очень трудоемко, металлоемко и значительно увеличивает срок изготовления желоба за счет многочисленных перестановок длинного желоба на строгальном станке при выполнении сопряжения кривых линий стенок желоба и прямоугольных стенок клииа. Кроме того, необходимо, чтобы ход каретки строгального станка был равен длине желоба. В противном случае необходимо 6-метровын желоб дополнительно перестанавливать и в продольном направлении.
Цель изобретении - упрощение конструкции желоба и снижения металлоемкости.
Поставленная цель достигается тем, что в желобе, включающем ствол, наружный и внутренний контуры которого описаны окружностями, со смещением вверх по отношению к центру окружности внутреннего контура центра окружности наружного контура, смещение центра окружности последнего у носка желоба в 1,4-2,8 раза больше, чем у основания.
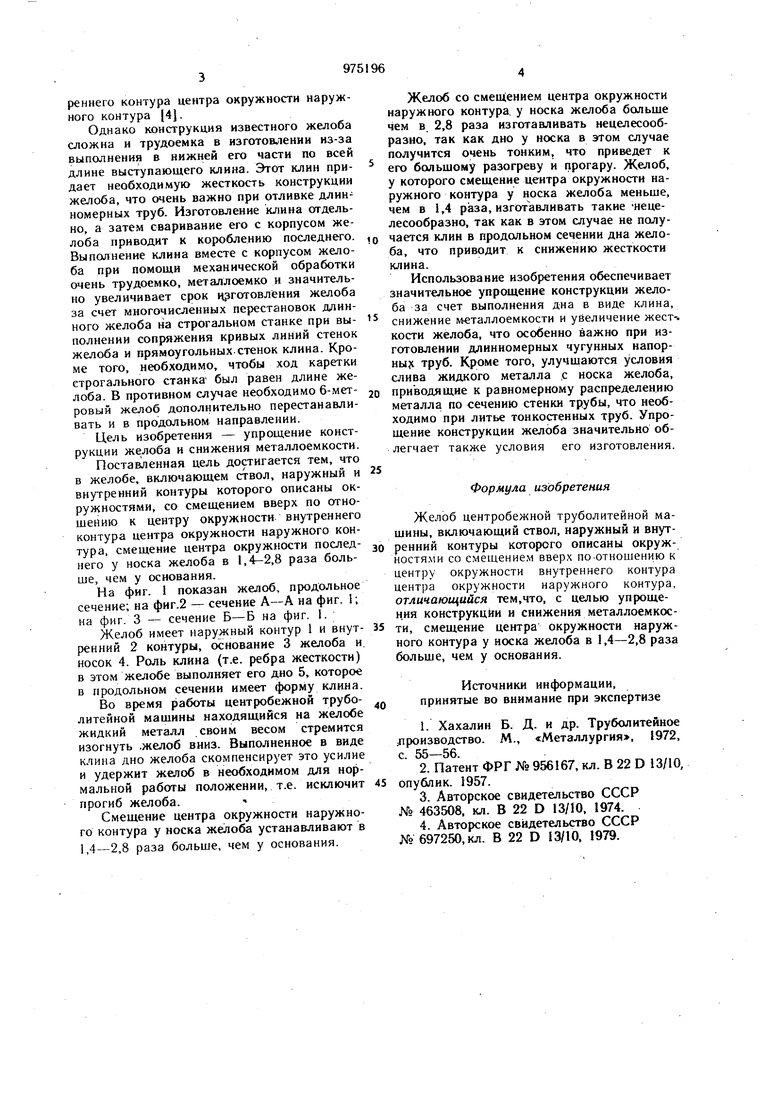
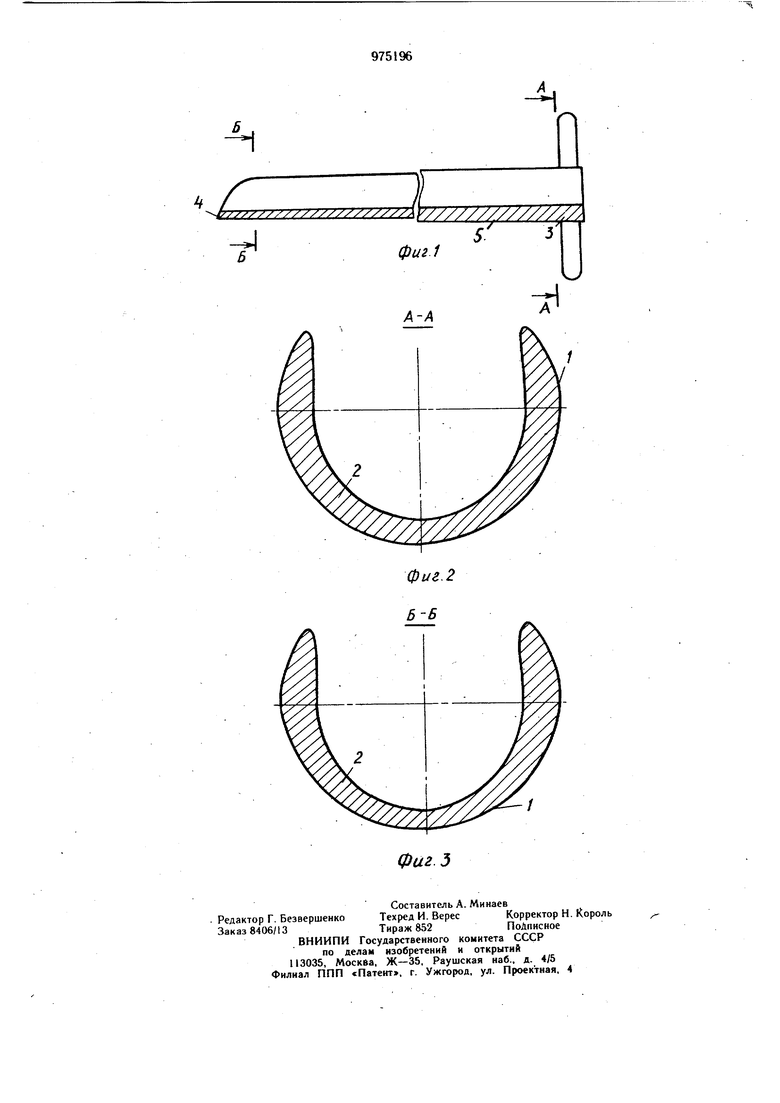
На фиг. 1 показан желоб, продольное сечение; на фиг.2 - сечение на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1.
Желоб имеет наружный контур 1 и внутренний 2 контуры, основание 3 желоба и носок 4. Роль клина (т.е. ребра жесткости) в этом желобе выполняет его дно 5, которое в продольном сечении имеет форму клина.
Во время работы центробежной труболитейной мащины находящийся на желобе жидкий металл своим весом стремится изогнуть .желоб вниз. Выполненное в виде клина дно желоба скомпенсирует это усилие и удержит желоб в необходимом для нормальной работы положении, т.е. исключит прогиб желоба.«
Смещение центра окружности наружного контура у носка желоба устанавливают в ,8 раза больше, чем у основания.
