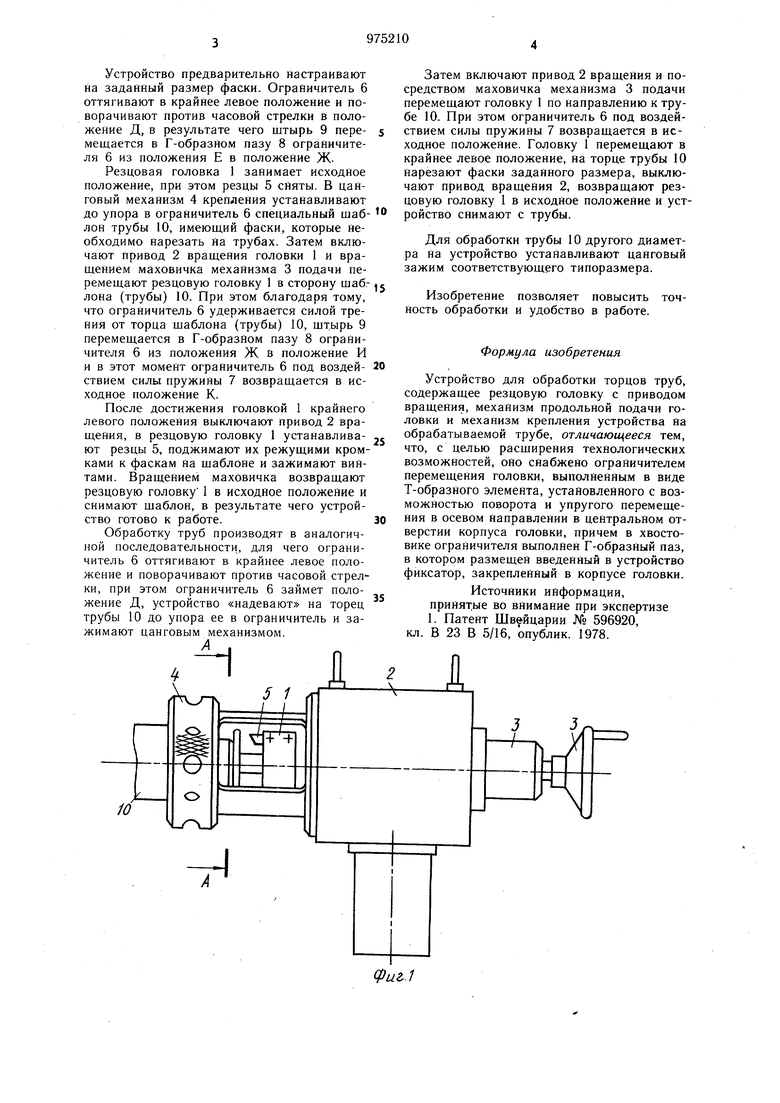
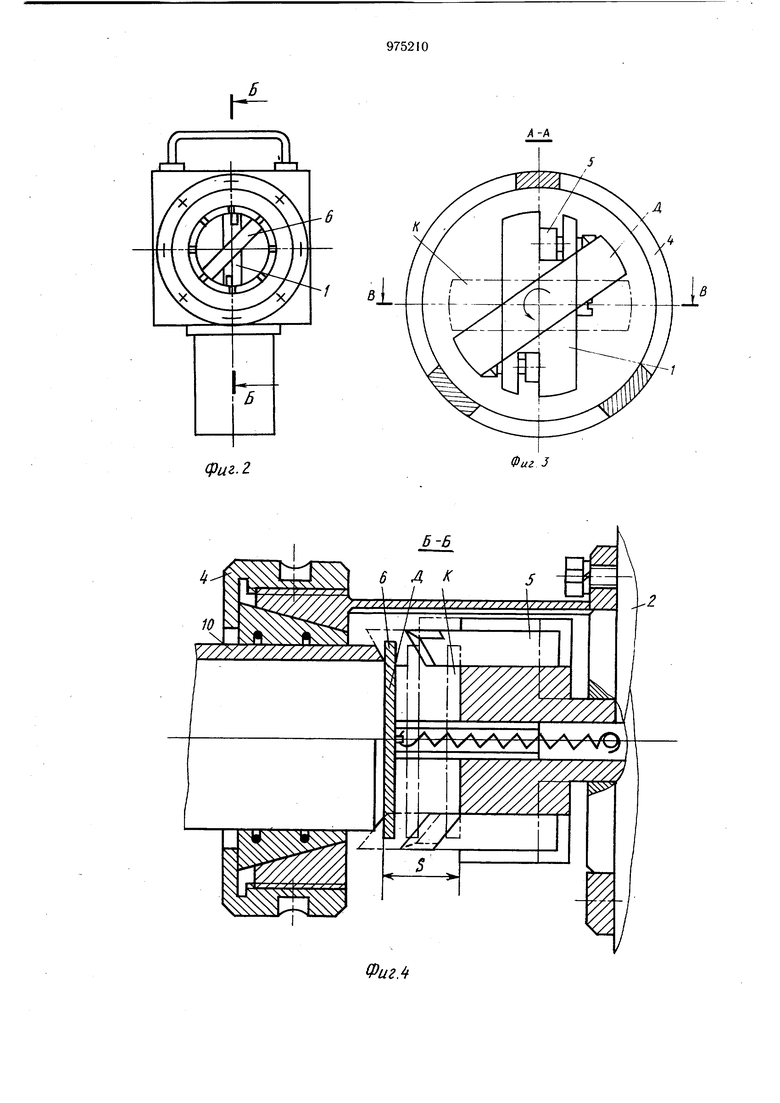
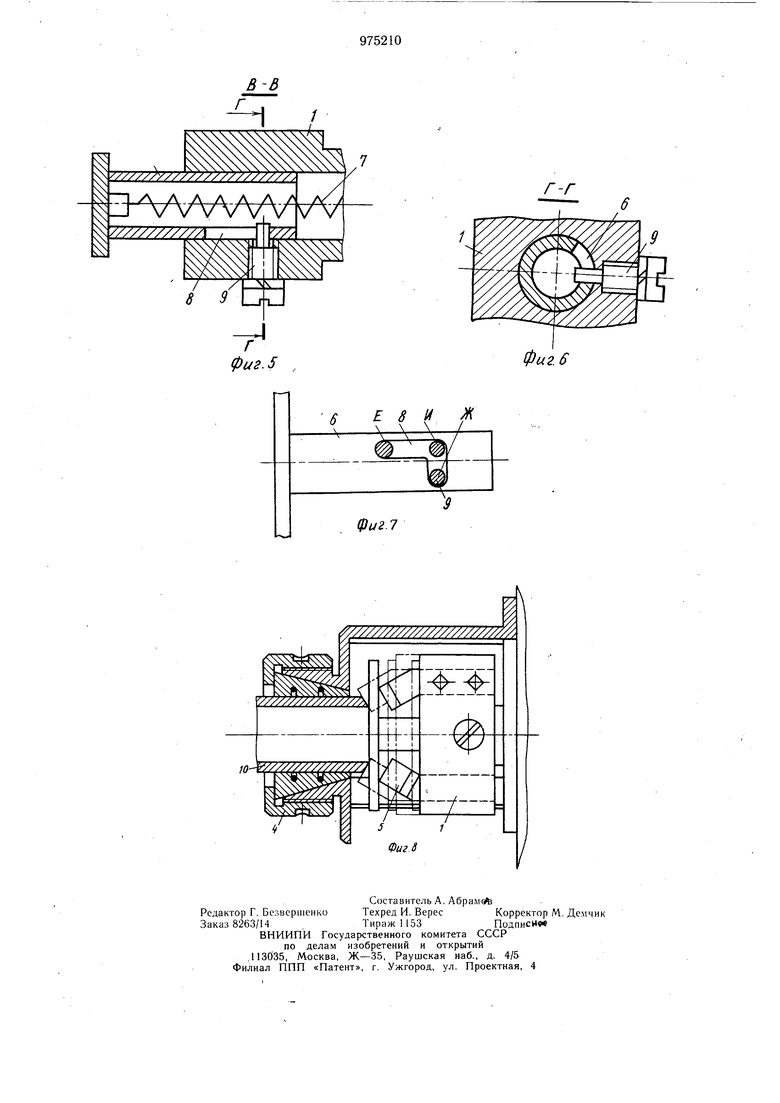
Изобретение относится к технолбгии машиностроения и может быть использовано для обработки торцов труб при ремонте трубопроводов. Известно устройство для обработки торцов труб, содержащее резцовую головку с приводом вращения, механизм продольной подачи головки и механизм крепления устройства На обрабатываемой трубе 1. Недостатком известного устройства является Низкая точность обработки. Цель изобретения - расширение технологических возможностей устройства. Поставленная цель достигается тем, что устройство снабжено ограничителем перемещения головки, выполненным в виде Т-образного элемента, установленного с возможностью поворота и упругого перемещения в осевом направлении в центральном отверстии корпуса головки, причем хвостовик ограничителя снабжен Г-образНым пазом, в котором размешен фиксирующий штырь, закрепленный на корпусе головки. На фиг. I и 2 изображено устройство для обработки торцов труб, общий вид; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-:Б на фиг. 1; на фиг. 5 - разрез В-В на фиг. 3; на фиг. 6 - разрез Г-Г На фиг. 5; на фиг. 7 - Г-образный паз на ограничителе; на фиг. 8 - вариант устройства с механизмом крепления на трубе меньшего диаметра. Устройство для обработки торцов труб содержит резцовую головку 1, привод 2 резцовой головки, механизм 3 подачи резцовой головки, механизм 4 крепления устройства на обрабатываемой трубе и резцы 5. Резцовая головка 1 имеет Т-образный ограничитель 6, ось которого установлена с возможностью вращения и радиального перемещения в центральном отверстии резцовой головки 1. Ограничитель 6 подпружинен относительно головки 1 пружиной 7, размещенной внутри полого хвостовика. Хвостовик ограничителя имеет Г-образный паз 8, в который входит фиксирующий щтырь 9 закрепленный на головке 1. Механизм 4 крепления