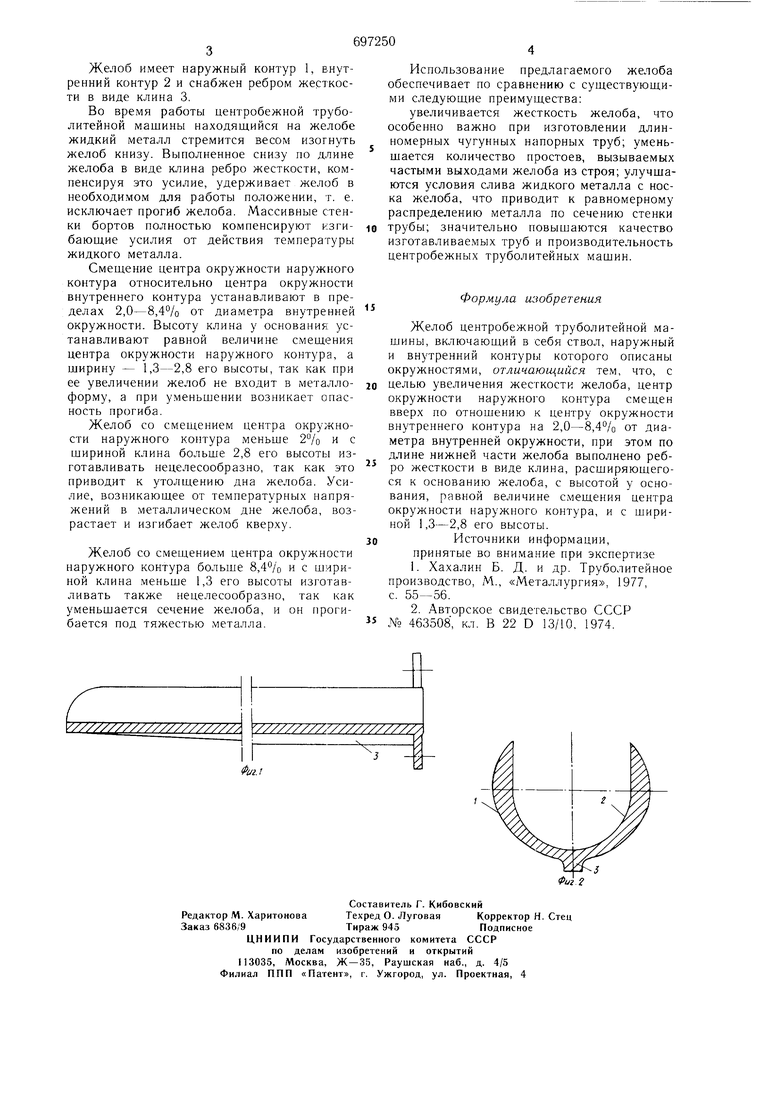
Изобретение относится к литейному производству, а именно к оборудованию для центробежного литья и может быть использовано при отливке чугунных напорных труб Распространена отливка чугунных водопроводных труб центробежным способом в охлаждаемую металлоформу. Металл подается из мерного ковша по длинному заливочному футерованному желобу в перемещающуюся относительно него литейную форму 1. Недостатком этого желоба является частое выкрашивание футеровки под действием температуры жидкого металла и вибрации центробежной машины. К,елоб в местах нарушения футеровки сильно прогревается, что приводит к его изгибу. Де(|)ормированный желоб задевает вращающуюся металлоформу и выходит из строя. В практике труболитейного производства нашли также применение и нефутерованные желоба. Наиболее близким техническим решением к изобретению является нефутерованный желоб, включающий в себя ствол с сечением, образованным концентрическими окружностями 2. При течении металла по такому желобу он сильнее всего прогревается снизу. Следовательно, наибольшее расширение по длине желоба происходит снизу и свободный его конец перемещается вверх. При этом слив металла с носка желоба прекращается, а сам желоб может зацепиться за вращающуюся форму. В результате нарушается процесс литья, что приводит к снижению производительности