Желоб со смеп ением центра окружности наружного контура, у носка желоба больще чем в 2,8 раза изготавливать нецелесообразно, так как дно у носка в этом случае получится очень тонким, что приведет к его большому разогреву и прогару. Желоб, у которого смещение цеитра окружности наружного контура у носка желоба меньше, чем в 1,4 раза,изготавливать такие -нецелесообразно, так как в этом случае не полу0 чается клин в продольном сечении дна желоба, что приводит к снижению жесткости клина.
Использование изобретения обеспечивает значительное упрощение конструкции желоба за счет выполнения дна в виде клина, снижение металлоемкости и увеличение жест-. кости желоба, что особенно важно при изготовлении длинномерных чугунных иапорны труб. Кроме того, улучщаются условия слива жидкого металла ,с носка желоба,
приводящие к равномерному распределению металла по сечению стенки трубы, что необходимо при литье тонкостенных труб. Упрощение конструкции желоба значительно облегчает также условия его изготовления.
Формула изобретения
Желоб центробежной труболитейной мащины, включающий ствол, наружный и внутренний контуры которого описаны окружностями со смещением вверх по-отношению к центру окружности внутреннего контура центра окружности наружного контура, отличающийся тем,что, с целью упрощения конструкции и снижения металлоемкости, смещение центра окружности наружного контура у носка желоба в 1,4-2,8 раза больше, чем у основания.
Источники информации, принятые во внимание при экспертизе
лроизводство. М., «Металлургия, 1972,
J. 55gg
A-A