устройства на обрабатываемой трубе 10 выполнен в виде цангового зажима. Устройство работает следующим образом. Устройство предварительно настраивают на заданный размер фаски. Ограничитель 6 оттягивают в крайнее левое положение и поворачивают против часовой стрелки в положение Д, в результате чего штырь 9 перемещается в Г-образном пазу 8 ограничителя 6 из положения Е в положение Ж. Резцовая головка 1 занимает исходное положение, при этом резцы 5 сняты. В цанговый механизм 4 крепления устанавливают до упора в ограничитель 6 специальный шаблон трубы 10, имеющий фаски, которые необходимо нарезать на трубах. Затем включают привод 2 вращения головки 1 и вращением маховичка механизма 3 подачи перемещают резцовую головку 1 в сторону щабг лона (трубы) 10. При этом благодаря тому, что ограничитель 6 удерживается силой трения от торца шаблона (трубы) 10, штырь 9 перемещается в Г-образном пазу 8 ограничителя б из положения Ж в положение И и в этот момент ограничитель б под воздействием силы пружины 7 возвращается в исходное положение К. После достижения головкой 1 крайнего левого положения выключают привод 2 вращения, в резцовую головку 1 устанавливают резцы 5, поджимают их режущими кромками к фаскам на шаблоне и зажимают винтами. Вращением маховичка возвращают резцовую головку 1 в исходное положение и снимают шаблон, в результате чего устройство готово к работе. Обработку труб производят в аналогичной последовательности,, для чего ограничитель б оттягивают в крайнее левое положение и поворачивают против часовой стрел ки, при этом ограничитель б займет положение Д, устройство «надевают на торец трубы 10 до упора ее в ограничитель и зажимают цанговым механизмом.