центробежной машины. Целью изобретения является увеличение жесткости желоба. Для этого центр окружности наружного контура смещен вверх по отношению к центру окружности внутреннего контура на 2,0- 8,4/о от диаметра внутренней окружности, при этом по длине нижней части желоба выполнено ребро жесткости в виде клина, рас1пиряющегося к основанию желоба, с высотой у основания, равной величине смещения центра окружности наружного контура и с шириной 1,3-2,8 его высоты. На фиг. 1 показан предлагаемый желоб, продольное сечение; на фиг. 2 - то же, поперечное сеченне.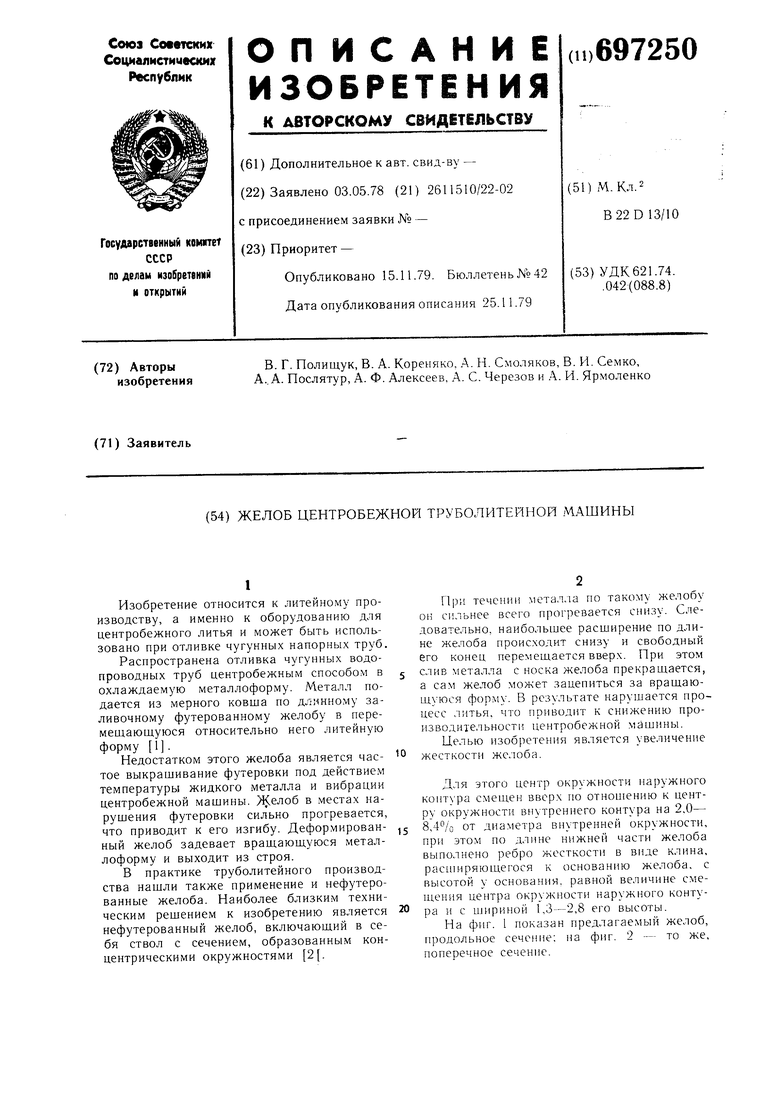
| название | год | авторы | номер документа |
|---|---|---|---|
| Желоб центробежной труболитейной машины | 1980 |
|
SU975196A1 |
| Желоб для центробежной труболитейной машины | 1974 |
|
SU463508A1 |
| Способ центробежного литья чугунных труб | 1978 |
|
SU789226A1 |
| Желоб для центробежной литейной машины | 1986 |
|
SU1391799A1 |
| Способ центробежного литья чугунных труб | 1980 |
|
SU865504A1 |
| Способ получения центробежнолитых чугунных труб | 1978 |
|
SU662252A2 |
| Устройство для центробежного литья труб | 1981 |
|
SU996083A1 |
| Форма для центробежного литья труб | 1980 |
|
SU942875A1 |
| Форма для центробежного литья труб | 1980 |
|
SU908500A1 |
| Способ изготовления центробежнолитых чугунных труб | 1986 |
|
SU1470439A1 |