Cput.l Затем включают привод 2 вращения и поредством маховичка механизма 3 подачи еремещают головку 1 по направлению к труе 10. При этом ограничитель б под воздейтвием силы пружины 7 возвращается в исодное положение. Головку 1 перемещают в райнее левое положение, на торце трубы 10 арезают фаски заданного размера, выклюают привод вращения 2, возвращают резовую головку 1 в исходное положение и устойство снимают с трубы. Для обработки трубы 10 другого диаметра на устройство устанавливают цанговый зажим соответствующего типоразмера. Изобретение позволяет повысить точность обработки и удобство в работе. Формула изобретения Устройство для обработки торцов труб, содержащее резцовую головку с приводом вращения, механизм продольной подачи головки и механизм крепления устройства на обрабатываемой трубе, отличающееся тем, что, с целью расщирения технологических возможностей, оно снабжено ограничителем перемещения головки, выполненным в виде Т-образного элемента, установлейного с возможностью поворота и упругого перемещения в осевом направлении в центральном отверстии корпуса головки, причем в хвостовике ограничителя выполнен Г-образйый паз, в котором размещен введенный в устройство фиксатор, закрепленный в корпусе головки. Источники информации, принятые во внимание при экспертизе 1. Патент Швейцарии № 596920, кл. В 23 В 5/16, опублик. 1978.
П1
-Л
/г
Фиг. г
Фиг 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Переносной токарный станок для обработки концов труб | 1989 |
|
SU1710193A1 |
| Переносной токарный станок для обработки концов труб | 1988 |
|
SU1636129A1 |
| Резцовая головка | 1989 |
|
SU1785836A1 |
| Переносной механизированный фаскорез | 1973 |
|
SU492352A1 |
| Устройство для заточки инструмента | 1981 |
|
SU1028452A1 |
| Комбинированный инструмент | 1984 |
|
SU1252144A1 |
| Устройство для развальцовки горловин | 1984 |
|
SU1194529A1 |
| Переносное автоматизированное устройство для обработки концов цилиндрических деталей | 1984 |
|
SU1181777A1 |
| Переносное автоматизированное устройство для обработки концов труб | 1985 |
|
SU1284703A1 |
| Угольный струг | 1985 |
|
SU1583600A1 |
Фиг А
г-г
фиг 6
S f f f f
